10第十讲 残余应力
- 格式:ppt
- 大小:7.27 MB
- 文档页数:85
残余应力(Residual Stress)消除外力或不均匀的温度场等作用后仍留在物体内的自相平衡的内应力。
机械加工和强化工艺都能引起残余应力。
如冷拉、弯曲、切削加工、滚压、喷丸、铸造、锻压、焊接和金属热处理等,因不均匀塑性变形或相变都可能引起残余应力。
残余应力一般是有害的,如零件在不适当的热处理、焊接或切削加工后,残余应力会引起零件发生翘曲或扭曲变形,甚至开裂。
或经淬火、磨削后表面会出现裂纹。
残余应力的存在有时不会立即表现为缺陷,而当零件在工作中因工作应力与残余应力的叠加,使总应力超过强度极限时,便出现裂纹和断裂。
零件的残余应力大部分都可通过适当的热处理消除。
残余应力有时也有有益的方而,它可以被控制用来提高零件的疲劳强度和耐磨性能。
[1]工件在制造过程中,将受到来自各种工艺等因素的作用与影响;当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响。
也称残余应力。
残余应力是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。
凡是没有外部作用,物体内部保持自相平衡的应力,称为物体的固有应力,或称为初应力,亦称为内应力。
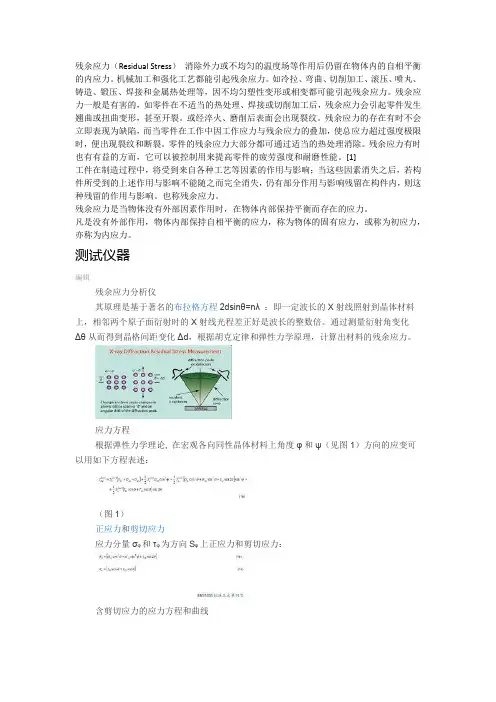
测试仪器编辑残余应力分析仪其原理是基于著名的布拉格方程2dsinθ=nλ :即一定波长的X射线照射到晶体材料上,相邻两个原子面衍射时的X射线光程差正好是波长的整数倍。
通过测量衍射角变化Δθ从而得到晶格间距变化Δd,根据胡克定律和弹性力学原理,计算出材料的残余应力。
应力方程根据弹性力学理论, 在宏观各向同性晶体材料上角度φ和ψ(见图1)方向的应变可以用如下方程表述:(图1)正应力和剪切应力应力分量σφ和τφ为方向Sφ上正应力和剪切应力:含剪切应力的应力方程和曲线如果在垂直于试样表面上的平面上有剪应力存在(τ13≠0和/或τ23≠0),则εφψ与sin2ψ的函数关系是一个椭圆曲线,在ψ> 0和ψ<0是图形显示为“ψ分叉”(见图3)。
残余应力的分类众所周知,振动时效在消退和均化残余应力,稳定工件的尺寸精度方面具有特别好的作用,残余应力是什么?残余应力如何分类?本文介绍了什么是残余应力,从应力相互作用或平衡范围,金属学,应力产生的工艺过程,引起应力的工艺机构,物理学,应力存在时间的长短六个方面对残余应力进行了分类。
一、残余应力按按应力相互作用或平衡范围分类:1.第一类残余应力或称宏观应力应力存在的区域具有宏观特征,在物体全部或部分范围内平衡2.其次雷残余应力或称显微应力应力存在的区有具有微观特征,在物体的晶粒范围内平衡。
3.第三类残余应力或称超显微应力,应力在个别晶格内平衡。
二、按金属学分类1.体积应力与宏观应力对应2.组织应力与显微应力对应3.镶嵌应力与超显微应力对应三、按应力产生的工艺过程分类1.铸造残余应力2.焊接残余应力3.压力加工残余应力4.切削加工残余应力5.热处理残余应力6.镀层残余应力7.表面硬化处理残余应力8.校直残余应力等本文主要从引起应力的工艺机构,物理学,应力存在时间的长短对残余应力进行分类。
按引起应力的工艺机构分类 1.结构应力由于结构设计、几何外形和尺寸等缘由而引起的零件残余应力2.工艺应力由于零件制造工艺和使用过程中的某些缘由而引起的残余应力按物理学分类 1.热应力或温度应力由于零件不匀称的冷却或加热过程中温度梯度的影响,使零件产生不匀称的收缩或膨胀所引起的残余应力。
