PLC选型计算书
- 格式:docx
- 大小:16.07 KB
- 文档页数:8
plc器件选型课程设计一、教学目标本课程的教学目标是使学生掌握PLC器件选型的基本知识和技能,能够根据实际应用需求进行PLC器件的选型和配置。
具体包括:1.掌握PLC的基本工作原理和结构。
2.了解各种PLC器件的功能和特点。
3.熟悉PLC系统的硬件和软件配置。
4.能够分析应用需求,进行PLC器件的选型和配置。
5.能够使用PLC编程软件进行程序设计和调试。
6.能够进行PLC系统的安装、调试和维护。
情感态度价值观目标:1.培养学生的创新意识和实践能力。
2.培养学生的团队合作意识和沟通能力。
3.培养学生对PLC技术的兴趣和热情。
二、教学内容本课程的教学内容主要包括PLC的基本工作原理和结构、PLC器件的功能和特点、PLC系统的硬件和软件配置等方面的知识。
具体包括:1.PLC的基本工作原理和结构:PLC的定义、发展历程、基本工作原理、硬件结构和软件系统等。
2.PLC器件的功能和特点:输入输出模块、中央处理单元、存储器、通信模块等器件的功能和特点。
3.PLC系统的硬件和软件配置:PLC系统的硬件组成、软件编程、硬件和软件的协同工作等。
4.PLC编程技术:PLC编程语言、编程方法、程序调试和优化等。
5.PLC应用案例分析:典型PLC应用案例的介绍和分析,如自动化生产线、控制系统等。
三、教学方法为了达到本课程的教学目标,将采用多种教学方法进行教学,如讲授法、讨论法、案例分析法、实验法等。
具体包括:1.讲授法:通过讲解和演示,使学生掌握PLC的基本知识和技能。
2.讨论法:通过小组讨论,培养学生的团队合作意识和沟通能力。
3.案例分析法:通过分析典型PLC应用案例,使学生了解PLC在实际应用中的作用和效果。
4.实验法:通过实验操作,使学生熟悉PLC系统的安装、调试和维护过程。
四、教学资源为了支持本课程的教学内容和教学方法的实施,将选择和准备适当的教学资源,包括教材、参考书、多媒体资料、实验设备等。
具体包括:1.教材:选择权威、实用的教材,如《可编程控制器原理与应用》、《PLC编程技术与应用》等。

UniMAT X系列PLC选型手册深圳市亿维自动化技术有限公司是一家为所有自动化行业提供整体解决方案的“国家级高新技术企业”。
亿维自动化以“致力于成为全球领先、受人尊敬的工业自动化产品与服务提供商”为愿景,公司集研发、生产、销售及服务于一体,产品涵盖、、触控一体机、伺服以及工业物联网系统,并为水质监测和立体停车行业开发出专用控制器,具有所有产品完整的自主知识产权和核心技术,可提供暖通、环保、汽车、冶金、节能等行业的自动化控制系统解决方案,同时为机器人、电子设备、包装机械、物流自动化设备等设备提供配套。
通过不断助力设备制造商转型升级以逐步实现“以科技提高人类劳动生产力”的伟大使命。
亿维自动化自成立以来坚持走自主研发之路,年在武汉成立子公司,专注物联网产品的研发,深圳总公司和武汉分公司研发人员超过公司总人数的公司每年的研发费用超过销售额的。
并与国内著名大学建立合作关系,产学研相结合,持续提升公司技术水平及产品竞争力,立志发展成为"中国智造”的领导者。
亿维自动化已在多个主要工业城市设有办事处,建成通达全国的服务网络,为遍布全国各地的代理商和终端用户提供服务。
同时,国际业务拓展至海外多个国家和地区,在印度、阿尔及利亚、摩洛哥等多个国家有代理商,能够为全球用户提供优质、快捷的服务。
PLC HMI 201735%,10%2030资质荣誉国家级高新技术企业UniMAT 荣获多项国家发明专利UniMAT全系列产品通过CE认证市场影响力研发/设计/生产管理体系均符合:标准ISO90012015亿维简介公司使命以科技提高人类劳动生产力公司愿景成为全球领先、受人尊敬的工业自动化产品与服务提供商诚信、责任、合作、创新价值观品质保证ISO9001:2018质量管理体系TCQ生产与品质管控体系全部产品通过CE认证饺子机颗粒包装机械制面机X 系列PLC 在烧录设备上应用自动托盘上下料机自动卷带上下料机自动管装上下料机IC IC 专用光纤刻字机描述:向核心IC 中烧录专有程序是智能电子产品生产的一个重要环节,以往多是通过手工方式,速度慢耗时长不说,安全性和可靠性都存在风险,随着产能的不断扩大和人工成本的增加,采用自动烧录机势在必行。
在PLC系统设计时,首先应确定控制方案,下一步工作就是PLC工程设计选型。
工艺流程的特点和应用要求是设计选型的主要依据。
PLC及有关设备应是集成的、标准的,按照易于与工业控制系统形成一个整体,易于扩充其功能的原则选型所选用PLC应是在相关工业领域有投运业绩、成熟可靠的系统,PLC的系统硬件、软件配置及功能应与装置规模和控制要求相适应。
熟悉可编程序控制器、功能表图及有关的编程语言有利于缩短编程时间,因此,工程设计选型和估算时,应详细分析工艺过程的特点、控制要求,明确控制任务和范围确定所需的操作和动作,然后根据控制要求,估算输入输出点数、所需存储器容量、确定PLC的功能、外部设备特性等,最后选择有较高性能价格比的PLC和设计相应的控制系统。
