彩涂板生产线.pdf
- 格式:docx
- 大小:3.33 MB
- 文档页数:5
唐钢彩涂生产线工艺技术简介裴宏江余大祥梅淑文(唐山钢铁股份有限公司冷轧薄板厂)摘要:介绍了唐钢彩涂生产线的工艺布置、流程,主要工艺技术参数等内容,论述了生产线在提高产品质量、生产效率以及安全生产各方面的主要技术特点。
关键词:彩涂生产线工艺布置工艺技术参数技术特点1前言彩涂板在我国是一种新兴钢结构建筑材料,它拥有建筑结构强度高、经久耐用、美观大方、施工快捷方便等优点,在建筑中的用量越来越广泛,随着建筑行业的不断发展,市场的不断规范彩涂产品将在我国建筑行业中大放异彩。
唐钢冷轧薄板厂一期工程共有四条生产线,分别是:酸洗、冷轧、镀锌、彩涂生产线。
其中彩涂生产线是以生产高档建筑用板、兼顾生产家电用板的生产线,它采用多项专利技术,是目前国际先进水平的生产线。
唐钢彩涂线于2004年6月30曰一次热负荷试车成功,生产出了质量合格的彩涂板产品。
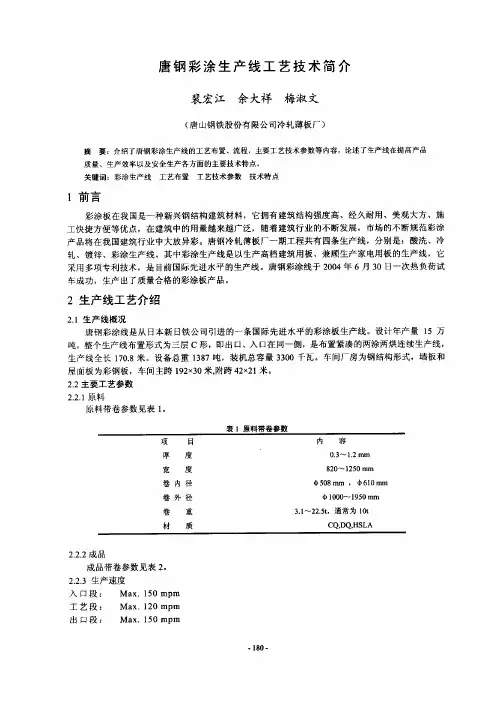
2生产线工艺介绍21生产线概况唐钢彩涂线是从日本新日铁公司引进的一条国际先进水平的彩涂板生产线。
设计年产量15万吨,整个生产线布置形式为三层c形,即出口、入口在同一侧,是布置紧凑的两涂两烘连续生产线,生产线全长170.8米。
设备总重1387吨,装机总容量3300千瓦。
车间厂房为钢结构形式,墙板和屋面板为彩钢板,车间主跨192×30米,附跨42×21米。
22主要工艺参数22l原料原料带卷参数见表1。
表1原料带卷参数项目厚度宽度卷内径卷外径卷重材质内容o3~1.2trim820~1250mmm508mm,由610mm由1000~1950mnl3.1~22.5t,通常为1otCQ,DQ,HSLA2.2.2成品成品带卷参数见表2。
2.2.3生产速度入口段:Max.150mpm工艺段:Max.120mpm出口段:Max.150mpm.180.穿带速度:30mpm表2成品带卷参数2.3工艺布置2.3.1工艺布置简述生产线山以下几部分组成:(1)入口段入口段由钢卷鞍座、开卷机、双切剪、缝合机、压毛刺辊、№1张力辊组成。
第一章概述第一节项目提出的背景一、建设单位基本概况一九九五年初,随着国家改革开发政策的不断深入,市场经济体制的不断完善,人们生活水平进一步提高。
为了振兴****经济,众多外出打工青年纷纷回乡创业。
****青年戴伟强、戴青松毅然回到家乡,敏锐的目光紧紧盯住当时沿海开放地区刚刚起步的铝天花板装饰行业。
在兄弟两人艰苦创业的过程中,及时得到了当地政府各级领导大力支持。
因此,一个崭新的行业孕育着一个生机蓬勃的企业—****省装饰材料制品厂诞生了(以下简称企业)。
企业的创建标志着西南地区室内吊顶装饰材料更新换代的开始。
一九九六年,根据生产经营的需要和今后的发展,企业在政府的协调下很快成功地收购了一家国营企业。
经过短短几年的建设和发展,企业现有职工总数308人,其中各类技术工人120人,科技人员66人,固定资产1900余万元,流动资金1500余万元,工厂占地面积约1万平方米。