2.相变应力由于金属材料进行相变或集中过程而形成的的应力3.加工应力零件加工时,受切削力的作用所产生的塑性变形而引起的残余应力按应力存在的长短分类 1.临时应力在零件制造工艺过程中发生又随工艺过程的结束而消逝的应力2.永久性应力在零件制作过程的某一阶段产生,但当此过程结束后,一部分应力仍旧保留在零件内部而形成的残余应力。
残余应力的产生、释放与测量一、残余应力的产生产生残余应力的原因归结为三类:一是不均匀的塑性变形;二是不均匀的温度变化;三是不均匀的相变。
根据产生残余应力机理的不同,可将其分为热应力和组织应力,车轴热处理后的残余应力是热应力与组织应力的综合作用结果。
由于构件内、外部温度不均,引起材料的收缩与膨胀而产生的应力称为“热应力”。
热应力是由于快速冷却时工件截面温差造成的,淬火冷却速度与工件截面尺寸共同决定了热应力的大小。
在相同冷却介质的情况下,淬火加热温度越高、截面尺寸越大、钢材热导率和线膨胀系数越大,均能导致淬火件内外温差增大,热应力越大。
而加工过程中,由工件内外组织转变的时刻不同多引起的内应力成为“组织应力”。
淬火时,表层材料先于内部开始马氏体的相变,并引起体积膨胀,由于表层的体积膨胀受到未转变的心部的牵制,于是在试样表层产生压应力,心部产生拉应力。
随着冷却的进行,心部体积膨胀有收到表层的阻碍。
随着心部马氏体相变的体积效应逐渐增大,在某个瞬间组织应力状态暂时为零后,式样的组织应力发生反向,最终形成表层为拉应力而心部为压应力的应力状态。
组织应力大小与钢的含碳量、淬火件尺寸、在马氏体转变温度范围内的冷却速度、钢的导热性及淬透性、加热温度、保温时间等因素有关。
二、残余应力的释放针对工件的具体服役条件,采取一定的工艺措施,消除或降低对其使用性能不利的残余拉应力,有时还可以引入有益的残余压应力分布,这就是残余应力的调整问题。
通常调整残余应力的方法有:①自然时效把工件置于室外,经气候、温度的反复变化,在反复温度应力作用下,使残余应力松弛、尺寸精度获得稳定。
一般认为,经过一年自然时效的工件,残余应力仅下降2%~10%,但工件的松弛刚度得到了较大地提高,因而工件的尺寸稳定性很好。
但由于时效时间过长,一般不采用。
②热时效热时效是传统的时效方法,利用热处理中的退火技术,将工件加热到500~650℃进行较长时间的保温后再缓慢冷却至室温。
目录1 残余应力 (1)1.1 残余应力的定义及分类 (1)1.2 残余应力的本质 (1)1.3 残余应力的影响 (1)2 残余应力的消除方法 (3)3 残余应力的测定与评估 (4)3.1无损检测法 (5)3.1.1 钻孔法 (5)3.1.2 环芯法 (6)3.1.3 剥层法 (6)3.2无损检测法 (6)3.2.1 X射线衍射法 (7)3.2.2 中子衍射法 (7)3.2.3 超声波法 (8)3.2.4 磁测法 (9)1 残余应力1.1 残余应力的定义及分类构件在进行各种机械工艺加工过程中,如铸造、压力加工、焊接、切削、热处理、装配等,将受到来自各种工艺等因素的作用与影响,会使工件内部出现不同程度的应力,当这些因素消失之后,若构件所受到的上述作用于影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响称为残留应力或残余应力。