一、输入输出(I/O)点数的估算I/O点数估算时应考虑适当的余量,通常根据统计的输入输出点数,再增加10%~20%的可扩展余量后,作为输入输出点数估算数据。
实际订货时,还需根据制造厂商PLC的产品特点,对输入输出点数进行圆整。
二、存储器容量的估算存储器容量是可编程序控制器本身能提供的硬件存储单元大小,程序容量是存储器中用户应用项目使用的存储单元的大小,因此程序容量小于存储器容量。
设计阶段,由于用户应用程序还未编制,因此,程序容量在设计阶段是未知的,需在程序调试之后才知道。
为了设计选型时能对程序容量有一定估算,通常采用存储器容量的估算来替代。
存储器内存容量的估算没有固定的公式,许多文献资料中给出了不同公式,大体上都是按数字量I/O点数的10~15倍,加上模拟I/O点数的100倍,以此数为内存的总字数(16位为一个字),另外再按此数的25%考虑余量。
三、控制功能的选择该选择包括运算功能、控制功能、通信功能、编程功能、诊断功能和处理速度等特性的选择。
(一)运算功能简单PLC的运算功能包括逻辑运算、计时和计数功能;普通PLC的运算功能还包括数据移位、比较等运算功能;较复杂运算功能有代数运算、数据传送等;大型PLC中还有模拟量的PID运算和其他高级运算功能。
plc器件选型课程设计一、课程目标知识目标:1. 学生能够理解PLC(可编程逻辑控制器)的基本原理和结构,掌握各类PLC 器件的功能和特点。
2. 学生能够描述常见PLC器件的选型依据,如输入/输出模块、通讯模块、电源模块等。
3. 学生掌握PLC系统设计的基本流程,包括需求分析、器件选型、编程与调试等。
技能目标:1. 学生能够根据实际需求,选择合适的PLC器件并进行合理的系统配置。
2. 学生具备使用相关软件进行PLC编程和仿真操作的能力,提高实际操作水平。
3. 学生能够运用已学知识,解决实际工程问题,提高创新能力和实践能力。
情感态度价值观目标:1. 培养学生热爱自动化技术,关注我国自动化产业发展,树立正确的专业观念。
2. 培养学生具备良好的团队合作精神和沟通能力,提高解决实际问题的自信心。
3. 培养学生严谨的科学态度和积极的学习态度,形成自主学习和终身学习的习惯。
课程性质:本课程为专业选修课,旨在帮助学生掌握PLC器件选型的基本方法,提高实践操作能力。
学生特点:学生已具备一定的电子技术、电气控制基础知识,对PLC技术有一定了解,但实际操作和选型经验不足。
教学要求:结合学生实际情况,注重理论与实践相结合,强调实际操作能力的培养,提高学生的综合素质。
通过本课程的学习,使学生能够独立完成PLC器件选型及相关系统设计任务。
二、教学内容1. PLC基本原理与结构:介绍PLC的组成、工作原理、性能指标等,对应教材第一章内容。
2. PLC器件类型及功能:分析各类PLC器件,如输入/输出模块、通讯模块、电源模块等的功能和应用,对应教材第二章内容。
3. PLC器件选型依据:讲解选型过程中需考虑的因素,如负载特性、环境条件、性能要求等,对应教材第三章内容。
4. PLC系统设计流程:阐述需求分析、器件选型、编程与调试等环节,结合实际案例进行分析,对应教材第四章内容。
5. PLC编程与仿真操作:介绍编程软件的使用,通过实际案例进行编程与仿真操作练习,提高学生的实际操作能力,对应教材第五章内容。
第一章绪论1.1 课题研究的目的及意义机械手是工业自动化领域中经常遇到的一种控制对象。
近年来随着工业自动化的发展机械手逐渐成为一门新兴学科,并得到了较快的发展。
机械手广泛地应用与锻压、冲压、锻造、焊接、装配、机加、喷漆、热处理等各个行业。
特别是在笨重、高温、有毒、危险、放射性、多粉尘等恶劣的劳动环境中,机械手由于其显著的优点而受到特别重视。
总之,机械手是提高劳动生产率,改善劳动条件,减轻工人劳动强度和实现工业生产自动化的一个重要手段。
国内外都十分重视它的应用和发展。
可编程序控制器(PLC)是专为在工业环境下应用而设计的实时工业控制装置。
随着微电子技术、自动控制技术和计算机通信技术的飞速发展,PLC在硬件配置、软件编程、通讯联网功能以及模拟量控制等方面均取得了长足的进步,已经成为工厂自动化的标准配置之一。
由于自动化可以节省大量的人力、物力等,而PLC也具有其他控制方式所不具有的特殊优越性,如通用性好、实用性强、硬件配套齐全、编程方法简单易学,因此工业领域中广泛应用PLC。
机械手在美国、加拿大等国家应用较多,如用果实采摘机械手来摘果实、装配生产线上应用智能机器人等。
我国自动化水平本身比较低,因此用PLC来控制的机械手还比较少。
本次课题设计的机械手就是通过PLC来实现自动化控制的。
通过此次设计可以更进一步学习PLC的相关知识,了解世界先进水平,尽可能多的应用于实践。
MCGS是一套用于快速构造和生成计算机监控系统的组态软件,它能够在基于Microsoft的各种32位Windows平台上运行,通过对现场数据的采集处理,以动画显示、报警处理、流程控制和报表输出等多种方式向用户提供解决实际工程问题的方案,在自动化领域中有着广泛的应用[2]。
本设计通过MCGS组态软件对机械手进行监控,将机械手的动作过程进行了动画显示,使机械手的动作过程更加形象化。