拥有全自动铝天花板生产线4条,年生产能力可达200万平方米,销售收入达8000余万元,企业目前在该行业中已稳居全国第二,西南第一。
二. 项目投资的技术支持自动化研究所是直属中央大型工业企业委员会的多专业综合性研究所。
创建于1954年, 以推动和发展先进制造技术为目标, 致力于工业自动化单元技术, 集成技术及相关配套技术的研究、开发和应用。
积类四十多年的经验, 特别是改革开放以来的高速发展, 已形成了一个专业齐全、人才齐备、实力雄厚, 成果硕实、经验丰富的技术密集型研究机构。
并于2000年8月通过的ISO9000/ISO9001质量认证体系。
金属板材自动化涂层生产线是集自动化所综合优势研制开发的大型专业生产线。
从80年代开始,我所就致力于各种涂装生产线的研制开发,至今已为国内大、中型企业建立了30多条自动化生产线,广泛应用于汽车、铁路、建材、家具及家用电器等行业,在生产线整线控制系统、清洗处理、辊涂或喷涂、烘干、非标机械设备设计等方面积累了丰富的经验。
彩涂生产线岗位职责最新.doc彩涂线岗位职责(一)入口操作工1.进入车间做到“两穿一戴”,接班时要对入口段的液、电、气等设备进行常规性的检查,如有异常要及时汇报进行处理。
上班时遵守厂规厂纪,要注意保持入口段的卫生。
2.主操及时按照作业计划敦促原料库将下一卷掉到指定的拆包区域,副操协助主操拆包,并且做好每一个拆包原钢卷的号码记录和外观检查记录,并将检查结果详细记录在《原料外观检验记录表》上,根据《作业命令书》排好钢卷号码。
3.副操应及时做好上卷准备,必要时将超厚及异常部分切除并进行称重,然后将实际厚度和相关的数据记录在《原料投入台帐》上。
如发现严重质量问题不能确定是否上线,可由质检员确定。
并作好《退料登记》或重用原料的《重用登记》。
4.主操与副操在生产操作时要合理安排,配合操作,确保操作时机组正常运行。
5.缝接好每一个板接头后,主操应及时通过广播通知工艺、出口操作室。
6.主、副操要时刻注意HMI画面,出现故障应及时通知电气人员处理。
7.主、副操要负起对设备日常巡检的责任,发现异常及时汇报。
(二)前处理操作工1.在HMI上检查液位是否符合要求。
2.生产前检查地下室所有电机、泵、阀门是否打开。
3.检查挤干棍是否压下,刷洗槽刷辊是否可以投入使用。
4.检查清洗段所有传动装置有无异声。
5.提前通知检验室对每一个槽内液体检测碱点。
6.检查所有前处理段槽内喷嘴是否堵塞。
7.注意运行时钢带在前处理段的跑偏情况。
8.停机时关掉所有电机和蒸汽阀,打开所有挤干辊和刷辊。
9.生产时经常观察槽体内液位高度,液位偏低时增加水,同时根据所加水量,配置一定药液。
10.运行时不要在钢带下穿越。
11.将本班所加辅料登记在ERP上。
(三)化涂工1.化涂室根据《工艺卡片》要求配置化涂液,对配置好的药液搅拌15分钟。
2.检查化涂辊是否清洁、辊面有无损伤。
3.检查料盘内药液位置是否能够粘在提料辊上。
4.将操作盘按钮打在“机旁”位置。
5.调节好辊与带钢涂层面的距离。