可以说残余应力就是是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。
残余应力是一种固有应力,按其作用的范围来分,可分为宏观残余应力与微观残余应力等两大类:①宏观残余应力,又称第一残余应力,它是在宏观范围内分布的,它的大小、方向和性质等可用通常的物理的或机械的方法进行测量;②微观残余应力属于显微事业范围内的应力,依其作用的范围细分为两类,即微观结构应力(又称第二类残余应力,它是在晶粒范围内分布的)和晶内亚结构应力(又称为第三类残余应力,它是在一个晶粒内部作用的)。
1.2 残余应力的本质一般认为残余应力是能量储存不均匀造成的,是材料内部不均匀塑形变形的结果,其本质是晶格畸变,晶格畸变很大程度上是由位错引起的。
在机械制造中,各种工艺过程往往都会产生残余应力,但是,如果从本质上讲,残余应力是由于金属内部组织发生了不均匀的体积变化,形成了不均匀的变形,金属内部需要达到平衡而形成的相互作用。
产生不均匀变化的原因可以归结为不均匀的塑性变形、不均匀的温度变化及不均匀的相变。
残余应力的产生和对策书籍《残余应力的产生和对策》第一章什么是残余应力残余应力是指在物体内部或表面存在的一种剩余应力,它是由于物体经历了外部力的作用或热应变引起的。
这种应力可能会对物体的性能和稳定性产生重要影响。
第二章残余应力的产生机制2.1 材料加工过程中的残余应力在材料的加工过程中,如锻造、轧制、淬火等,由于外部力的作用,会在材料内部产生残余应力。
这些应力可能会导致材料的变形、裂纹甚至破坏。
2.2 热应变引起的残余应力材料在冷却过程中,由于温度变化引起的热应变会导致残余应力的产生。
这种应力可能会导致材料的变形和破坏。
第三章残余应力对物体的影响3.1 对材料性能的影响残余应力会改变材料的力学性能,如强度、韧性等。
这些应力可能会导致材料的脆化、疲劳寿命的降低等问题。
3.2 对结构的影响残余应力可能会导致结构的变形和破坏,从而影响结构的稳定性和安全性。
第四章残余应力的对策4.1 应力退火通过加热材料并保持一段时间,使其内部的残余应力逐渐释放。
这种方法可以有效地减少残余应力,提高材料的稳定性和性能。
4.2 加工控制在材料的加工过程中,合理控制外部力的大小和方向,可以减少残余应力的产生。
例如,在锻造过程中使用适当的温度和应力控制方法,可以降低残余应力的产生。
4.3 热处理通过对材料进行热处理,可以改变其晶体结构,从而减少残余应力的产生。
这种方法可以提高材料的稳定性和机械性能。
第五章结语残余应力是材料工程中一个重要的问题,它对材料的性能和结构的稳定性有着重要影响。
通过了解残余应力的产生机制和对策,我们可以采取有效的方法来减少残余应力的影响,提高材料的性能和结构的稳定性。
在今后的工程实践中,我们应该重视残余应力的问题,并采取相应的措施来解决。
只有这样,我们才能更好地保障工程的质量和安全性。
残余应力(Residual Stress)消除外力或不均匀的温度场等作用后仍留在物体内的自相平衡的内应力。
机械加工和强化工艺都能引起残余应力。
如冷拉、弯曲、切削加工、滚压、喷丸、铸造、锻压、焊接和金属热处理等,因不均匀塑性变形或相变都可能引起残余应力。
残余应力一般是有害的,如零件在不适当的热处理、焊接或切削加工后,残余应力会引起零件发生翘曲或扭曲变形,甚至开裂。
或经淬火、磨削后表面会出现裂纹。
残余应力的存在有时不会立即表现为缺陷,而当零件在工作中因工作应力与残余应力的叠加,使总应力超过强度极限时,便出现裂纹和断裂。
