MAPAL刀片调整规范
- 格式:ppt
- 大小:10.28 MB
- 文档页数:10

高级刃磨笔试试题汇总一.选择题:1.缸体珩磨头更换珩磨条后必须归圆,圆度和园柱度应控制在 (B) 内。
(A) 0.02 (B) 0.01 (C) 0.03 (D) 0.052.刀具磨纯标准通常都按 (C) 的磨损值来制订。
(A) 月牙洼深度 (B) 前刀面 (C) 后刀面 (D) 刀尖3.磨削硬质合金材料时,宜选用 (D) 砂轮。
(A) 棕刚玉 (B) 白刚玉 (C) CBN (D) 金刚石4.MAPAL单片铰刀在调整时,刀片高于导条 (B) 。
(A) 0~0.01 (B) 0.01~0.02 (C) 0.02~0.03 (D) 0.03~0.045.缸体Ingersoll精铣刀盘刀片最高点,端跳调整控制在 (A) 范围。
(A) 0.003 (B) 0.005 (C) 0.01 (D) 0.0076.麻花钻主刀刃前、后角随直径变化的规律是 (D) 。
(A) 从外缘到中心前角变大,后角变小 (B) 从外缘到中心前角变小,后角变大(C) 从外缘到中心前角变大,后角变大 (D) 从外缘到中心前角变小,后角变小7.1.8T缸盖进排气助圈角度工艺要求控制在90 °-1°,刀片修磨应控制在什么角度范围(B)。
(A) 44.55~44.65° (B) 44.65~44.75°(C) 44.75~44.85°(D) 44.85~44.95°8.硬质合金钻头属高速切削刀具,为了保证刀具使用,钻头修磨锋角等高应控制 (A) 范围。
(A) 0.05 (B) 0.08 (C) 0.1 (D) 0.159. 多刃铰刀与单刃MAPAL铰刀相比,它的特点是 (C) 。
(A) 进给速度慢 (B) 制造精度低 (C) 对设备主轴要求降低 (D) 便于刀具调整10.螺纹铣刀是用铣削方式加工螺纹的刀具,他的特点是 (D) 。
(A) 不需钻螺纹底孔 (B) 可以加工不同螺距螺纹(C) 刀具成本低 (D) 加工不同直径螺纹11.连杆小头孔精镗刀具的调整精度要求高,如发现两次测量同一把刀存在较大误差,可以排除的原因是 (C) 。

MAPAL高效刀具在加工汽车变速箱壳体中的应用殷建新;张涛【摘要】@@ 当今中国汽车业空前发展,对汽车零部件的制造也提出了更高的要求,高速、高精度加工技术日益成为业界追求的目标.因此,MAPAL高效精密刀具的应用领域越来越广泛.【期刊名称】《汽车零部件》【年(卷),期】2010(000)003【总页数】3页(P23-25)【作者】殷建新;张涛【作者单位】上海玛帕贸易有限公司;上海玛帕贸易有限公司【正文语种】中文图1 PCD面铣刀图2 铣刀直径与对应最大允许切削速度及主轴转速的关系曲线图3 复合刀具当今中国汽车业空前发展,对汽车零部件的制造也提出了更高的要求,高速、高精度加工技术日益成为业界追求的目标。
因此,MAPAL高效精密刀具的应用领域越来越广泛。
在汽车变速箱壳体加工领域中,MAPAL为不同类型的变速箱壳体供应刀具已有30多年的历史了,MAPAL以其所得到的丰富的知识和经验,在业界具有独特的地位。
不管用于粗加工和精密加工的具有固定刀刃的刀具,还是高精密调节的精密镗孔刀具,范围很广的这些产品为每一种加工任务提供了解决的方案。