年产五万吨彩涂板生产线项目可行性分析报告第一章概述第一节项目提出的背景一、建设单位基本概况一九九五年初,随着国家改革开发政策的不断深入,市场经济体制的不断完善,人们生活水平进一步提高。
为了振兴四川经济,众多外出打工青年纷纷回乡创业。
安岳青年戴伟强、戴青松毅然回到家乡,敏锐的目光紧紧盯住当时沿海开放地区刚刚起步的铝天花板装饰行业。
在兄弟两人艰苦创业的过程中,及时得到了当地政府各级领导大力支持。
因此,一个崭新的行业孕育着一个生机蓬勃的企业—四川省装饰材料制品厂诞生了(以下简称企业)。
企业的创建标志着西南地区室内吊顶装饰材料更新换代的开始。
一九九六年,根据生产经营的需要和今后的发展,企业在政府的协调下很快成功地收购了一家国营企业。
经过短短几年的建设和发展,企业现有职工总数308人,其中各类技术工人120人,科技人员66人,固定资产1900余万元,流动资金1500余万元,工厂占地面积约1万平方米。
拥有全自动铝天花板生产线4条,年生产能力可达200万平方米,销售收入达8000余万元,企业目前在该行业中已稳居全国第二,西南第一。
二. 项目投资的技术支持自动化研究所是直属中央大型工业企业委员会的多专业综合性研究所。
创建于1954年, 以推动和发展先进制造技术为目标, 致力于工业自动化单元技术, 集成技术及相关配套技术的研究、开发和应用。
积类四十多年的经验, 特别是改革开放以来的高速发展, 已形成了一个专业齐全、人才齐备、实力雄厚, 成果硕实、经验丰富的技术密集型研究机构。
并于2000年8月通过的ISO9000/ISO9001质量认证体系。
金属板材自动化涂层生产线是集自动化所综合优势研制开发的大型专业生产线。
从80年代开始,我所就致力于各种涂装生产线的研制开发,至今已为国内大、中型企业建立了30多条自动化生产线,广泛应用于汽车、铁路、建材、家具及家用电器等行业,在生产线整线控制系统、清洗处理、辊涂或喷涂、烘干、非标机械设备设计等方面积累了丰富的经验。
彩涂线生产工艺流程PPGI:Process Flow(工序流程)4-Stage: ①Entrance Stage(入口段); ②Pretreatment Stage(预处理段);③Roller Painting Stage(涂装段); ④Exit Stage(出口).①Uncoil(开卷)→Stitching(缝合)→Compression Roller(压力辊)→Puller(涨力棍)→Inlet Looper(开卷活套)→|:For Connecting The Coils, In Order To Provide The Steel Sheet Continuously And Consistently(是将原料卷松开并将它们联接起来,以便连续地、匀速地为机组供应金属薄板)②Alkli Degreasing (碱洗脱脂)→Cleaning(清洗50℃)→ Passivation (钝化)→Baking(烘烤)|: For Getting Rid Of The Oil Stain And Metal