零件的残余应力大部分都可通过适当的热处理消除。
残余应力有时也有有益的方而,它可以被控制用来提高零件的疲劳强度和耐磨性能。
[1]工件在制造过程中,将受到来自各种工艺等因素的作用与影响;当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响。
也称残余应力。
残余应力是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。
凡是没有外部作用,物体内部保持自相平衡的应力,称为物体的固有应力,或称为初应力,亦称为内应力。
测试仪器编辑残余应力分析仪其原理是基于著名的布拉格方程2dsinθ=nλ :即一定波长的X射线照射到晶体材料上,相邻两个原子面衍射时的X射线光程差正好是波长的整数倍。
通过测量衍射角变化Δθ从而得到晶格间距变化Δd,根据胡克定律和弹性力学原理,计算出材料的残余应力。
应力方程根据弹性力学理论, 在宏观各向同性晶体材料上角度φ和ψ(见图1)方向的应变可以用如下方程表述:(图1)正应力和剪切应力应力分量σφ和τφ为方向Sφ上正应力和剪切应力:含剪切应力的应力方程和曲线如果在垂直于试样表面上的平面上有剪应力存在(τ13≠0和/或τ23≠0),则εφψ与sin2ψ的函数关系是一个椭圆曲线,在ψ> 0和ψ<0是图形显示为“ψ分叉”(见图3)。
残余应力的产生第一章残余应力的产生残余应力是指在没有对物体施加外力时,物体内部存在的保持自相平衡的应力系统。
它是固有应力或内应力的一种。
产生残余应力的机理:各种机械加工工艺如铸造、切削、焊接、热处理、装配等都会产生不同程度残余应力。
下面用力学模型分析残余应力产生的原因。
一、机械加工引起的残余应力这是金属构件在加工中最易产生的残余应力。
当施加外力时,物体的一部分出现塑性变形,卸载后,塑性变形部分,限制了与其相邻部分变形的恢复,因而出现了残余应力。
如图1.1a所示,当一均匀梁受纯弯曲且上下表面进入塑性时,沿横截面各层上的应变分布如aa`线所示。
其中mn部分产生了塑性变形,而no部分仍处于弹性状态。
当外力去除时梁的变形得到恢复,各点的应变也得到释放,但梁的上表面m点深至n 点这一层内已产生塑性变形,设上表面m点的塑性应变为εt,则当截面mm`各点的应变恢复到折线bnon`b`时,整个截面内将不存在应力。
但实际上梁截面内应变分布是以中性层为坐标原点的线性分布,所以当上表面的应变值从εa降至εt时,截面内各点仍有不平衡的弹性应变如△bon所示。
因此梁的变形将继续恢复,并使表面往下某一深度内产生压缩应变如△bpc所示。
这时梁内出现了如图1.1b所示的应力分布。
直到所有的应力在梁轴向总和为零且对o点的力矩为0时,截面处于平衡状态而不再发生变形。
这时沿截面各点出现了正负相间的自相平衡的应力系统,这就是残余应力。
上述分析可见,构件在外力作用下出现局部的塑性变形,当外力去除时,这些局部的塑性变形限制了整个截面变形的恢复,因此产生了残余应力。
这种由局部塑性变形引起的残余应力,在很多加工工艺中均会出现,如锻压、切削、冷拔、冷弯等等。
这种残余应力往往是很大的。
二、温度不均匀引起的残余应力这种残余应力的产生主要有以下两种原因:第一是由于温度不均匀造成局部热塑性变形;第二是由于相变引起的体积膨胀不均匀造成局部塑性变形。
1、于热塑性变形不均而产生的残余应力;金属材料在高温下其性能将发生很大的变化,如屈服极限、弹性模量等都随温度的升高而下降。