1.2 国内外机械手研究概况机械手自二十世纪六十年代初问世以来,经过40多年的发展,现在已经成为制造业生产自动化中重要的机电设备。
P L C选型计算书-CAL-FENGHAI.-(YICAI)-Company One1PLC选型计算书在PLC系统设计时,首先应确定控制方案,下一步工作就是PLC工程设计选型。
工艺流程的特点和应用要求是设计选型的主要依据。
PLC及有关设备应是集成的、标准的,按照易于与工业控制系统形成一个整体,易于扩充其功能的原则选型。
所选用PLC应是在相关工业领域有投运业绩、成熟可靠的系统。
PLC 的系统硬件、软件配置及功能应与装置规模和控制要求相适应。
熟悉可编程序控制器、功能表图及有关的编程语言有利于缩短编程时间,因此,工程设计选型和估算时,应详细分析工艺过程的特点、控制要求,明确控制任务和范围确定所需的操作和动作,然后根据控制要求,估算输入输出点数、所需存储器容量、确定PLC的功能、外部设备特性等,最后选择有较高性能价格比的PLC和设计相应的控制系统。
O 点数输入/输出(I/O)点数是PLC可以接受的输入信号和输出信号的总和,是衡量PLC性能的重要指标,选择PLC的首要条件。
I/O点数越多,外部可接的输入设备和输出设备就越多,控制规模就越大。
包括数字量输入输出和模拟量输入输出。
模拟量输入输出和数字量输入输出:模拟量是指变量在一定范围连续变化的量,也就是在一定范围(定义域)内可以取任意值(在值域内),如温度、压力、液位。
数字量是分立量,它是离散的,而不是连续变化量,只能取几个分立值,如二进制数字变量只能取两个值,在PLC中只有0和1。
一般选择比控制点数多10%~30%的PLC.这有几方面的考虑:1、可以弥补设计过程中遗漏的点;2、能够保证在运行过程中个别点有故障时,可以有替代点;3、将来增加点数的需要.2.存储器容量存储器容量是可编程序控制器本身能提供的硬件存储单元大小,程序容量是存储器中用户应用项目使用的存储单元的大小,因此程序容量小于存储器容量。
设计阶段,由于用户应用程序还未编制,因此,程序容量在设计阶段是未知的,需在程序调试之后才知道。
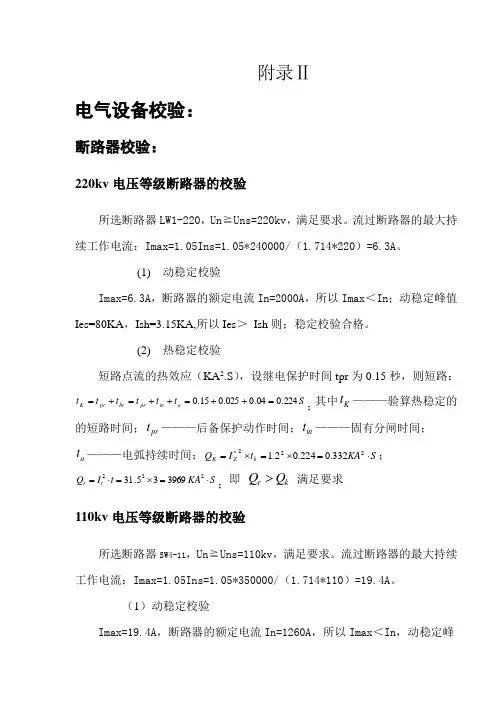
附录Ⅱ电气设备校验:断路器校验:220kv 电压等级断路器的校验所选断路器LW1-220,Un ≧Uns=220kv ,满足要求。
流过断路器的最大持续工作电流:Imax=1.05Ins=1.05*240000/(1.714*220)=6.3A 。
(1) 动稳定校验Imax=6.3A ,断路器的额定电流In=2000A ,所以Imax <In ;动稳定峰值Ies=80KA ,Ish=3.15KA,所以Ies > Ish 则;稳定校验合格。
(2) 热稳定校验短路点流的热效应(KA 2.S ),设继电保护时间tpr 为0.15秒,则短路:St t t t t t a in pr br pr K 224.004.0025.015.0=++=++=+=;其中K t ———验算热稳定的的短路时间;pr t ———后备保护动作时间;in t ———固有分闸时间;a t ———电弧持续时间;SKAt I Q k Z K⋅=⨯=⨯=222''332.0224.02.1;SKA t I Q t r ⋅=⨯=⋅=222396935.31;即 k rQ Q > 满足要求110kv 电压等级断路器的校验所选断路器SW4-11,Un ≧Uns=110kv ,满足要求。
流过断路器的最大持续工作电流:Imax=1.05Ins=1.05*350000/(1.714*110)=19.4A 。
(1)动稳定校验Imax=19.4A ,断路器的额定电流In=1260A ,所以Imax <In ,动稳定峰值Ies=80KA ,Ish=6.8KA,所以Ies > Ish ,则稳定校验合格。
(2)热稳定校验短路点流的热效应(KA 2.S ),设继电保护时间tpr 为0.15秒,则短路:St t t t t t a in pr br pr K 226.006.0025.015.0=++=++=+=S KAt I Q k Z K ⋅=⨯=⨯=222''5.2226.032.3SKAt I Q t r ⋅=⨯=⋅=222101534.18;即k r Q Q > 满足要求。
施耐德昆腾PLC选型手册(可编辑)施耐德昆腾PLC选型手册施耐德PLC培训PLC选型统计IO点数选择PLC厂家选择系统结构 IO点数统计很关键,一般留余量15% 01. IO统计 Modbus Plus S908 Remote I/O本地 I/O 远程 I/O 分布式 I/O CPU模板网络与通讯模板Interrupts I/O 映射模板无IO字数限制本地 I/O I/O 映射模板每机架128 I/O字数限制 S908 1.544 M 冗余电缆支持支持31个分站远程 I/O I/O 映射模板 32 节点不带中继器 MB,通讯冗余电缆支持分布式 I/O 02. 系统结构 S908 远程 I/O Modbus Plus 分布式I/O Modbus Ethernet 分布式 I/O Hub or switch 800 I/O Sy Quantum I/O 02. 