Fillings, And Painting Passivation Solution, In Order To Improve The Anti-Corrosion Ability And Adhesive Ability To The Primer Paint(清洗被涂底板并进行表面处理,以提高防腐蚀性和对上层漆膜的附着力)③Primer & Back Coating(初涂底漆和背漆)→Baking(烘烤固化)→Finish Coating(精涂面漆)→Baking(烘烤固化)→Cooling(水冷和风冷降温)→|: For Adopting The Roller Coating Techniques, Baking And Water & Air Cooling To Make The Paint Adhere To The Sheet Firmly. - Double-Coating-Double-Baking 两涂两烘④Outlet Looper(收卷活套)→Cutting(分剪)→Coiling(收卷)|: For Recoiling As Requested Tons.辊涂式roller Painting; 聚酯树脂(Pe):聚酯树脂面漆(Regular Polyester,简称pe).彩涂板的典型生产工艺流程入口段:包括开卷、剪齐、缝接及贮料活套等设备,作用是将原料卷松开并将它们联接起来,以便连续地、匀速地为机组供应金属薄板。

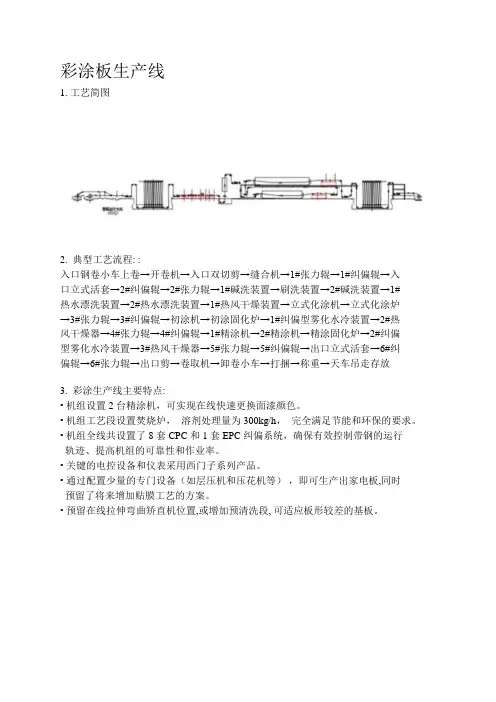
彩涂板生产线
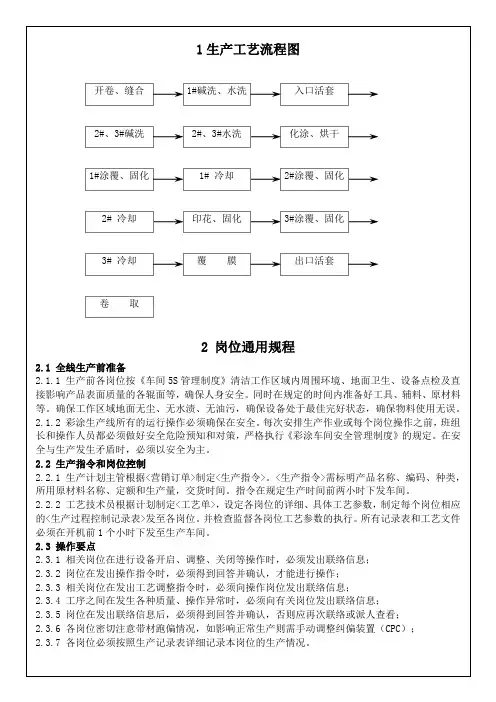
1. 工艺简图
2. 典型工艺流程: :
入口钢卷小车上卷→开卷机→入口双切剪→缝合机→1#张力辊→1#纠偏辊→入
口立式活套→2#纠偏辊→2#张力辊→1#碱洗装置→刷洗装置→2#碱洗装置→1#
热水漂洗装置→2#热水漂洗装置→1#热风干燥装置→立式化涂机→立式化涂炉
→3#张力辊→3#纠偏辊→初涂机→初涂固化炉→1#纠偏型雾化水冷装置→2#热
风干燥器→4#张力辊→4#纠偏辊→1#精涂机→2#精涂机→精涂固化炉→2#纠偏
型雾化水冷装置→3#热风干燥器→5#张力辊→5#纠偏辊→出口立式活套→6#纠
偏辊→6#张力辊→出口剪→卷取机→卸卷小车→打捆→称重→天车吊走存放
3. 彩涂生产线主要特点:
• 机组设置 2 台精涂机,可实现在线快速更换面漆颜色。
• 机组工艺段设置焚烧炉,溶剂处理量为 300kg/h,完全满足节能和环保的要求。
• 机组全线共设置了 8 套 CPC 和 1 套 EPC 纠偏系统,确保有效控制带钢的运行
轨迹、提高机组的可靠性和作业率。
• 关键的电控设备和仪表采用西门子系列产品。
• 通过配置少量的专门设备(如层压机和压花机等),即可生产出家电板,同时
预留了将来增加贴膜工艺的方案。
• 预留在线拉伸弯曲矫直机位置,或增加预清洗段, 可适应板形较差的基板。
4 4 . 工艺参数
入口段水淬冷却
清洗段出口段
涂机室
