冷轧设备生产线及相关设备汇总(PPT 67页)
- 格式:ppt
- 大小:5.96 MB
- 文档页数:67

冷轧生产工艺及设备热轧卷坯(铸轧卷坯)一冷轧一中间退火一箔轧一精整剪切一成品退火的生产工艺。
主要生产过程如下:(1)冷轧热轧卷或铸轧卷先在冷轧机上进行多道次单向轧制,冷轧道次压下率20%~50%之间,轧制速度在150m∕min~800m∕min之间。
其间为防止裂边,在l~2mm厚度时要进行一次切边,需要中间退火的还要在退火炉中进行一次中间退火;采用激光测厚。
(2)中间退火轧制过程中根据产品的加工性能以及最终性能的要求,有些产品需要进行再结晶退火,然后再继续轧制。
退火温度一般在300~500团之间,退火时间约10-15ho (3)箔轧铝箔产品在冷轧机上轧至0.6Omm厚度左右,经过中间退火后,送至铝箔粗轧机上经过数道次轧制到成品厚度;其中需要叠轧的铝箔产品在最后一道次箔轧之前,先要在合卷机上切边、合卷,然后进行叠轧。
箔轧道次压下率30%~60%之间,轧制速度在600m∕min~1200m∕min之间。
(4)精整剪切轧至成品厚度的产品根据供货规格,经过横切、拉矫(清洗)、分切等精整剪切工序,达到用户要求的尺寸规格、精度。
(5)成品退火对软状态供货的产品,根据性能要求和产品规格采取不同的退火制度,在退火炉内进行成品退火,获得用户要求的强度、延伸率等指标。
退火温度一般在150~450团之间,退火时间约20~60h0(6)检查及包装入库冷轧主要设备(1)185Omm冷轧机1台(AGC、AFC引进)合金品种:铝及铝合金lxxx、3×××>5×××>8χχχ系来料规格:卷材厚度:铸轧卷6~8mm、热轧卷最大IOmm最大重量:15t成品卷材尺寸:卷材厚度:Min0.15mm卷材规格:①2200∕665χ750~1650mm(切边)最大卷重:15t套筒规格:①665/605x190Omm(暂定)轧制速度:MaxlOOOm/min该轧机为具有国内先进水平的全油润滑高速冷轧机,装备有引进的自动厚度控制系统(AGC)和自动板形控制系统(AFC),配有轧制油在线过滤、油雾净化系统,以及完善的C02自动/手动灭火系统。

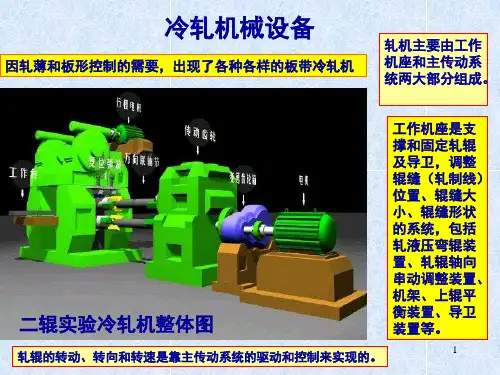
冷轧机作为一种专门轧制带肋钢筋的机器设备,但是要想得到合格的钢筋还需要其他的设备来辅助,这样才能完成冷轧作业,那么一条完整的生产线都需要配备哪些设备,来一起了解一下。
根据不同的钢筋线相关的设备信息如下:1、两肋冷轧机生产线的配套设备在整个两肋冷轧机生产线中,冷轧机作为主要的轧制设备,其配套的设备可包含这么几种:除锈机、两肋冷轧机、调直机、高频热处理设备、飞剪切断机、翻转料架、操作台等。
2、三肋冷轧机生产线的配套设备在整个三肋冷轧机生产线中,冷轧机作为主要的轧制设备,其配套的设备可包含这么几种:除锈机、三肋冷轧机、拉盘机、钢筋应力机、调直机、飞剪切断机、对焊机等。
从冷轧机的配套设备中,我们就能发现,冷轧机生产不同的带肋钢筋,其配套设备各有不同。
因此,由冷轧机及配套设备构成的冷轧带肋钢筋生产线的销售价格也不同。
除锈机:通过除锈减径机经过变形,使钢筋表面的氧化皮脱落,提高产品的性能和外观质量。
除锈减径机全封闭生产,环保设计,减少粉尘。
调直机:采用多轮直进式调直方法,调制钢筋的规格φ6一φ14,适合规模化钢筋调直加工厂,钢材市场调直三级钢、盘圆、螺纹钢。
任意定尺,速度快,不扭曲、不伤肋,切断性能稳定,调制精度高,电脑自动化控制系统,大大提高了钢筋调直切断的工作效率。
飞剪切断机:是一种能快速切断钢筋、圆钢等线材的加工设备。
该机在切断以上产品时具有效率高、操作简单,使用寿命长等诸多优点,而且该机切断误差在全国同类产品中最小。
该机是冶金轧钢行业、高速线材及螺纹钢定尺剪断机,是现代轧制棒材剪断中的产品,具有耗电少、投资成本低的特点。
针对高延性冷轧带肋钢筋生产线有这几种配置可以选择:◆LZ228型:即简配经济型,可生产φ6~12mm直条高延性冷轧带肋钢筋,轧制速度60~100m/min,平均产能1.35万吨/年。
◆LZ250型:即标配标准型,可生产φ6~12mm直条与盘螺高延性冷轧带肋钢筋,轧制速度100~180m/min,平均产能2.3万吨/年。