系统结构 03.CPU选择热备 671 60 651 60 651 50 ? ? ? ? ? ? ? ? ? ? ? ? ? Modbus Plus 口 ? USB 口 ? EthernetTCP/IP 口 RS 232/485 Modbus/ASCII 口 ? ? 热备口 434 12U 53414U 311 10 ? ? ? ? ? ? ? ? 434 12A 534 14A ? ? RS 232 Modbus/ASCII 口通讯模块内置 USB 口 6 6 6 内存包括状态内存至 128 KB 128KB 128 KB 896 KB 2,7 MB 768 KB 本地 I/O 位/模块本地机架远程 IO 站 31 53414 65150 67160 6 6 800 KB 896 KB 128 KB 128 KB43412 65160 2 400 KB 20 KB 无限制 IO 字 31110 可使用内存扩展卡 ? ? ? 1024/1024 内置以太网口 ? ? ? ? ? 使用扩展卡后最大存储量 7 MB 7 MB 7 MB 使用扩展卡后最大数据量 640 KB 896 KB 896 KB 使用扩展卡后最大文件量 8 MB 8 MB 8 MB 03.CPU选择不要忘了选存储扩展卡可选择的6种背板可扩展1个背板 2, 3, 4, 6, 10 or 16 slots 04.背板选择 04.背板选择 140 XBP 002 00 140 XBP 003 00 140 XBP 004 00 140 XBP 006 00 140 XBP 010 00 140 XBP 016 00通过140 XBE 100 00 扩展 05.电源模块 3A和8A 独立电源 8A 和11A 可累加电源 2块11A 可累加电源可提供高达 20A的电源 8A和 11A 冗余电源 Quantum 电源特性 3、8A 独立电源 8and 11A 可累加电源 8 and 11A 冗余电源 24 VDC 1 125 VDC 115/230 VAC 1 24 VDC 8A 48/60 VDC 8A 115/230 VAC11A 24 VDC 8A 48/60 VDC 8A 125 VDC 8A115/230 VAC 8 and 11A 1. 集成到 Quantum 分布式 IO 的分站适配器上 05.电源模块 140 CPS 111 00 140 CPS 114 20 140 CPS 114 X0 140 CPS 124 00 140 CPS 124 20 交流型 24, 48, 115 和 230 VAC 直流型 5 V ttl, 24, 10-60 和 125 VDC 06.DI模块一般采用DC 24V 06.DI模块 140 DDI 353 00 32点 140 DDI 364 00 96点140 DDI 841 00 16点 140 DAI 740 00 16点 140 DAI 75300 32点需要订140 XTS 002 00端子连接器 96点模块需要telefast连接 07.DO模块交流型 24-230, 24-115, 24-48 和100-230 VAC 直流型 5 V ttl, 24, 10-60 和 125 VDC 一般采用AC220和DC 24V 07.DO模块 140 DDO 353 00 32点 140 DDO 843 00 16点140 DAO 840 00 16点 140 DAO 853 00 32点 140 DDO 36400 96点需要订140 XTS 002 00端子连接器 96点模块需要telefast连接 08.AI模块电压型 1-5V等电流型 4~20mA等 RTD(热电阻) TC(热电偶) 一般采用电流型 08.AI模块 140 ACI 030 00 8点 140 ACI 040 00 16点 140 ARI 030 10 8点 140 ATI 030 00 8点 140 AVI 030 00 8点需要订140 XTS 002 00端子连接器 09.AO模块电压型 1-5V等电流型 4~20mA等一般采用电流型 09.AO模块 140 ACO 020 00 8点 140 ACO 130 00 8点CRP―CRA(远程IO) NOE 以太网模块 NOM(modbus plus) XBE 扩展卡 10.通讯模块 140 CRP 93X 00 140 CRA 93X 00 140 NOE 77100 140 NOM 2XX 00 140 XBE 100 00 10.通讯模块若有远程IO站,不要忘了配备常见附件分支器 MA-0185-100 热备分离器 MA-0186-100 干缆分离器 MA-0331-000 RG-11 F接头6/包 490RIO00211 RG6 F接头 10/包 MA-0329-001 直角F 接头 52-0480-000 分支器终止器 52-0402-000 干缆终止器 52-0422-000 自终止器 52-0370-000 接地块60-0545-000 浪涌抑制器 CBT-22300G Relcom UnityPro 软件,也要报价 11.注意事项谢谢! * *。