变速箱壳体上的主要生产任务包括轴挡和轴承孔,它们必须在形状、位置、表面光洁度和孔径方面满足设计上的生产要求。
这些孔部分地被缺口和油槽隔断。
通常多台阶孔要求同轴度◎≤0.02、圆柱度/○/≤0.01,部分孔径还有严格的CPK要求。
同时还要满足规模化、大批量生产的要求。
这就对刀具提出了特殊的要求。
针对变速箱壳体加工特点,采用传统的加工方法很难达到其要求。
在国内及国外的诸多项目中,MAPAL高效的PCD 刀具和导条式精加工刀具可靠而精确地解决了以上问题,充分显示出MAPAL刀具的非凡实力。
(1)对变速箱结合面的粗、精加工。
MAPAL采用如图1所示的PCD面铣刀。
刀体有焊接式和刀夹式两种。
由于MAPAL独特的设计,刀具可以达到很高切削速度和寿命,极大地缩短了加工时间。
同时针对不同的表面粗糙度的要求,可选用不同的刀夹,修光刃刀夹用于高表面粗糙度要求的加工,小于或等于1μm。
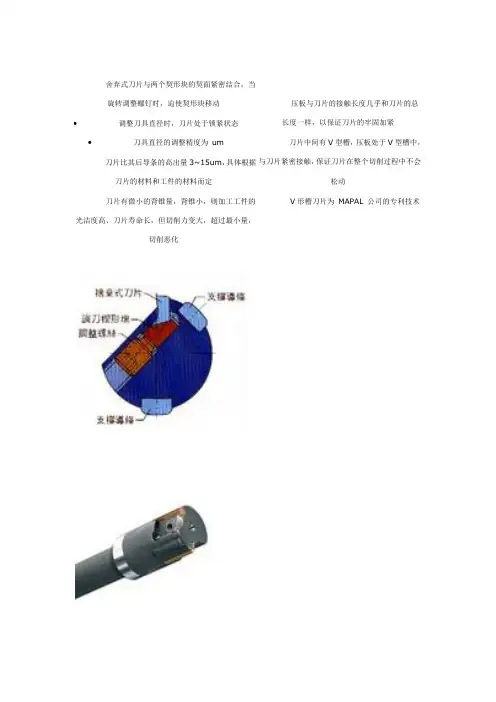
舍弃式刀片与两个契形块的契面紧密结合,当旋转调整螺钉时,迫使契形块移动•调整刀具直径时,刀片处于锁紧状态• 刀具直径的调整精度为 um刀片比其后导条的高出量3~15um ,具体根据刀片的材料和工件的材料而定刀片有微小的背锥量,背锥小,则加工工件的光洁度高、刀片寿命长,但切削力变大,超过最小量,切削恶化• 压板与刀片的接触长度几乎和刀片的总长度一样,以保证刀片的牢固加紧刀片中间有V 型槽,压板处于V 型槽中,与刀片紧密接触,保证刀片在整个切削过程中不会松动V 形槽刀片为 MAPAL 公司的专利技术螺纹差动式微调镗刀的设计与制造微调镗刀是精密孔加工中不可缺少的重要刀具,其加工孔的精度能达到IT6级,表面粗糙度可达到’Ra0.8~1.6µm,常见的型式有螺纹式微调镗刀、偏心式微调镗刀、滑槽式双刃镗刀以及浮动镗刀等。
这些微调镗刀各具特点,在实际生产中得到广泛应用,其中螺纹差动式微调镗刀构思新颖,微调精度高,可自动消除螺纹间隙,是一种具有发展前途的微调镗刀。
本文重点介绍该刀具的设计与制造要点。
1.刀头体2.镗刀杆3.内螺纹导向套4.径向紧定螺钉5.弹簧6.调节套7.轴向紧定螺钉8.刀头体联接螺钉9.紧定导向螺钉10.压紧螺钉图1 螺纹差动式微调镗刀结构图2 弹簧5的间隙消除原理1 螺纹差动式微调镗刀的设计与制造微调镗刀由刀头体1、内螺纹导向套3、调节套6等组成,安装在镗刀杆2上,其中调节套6与内螺纹导向套3的联接螺纹为M27×1.5-7H,而刀头体连接螺纹8与调节套6的联接螺纹为M12×1.25-6H(左)。
为了防止内螺纹导向套3的转动和移动,分别采用一个径向紧定螺钉4和一个轴向紧定螺钉7。
为了确保刀头体的轴向导向移动和固定不动,采用了两只紧定螺钉9、10。
为了消除联接螺纹M27×1.5-6H的间隙,采用了压缩弹簧5。
弹簧5的作用是使调节套6向右运动,微调时调节套6的外螺纹M27×1.5的右侧面与内螺纹导向套M27×1.5的左侧面相接触,该弹簧力的作用方向与刀具在切削中产生的挤压力方向是一致的,所以镗刀工作时不会松动,该力经过径向和轴向紧定螺钉4、7,直接传至镗刀杆2上(见图2)。