涂机与供液系统
水淬冷却
出口段。
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)申请公布号CN202823783U(43)申请公布日2013.03.27(21)申请号CN201220425278.X(22)申请日2012.08.24(71)申请人刘汝松地址210064 江苏省南京市江宁区谷里街道振容路(72)发明人刘汝松(74)专利代理机构南京天翼专利代理有限责任公司代理人蒋家华(51)Int.CI权利要求说明书说明书幅图(54)发明名称多功能彩涂生产线(57)摘要本实用新型公开了一种多功能彩涂生产线,由下列设备依次连接:上料小车、开卷机、夹送机、剪切机、缝合机、1#张紧机、前活套、2#张紧机、1#对中机、化学预脱脂段、辊刷机、清水喷洗装置、热风烘干装置、化涂机、化涂烘干炉、风冷机、转向辊装置、底涂机、底涂固化炉、底涂风冷与水冷装置、转向辊装置、1#面涂机、1#面涂固化炉、1#面涂风冷与水冷装置、转向辊装置、2#对中机、转向辊装置、2#面涂机、2#面涂固化炉、2#面涂风冷与水冷装置、3#张紧机、转向辊装置、双辊对中机、压花机、印花机、涂布机、涂布固化炉、热覆膜机组、风冷与水冷装置、4#张紧机、后活套、5#张紧机、剪切机、转向夹送机、收卷机组、卸料小车。
一条生产线上完成多种工艺。
法律状态法律状态公告日法律状态信息法律状态2013-03-27授权授权2016-10-19专利权的终止专利权的终止权利要求说明书多功能彩涂生产线的权利要求说明书内容是....请下载后查看说明书多功能彩涂生产线的说明书内容是....请下载后查看。
彩涂板生产线
1. 工艺简图
2. 典型工艺流程: :
入口钢卷小车上卷→开卷机→入口双切剪→缝合机→1#张力辊→1#纠偏辊→入
口立式活套→2#纠偏辊→2#张力辊→1#碱洗装置→刷洗装置→2#碱洗装置→1#
热水漂洗装置→2#热水漂洗装置→1#热风干燥装置→立式化涂机→立式化涂炉
→3#张力辊→3#纠偏辊→初涂机→初涂固化炉→1#纠偏型雾化水冷装置→2#热
风干燥器→4#张力辊→4#纠偏辊→1#精涂机→2#精涂机→精涂固化炉→2#纠偏
型雾化水冷装置→3#热风干燥器→5#张力辊→5#纠偏辊→出口立式活套→6#纠
偏辊→6#张力辊→出口剪→卷取机→卸卷小车→打捆→称重→天车吊走存放
3. 彩涂生产线主要特点:
• 机组设置 2 台精涂机,可实现在线快速更换面漆颜色。
• 机组工艺段设置焚烧炉,溶剂处理量为 300kg/h,完全满足节能和环保的要求。
• 机组全线共设置了 8 套 CPC 和 1 套 EPC 纠偏系统,确保有效控制带钢的运行
轨迹、提高机组的可靠性和作业率。
• 关键的电控设备和仪表采用西门子系列产品。
• 通过配置少量的专门设备(如层压机和压花机等),即可生产出家电板,同时
预留了将来增加贴膜工艺的方案。
• 预留在线拉伸弯曲矫直机位置,或增加预清洗段, 可适应板形较差的基板。
4 4 . 工艺参数
入口段水淬冷却清洗段出口段涂机室
涂机与供液系统
水淬冷却出口段。