基于西门子S7-300PLC的设计选型及应用S7-300PLC是西门子plc近些年主推的PLC产品之一,模块化中型PLC系统,满足中、小规模的控制要求,被业界广泛应用。
许多客户在设计选型和调试及实际应用中可能会碰到各种各样的问题,下面就S7-300PLC在选型和应用中的一些要点做一下分析。
一、选型要点S7-300PLC的选型原则是据生产工艺所需的功能和容量进行选型,并考虑维护的方便性、备件的通用性,以及是否易于扩展和有无特殊功能等要求。
选型时具体注意以下几方面:(1)有关参数确定。
一是输入/输出点数(I/O点数)确定。
这是确定PLC规模的一个重要依据,一定要根据实际情况留出适当余量和扩展余地。
二是PLC存储容量确定。
注意当系统有模拟量信号存在或要进行大量数据处理时,其存储容量应选大一些。
(2)系统软硬件选择。
一是扩展方式选择,S7-300PLC有多种扩展方式,实际选用时,可通过控制系统接口模块扩展机架、Profibus-DP现场总线、通信模块、运程I/O及PLC子站等多种方式来扩展PLC或预留扩展口;二是PLC的联网,包括PLC与计算机联网和PLC之间相互联网两种方式。
因S7-300PLC的工业通信网络淡化了PLC与DCS的界限,联网的解决方案很多,用户可根据企业的要求选用;三是CPU的选择,CPU的选型是合理配置系统资源的关键,选择时必须根据控制系统对CPU的要求(包括系统集成功能、程序块数量限制、各种位资源、MPI 接口能力、是否有PROFIBUS-DP主从接口、RAM容量、温度范围等),并最好在西门子公司的技术支持下进行,以获得合理的选型;四是编程软件的选择,这主要考虑对CPU的支持状况,我们的体会是:STEP7V4.0对有些型号的CPU不支持,硬件组态时会发生故障出错,而STEP7V5.0则不存在这种问题。
二、设计及使用1.设计注意事项设计时主要应注意以下几方面:(1)PLC输出电路中没有保护,因此在外部电路中应设置串联熔断器等保护装置,以防止负载短路造成PLC损坏。
Haiwell 厦门海为科技有限公司1、产品简介及型号说明1.1 Haiwell PLC简介Haiwell PLC是一款通用型高性价比的小型可编程控制器,产品广泛应用于塑料、包装、纺织、食品、医疗、制药、环保、市政、印刷、建材、电梯、中央空调、数控机床等领域的系统和控制设备。
Haiwell PLC除自身带有各种外设接口(开关量输入、开关量输出、模拟量输入、模拟量输出、高速计数器、高速脉冲输出通道、电源、通信端口等)外,还可扩展各种类型的扩展模块,进行灵活的配置。
海为公司拥有Haiwell PLC的全部软硬件知识产权,可以针对您的特殊要求提供定制服务,以满足各个行业不同场合的需求。
Haiwell 系列PLC已通过CE认证1。
2 Haiwell PLC的特点●硬件升级功能:无论是CPU或扩展模块,您都可以通过硬件升级功能对硬件进行免费升级,享受海为公司不断推出的各种最新功能,充分体现您的尊贵和价值。
●丰富的网络通讯功能:CPU主机内置2个通讯口,可扩展至5个通讯口,每个通讯口都可以进行编程和联网,都可作为主站或从站.支持1:N、N:1、N:N联网方式,支持各种人机界面和组态软件,可与任何带通讯功能的第三方设备(如变频器、仪表、条码阅读器等)联网。
●支持多种通讯协议:内置Modbus RTU/ASCII协议、自由通讯协议以及海为公司的HaiwellBus高速通讯协议.极为便利的通讯指令系统,使您无论使用何种通讯协议都只需一条通讯指令便可完成复杂的通讯功能,您无须再为通讯端口冲突、发送接收控制、通讯中断处理等问题烦恼,您可以在程序中混合使用各种协议轻松完成您所需的各种数据交换。
保护您原有的各项投资。
●高速并行总线:Haiwell PLC采用高速并行总线进行扩展,丰富的扩展模块类型充分满足您的各种应用需求.●高速计数功能:支持外部或内部的启动/复位控制,支持8段比较设定值,7种计数模式(脉冲/方向1倍频、脉冲/方向2倍频、正/反转脉冲1倍频、正/反转脉冲2倍频、A/B相脉冲1倍频、A/B相脉冲2倍频、A/B相脉冲4倍频), 3种比较方式(单段比较、绝对方式比较、相对方式比较),带自学习功能,并且可作为0。
PLC系统选型:在PLC 日益成为工厂自动化基本技术平台的时代,如何选用一部适用的PLC 以达到真正需要,而又能符合经济效益,是一个重要问题。
在这次题目中,我们选用S7—1200控制器。
S7—1200 控制器具有模块化、结构紧凑、功能全面等特点,适用于多种应用,能够保障现有投资的长期安全。
由于该控制器具有可扩展的灵活设计,符合工业通信最高标准的通信接口,以及全面的集成工艺功能,因此它可以作为一个组件集成在完整的综合自动化解决方案中,成为制造行业中的创新系统解决方案。
一般选择机型要以满足系统功能需要为宗旨,以免造成投资和设备资源的浪费。
机型的选择可以从以下几个方面来考虑:1、对输入/输出点数的选择要先弄清楚控制系统的I/O 总点数,再按实际所需总点数的15~20%留出备用量(为系统的改造等留有余地)后确定所需PLC 的点数。
本次设计中模拟输入点数为20个,模拟输出点数为2个,数字输入点数为13个,数字输出点数为5个。