冷轧设备生产线及相关设备汇总1. 概述冷轧设备生产线是指用于将热轧钢板进行冷压、冷轧的设备集合,通过冷轧工艺可使热轧钢板的质量和表面光洁度得到进一步提升。
本文将介绍冷轧设备生产线中的主要设备及其功能。
2. 冷轧设备生产线的主要设备2.1. 输入设备输入设备是冷轧设备生产线的起始点,用于将热轧钢板送入生产线进行后续加工。
输入设备通常包括以下几种:•卷装机:用于将热轧钢卷展开并平整,便于后续加工。
•清洗设备:用于清洗热轧钢板表面的油污和杂质,保证下一步的质量要求。
•放卷机:将热轧钢卷从卷盘上解卷,便于后续加工。
2.2. 脱碳设备脱碳是冷轧设备生产线中的重要一环,主要用于去除热轧钢板表面的碳化物。
常用的脱碳设备包括:•脱碳槽:将热轧钢板浸泡在脱碳液中,使其与碳化物发生反应,达到脱碳效果。
•除鳞机:用于去除热轧钢板表面的氧化皮和鳞片,保证下一步的质量要求。
2.3. 冷压设备冷压设备用于使热轧钢板变形,并降低其厚度。
冷压设备常见的类型有:•冷辊机:利用一组冷轧辊对热轧钢板进行挤压,使其变形并降低厚度。
冷辊机通常由上辊和下辊组成,辊面可根据产品要求进行设计。
•液压机:利用液压系统对热轧钢板进行压制。
液压机具有压力大、控制方便等特点,适用于大规格的钢板加工。
2.4. 冷轧机冷轧机是冷轧设备生产线中最核心的设备之一,用于将热轧钢板进行冷轧。
根据不同产品的要求,冷轧机可采用不同的工艺和结构。
•矩形冷轧机:适用于冷轧薄板,具有冷轧速度快、生产效率高等特点。
•簧片轧制机:适用于冷轧弹簧钢带,具有更高的冷轧精度和表面质量要求。
2.5. 平整设备平整设备用于对冷轧钢板进行修整和整平,保证其平整度和形状精度。
常见的平整设备有:•过平机:利用一组辊轧制热轧钢板,使其变平并修整。
•液压平整机:利用液压系统对热轧钢板进行平整和修整。
2.6. 涂油设备涂油设备主要用于在冷轧钢板表面涂覆保护油,防止表面氧化和腐蚀。
常见的涂油设备有:•辊式涂油机:利用一组辊对冷轧钢板进行涂油,涂油均匀,覆盖面积大。
鞍钢冷轧厂历史1958 年1989 年1999 年2002 年2003 年2006年2007年新中国第一家冷轧薄板厂成立。
鞍山钢铁集团公司盐酸洗机组、四机架联轧机组及配套的冷轧板生产线投产。
冷轧一号线酸洗-轧机联合机组投产。
冷轧二号生产线投产;彩涂板生产线投产。
热镀锌板生产线投产。
西区2130 联合机组及连续退火生产线投产。
东区1450 生产线投产。
冷轧厂概况厂区面积总计: 24,780,000 m²鞍山钢铁集团公司■包括两条冷轧生产线,两条连续热镀锌,两条彩涂。
共计24 条生产线,139座罩式炉;另外调试及在建16条生产线,38座罩式炉。
职工总计:2600人■受过大学本科高等教育的人数达到20%,职工平均年龄36岁。
产品2005年336万吨/年、2006年536万吨、2007年636万吨■产品-酸洗涂油(PO)- 热镀锌(GI)-冷板(CR)-彩涂(CC)冷轧产品用途冷轧带钢主要产品用途:鞍山钢铁集团公司汽车用钢:O5系列深冲板电工用钢:高牌号到中低牌号硅钢片建筑用板:热镀锌板,彩涂板家电用钢:湿家电-洗衣机,洗碗机冷家电-电冰箱,空调器,厨房用具热家电-微波炉,电烤箱冷轧二号线鞍山钢铁集团公司冷轧二号线是我国第一条立足国内技术资源整合集成的拥有国际一流技术装备水平的酸洗连轧生产线,主要产品包括05级轿车板及普通用板、建筑板、家电板、汽车板、耐候钢等40多个品种、60多个规格,还成功开发了搪瓷钢系列、汽车车轮用钢系列、烘烤硬化钢系列、含磷钢系列、家电用钢板系列、汽车结构钢系列等冷轧钢板。
年设计生产能力:酸轧联合机组150 万吨;罩式退火炉;平整、剪切机组70万吨冷轧2#线鞍山钢铁集团公司(7条生产线45座罩式炉)条年产150万吨的1780mm酸洗轧机联合机组,主要单体设备有200多台;酸洗工艺段100m,速度230m/min,轧机出口速度1350m/min;条年产70万吨的清洗机组;45座全氢罩式退火炉,年产70万吨;炉气最高温度750℃,加热罩最高温度850℃;1台平整机,年产70万吨;条重卷机组、1条包装机组、年产70万吨;辅助设备主要包括:1套再生机组、1套中和站、1套除盐水站、1套空压站、1套供水泵站、4台磨床、1台EDT等;共有机械电气等设备点检员65名。