2、对存储容量的选择PLC 存储器容量的估算方法:对于仅有开关量输入/输出信号的电气控制系统, 将所需的输入与输出点数之和乘以8,就是所需PLC 存储器的存储容量(单位为bit).3、对I/O 响应时间的选择PLC 的I/O 响应时间包括输入电路延迟、输出电路延迟和扫描工作方式引起的时间延迟(一般在2~3 个扫描周期)等.对开关量控制的系统,PLC 的I/O 响应时间一般都能满足实际工程的要求,可不必考虑I/O 响应问题.但对模拟量控制的系统,特别是闭环控制系统就要考虑这个问题。
4、根据输出负载的特点选型不同的负载对PLC 的输出方式有相应的要求。
但固态—MOSFET输出型的PLC 有许多优点,如导通压降小,有很好的隔离作用,机械寿命长,额定负载下的触点寿命较长,价格相对较适合,承受瞬时过电压和过电流的能力较强。
所以动作频繁的直流负载可以选择固态—MOSFET输出型的PLC.CPU选型:与一般计算机一样,CPU是PLC的核心,它按PLC中系统程序赋予的功能控制PLC有条不紊的进行工作[18].CPU主要由运算器、控制器、寄存器及实现它们之间联系的数据、控制及状态总线构成,CPU单元还包括外围芯片、总线接口及有关电路。
主要器件选型:包括主配电断路器、接触器、变频器、斩波器、光编码块、现场总线单元、PLC及触摸屏选型一、电机规格:二、主断路器、接触器、变频器、斩波器、光编码块选型:1、起升(起升速度350t时,0.1~1m/min;80t时,0.5~5m/min):电机实际使用功率计算(以80t时,线速度5m/min为最大功率):P=FV/0.85=80*103*9.8*5/60/0.85=76.8(KW)90KW电机额定电流165A,过载能力1.5倍选择ACS800-04-0140-3变频器,1.5倍过载能力时,额定电流163A,90KW;1.1倍过载能力时,额定电流206A,110KW,启动允许326A,10S额定功率90KW>实际使用功率76.8KW;启动时,按电机1.5倍启动,电机电流165*1.5=247.5A<变频器电流326A,最大可过载到2倍(326/165≈2);运行时,变频器额定电流206A>电机额定电流165A,满足要求变频器外形R7,W*D*H=331mm*467mm *1121mm制动斩波器:ACS800-04-0140-3-D150,内置在变频器内,长时间制动功率为66KW,;实际制动功率P=80*103*9.8*5/60*0.85=55.5KW<66KW,满足要求;要求制动电阻阻值2.7Ω,制动功率55KW光编码块:RTAC-01主断路器:考虑到制动器及风机电流,NS250N-3P-200A,带热磁脱扣器TMD,订货号31631,数量1个;辅助触点订货号29450,数量2个主接触器:考虑到制动器及风机电流,选择LC1D205M7C,AC3时205A,AC1时275A,数量1个;辅助触点LA1DN31C,数量1个2、小车(速度0.75~7.5m/min,小车空载自重48t):7.5KW电机额定电流18A,过载能力1.5倍选择ACS800-01-0016-3变频器,1.5倍过载能力时,额定电流19A,7.5KW;1.1倍过载能力时,额定电流25A,11KW,启动允许32A,10S启动时,按电机1.5倍启动,电机电流18*1.5=27A<变频器电流32A;运行时,变频器额定电流25A>电机额定电流18A,满足要求变频器外形R3,W*D*H=173mm*265mm *420mm制动斩波器:ACS800-01-0016-3-D150,内置在变频器内(不需单独订货),10S/60S 制动功率为7.5KW,要求制动电阻阻值22Ω,制动功率5KW光编码块:RTAC-01主断路器:考虑到制动器、风机、润滑油泵电流,选择NSD100K-3P-50A,带热磁脱扣器,订货号29993K,数量1个;辅助触点订货号30160,数量2个 主接触器:考虑到制动器、风机、润滑油泵电流,选择LC1D5011M7C,AC3时50A,AC1时80A,数量1个;辅助触点LA1DN31C,数量1个3、大车变频器(速度1.5~15m/min,大车空载自重256t):7.5KW电机额定电流18A,过载能力1.5倍,四台电机总电流18A*4=72A,总功率7.5KW*4=30KW选择ACS800-01-0060-3变频器,1.5倍过载能力时,额定电流69A,37KW;1.1倍过载能力时,额定电流80A,45KW,启动允许138A,10S启动时,按电机1.5倍启动,电机电流72*1.5=108A<变频器电流138A;运行时,变频器额定电流80A>电机额定电流72A,满足要求变频器外形R5,W*D*H=265mm*286mm *602mm制动斩波器:ACS800-01-0060-3-D150,内置在变频器内,10S/60S制动功率为55.5KW;要求制动电阻阻值8Ω,制动功率5KW主断路器:考虑到制动器、风机电流,选择NS100N-3P-100A,带热磁脱扣器,订货号29630,数量1个;辅助触点订货号29450,数量2个主接触器:考虑到制动器、风机电流,选择LC1D8011M7C,AC3时80A,AC1时125A,数量1个;辅助触点LA1DN31C,数量1个4、总断路器:a、按电机电流选电机总电流:165A*2+18A*2+18A*4=438A制动器电流+风机电流+油泵电机电流:20A+20A=40A控制回路电流:20A总电流I=438+40A+20A=498Ab、按变频器电流选变频器总电流:206A*2+25A*2+80A=542A制动器电流+风机电流+油泵电机电流:20A+20A=40A控制回路电流:20A总电流I=542+40A+20A=602A综上所述总断路器可以选择NS630N-3P-630A,带STR23SE电子脱扣器,过负荷保护(0.4~1.0In),订货号32893三、现场总线单元选型:1、采用PROFIBUS-DP现场总线通讯2、起升、小车、大车变频器从模块适配器RPBA-01,数量5块3、PLC主单元总线模块:选用施耐德P-57系列主模块TSXPBY-100,数量1块,分支器490NAD911-04,数量1块四、PLC选型:2、PLC柜主机架:CPU模块:TSXP57202M,48K内存,数量1块存储卡:TSXMRP064P,64K,数量1块主机架:TSXRKY12EX,12槽,数量1块电源模块:TSXPSY2600M,110V/220V AC,26W,数量1块输入模块:TSXDEY16A5,16DI,220V AC,数量9块端子块:TSXBLY01,数量9块3、PLC柜从机架:从机架:TSXRKY6EX,6槽,数量1块电源模块:TSXPSY2600M,110V/220V AC,26W,数量1块输入模块:TSXDEY16A5,16DI,220V AC,数量2块输出模块:TSXDSY16R5,16DO,220V AC,数量2块端子块:TSXBLY01,数量4块4、司机室联动台从机架:从机架:TSXRKY6EX,6槽,数量1块电源模块:TSXPSY2600M,110V/220V AC,26W,数量1块输入模块:TSXDEY16A5,16DI,220V AC,数量3块输出模块:TSXDSY16R5,16DO,220V AC,数量1块端子块:TSXBLY01,数量4块5、附件:空槽盖板:TSXRKA02,数量1块PLC柜主机架与从机架连接电缆:TSXCBY010M,1M,数量1根PLC柜从机架与联动台从机架连接电缆:TSXCBY180M,18M,数量1根 机架终端:TSXTLYEX,1对,数量1个五、触摸屏选型:1、触摸屏型号:XBTF034110,10.4寸彩色,数量1个2、PLC柜UNI-TELW AY隔离盒:TSXPACC01,数量1个3、联动台接线盒:TSXSCA62,数量1个4、触摸屏通讯电缆:XBT-Z908,数量1条5、触摸屏编程电缆:XBT-Z915, 数量1条6、触摸屏编程电缆:XBT-Z962, 数量1条。
PLC选型计算书在PLC系统设计时,首先应确定控制方案,下一步工作就是PLC 工程设计选型。
工艺流程的特点和应用要求是设计选型的主要依据。
PLC及有关设备应是集成的、标准的,按照易于与工业控制系统形成一个整体,易于扩充其功能的原则选型。
所选用PLC应是在相关工业领域有投运业绩、成熟可靠的系统。
PLC的系统硬件、软件配置及功能应与装置规模和控制要求相适应。
熟悉可编程序控制器、功能表图及有关的编程语言有利于缩短编程时间,因此,工程设计选型和估算时,应详细分析工艺过程的特点、控制要求,明确控制任务和范围确定所需的操作和动作,然后根据控制要求,估算输入输出点数、所需存储器容量、确定PLC的功能、外部设备特性等,最后选择有较高性能价格比的PLC和设计相应的控制系统。
1.1/0点数输入/输出(I/O)点数是PLC可以接受的输入信号和输出信号的总和,是衡量PLC性能的重要指标,选择PLC的首要条件。
I/O点数越多,外部可接的输入设备和输出设备就越多,控制规模就越大。
包括数字量输入输出和模拟量输入输出。
1.1模拟量输入输出和数字量输入输出:模拟量是指变量在一定范围连续变化的量,也就是在一定范围(定义域)内可以取任意值(在值域内),如温度、压力、液位。
数字量是分立量,它是离散的,而不是连续变化量,只能取几个分立值,如二进制数字变量只能取两个值,在PLC中只有0和1。
1.2 一般选择比控制点数多10%~30%勺PLC这有几方面的考虑1、可以弥补设计过程中遗漏的点;2、能够保证在运行过程中个别点有故障时,可以有替代点;3、将来增加点数的需要.I/O点数的估算:2. 存储器容量存储器容量是可编程序控制器本身能提供的硬件存储单元大小,程序容量是存储器中用户应用项目使用的存储单元的大小,因此程序容量小于存储器容量。
设计阶段,由于用户应用程序还未编制,因此,程序容量在设计阶段是未知的,需在程序调试之后才知道。
为了设计选型时能对程序容量有一定估算,通常采用存储器容量的估算来替代。
存储器内存容量的估算没有固定的公式,许多文献资料中给出了不同公式,大体上都是按数字量I/O点数的10〜15倍,加上模拟I/O 点数的100倍,以此数为内存的总字数(16位为一个字),另外再按此数的25%考虑余量。
存储器容量的估算:DI+DO=44+38=82AI+AO=4+2=6容量=82*15+6*100=1830B考虑25%余量:容量= 1830* (1+25%) =2288B3. PLC电源PLC —般有两种供电方式:220V AC和24V DCPLC的供电电源,除了引进设备时同时引进PLC应根据产品说明书要求设计和选用外,一般PLC的供电电源应设计选用220VAC电源, 与国内电网电压一致。
重要的应用场合,应采用不间断电源或稳压电源供电。
PLC内部配有一个专用开关型稳压电源,它将交流/直流供电电源变换成系统内部各单元所需的电源,即为PLC各模块的集成电路提供工作电源。
PLC一般使用220V的交流供电电源。
PLC内部的开关电源对电网提供的电源要求不高,与普通电源相比,PLC电源稳定性好、抗干扰能力强。
许多PLC都向外提供直流24V稳压电源,用于对外部传感器供电。
但总得来说,普遍使用24V DC供电方式,在我国占大多数。
220V AC由于动力电路电压为220V,采用此种方法供电会十分方便。
用于不太重要的场合,节省成本,简化接线。
动力线220V会干扰PLC的直流输入输出。
24V DC用于比较重要和复杂的机构,如带伺服、高频脉冲输出。
当PLC 的点数较多,超过本身的带载能力时也需要外部提供24V电源(开关电源,直流稳压电源)。
会增加成本(需要开关电源,或者变压+整流+滤波)综上所述拟采用24V DC供电方式。
4. 通信类型PLC的通信类型有:A. MPI通信B. 串口通信(RS232/485)C. PROFIBU通信D. 工业以太网E. AS通信F. PP通信G. 远程无线通信通讯协议:TCP UDP、S7、profibus、pofinet、MPI、PP、MODBUS==PLC上自带通信端口一个或两个(RS232/485,其余复杂的通信要求需要增添通讯模块。
对我们来说,串口RS232/485已结足够使用。
5. 控制功能的选择运算功能要求:咼速计数器:对编码器反馈回来的脉冲信号进行计数。
PID控制:把编码器反馈回来的信息与控制信息比较,重新计算位置,通过比例微分积分形成闭环控制,对载物台形成精确的位置控制。
高频脉冲输出:对伺服电机实行脉冲+方向+使能的控制,例如:Q0.0发送脉冲信号,控制电机的转速和位置(脉冲个数),Q0.1发送方向信号。
Q0.3发送使能信号。
点动控制:控制台的手柄属于点动控制。
6. 总结总的来说,Puma对PLC功能上的要求不高,较为复杂的也就是对伺服电机的位置控制和与PC的通信,市面上的PLC都可以做到。
PLC都是模块化可扩展的,在功能上是可添加的,例如I/O点数不够,可以再扩展一个输入输出模块,其他如工业通信联网、温度测量、称重、AI/AO、位置控制模块、HMI操作面板等都可以另行配置。
因此,主要侧重点在选择何种品牌。
可选的有:1、西门子S7-200CN系列:CPU221( 6DI/4DO)、CPU222 CN( 8DI/6DO)、CPU224 CN( 14DI/1ODO)、CPU224XP CN/224XPsiCN14DI/1ODO+2AI/1AO) //CPU 自带CPU226 CN( 24DI/16DO)2、三菱FX2N系列、FX3系列3、欧姆龙CP1系列西门子、三菱、欧姆龙PLC的比较:一、西门子1、西门子功能强大,系统稳定,性能质量好2、最早进入中国,认可度较高,会的人最多,市场占有率最高3、网络组合灵活,模块化,西门子有结构化的编程方式,程序由若干子程序组成,通过主程序调用。
方便查找故障和调试。
4、支持多种通信协议。
5、适用多种人机界面和监控组态软件利于多厂家设备的通讯与集成,西门子做了很多功能块,减少了设计人员的负担。
6、价格贵、价格透明7、可操作性强,有相配套的伺服系统和组态软件,常用于大型和复杂的自动化控制,保密性相对其它品牌的要好。
&通讯和模拟量是强项。
9、抗干扰性好。
10、运行频率咼,处理速度快。
11、更加规范、编程软件比三菱强很多。
功能块、子程序、中断、局部变量都比较清晰。
纵向和横向兼备的结构,相同的功能只需要编一次程序即可,大大减少了开发难度和时间。
11、S7-200的模拟量输入输出程序非常简单方便,AD、DA值可以不需编程直接存取的,三菱的FX2N及其以前的系列都需要非常繁琐的FROM TC指令,FX3U才支持此功能。
12、C PU226和CPU224XP 标准配置2 个485 口即PPI 口,最大通讯速度187.5K三菱FX3U之前的所有系列都是一个可怜的422 口,而且速度是9.6K。
如果需要连个智能仪表则必须另购FX2N0-485BD 等特殊模块。
13、存储空间大。
14、通信口由两个,三菱只有一个。
15、市场占有率第一。
1、擅长精准定位。
2、模拟量处理方面不如西门子。
3、时钟频率相对西门子稍低,运行频率不如西门子快。
4、通信方面不如西门子强大。
5、编程软件不如西门子,程序不是结构化,所有程序都在一个主程序里,如果程序较长,调试起来会很麻烦。
6、程序简单,上手快,不像西门子那样复杂。
7、三菱小型PLC有SFC步进梯形图功能,而西门子S7-200没有SFC在流程顺序控制中极其方便,编程效率极大提高,特别是维护或功能增加修改都十分方便。
&它们的编程理念不同,三菱pic是日系品牌,编程直观易懂,直来直去、学习起来会比较轻松,而西门子pic是德国品牌,指令比较抽象,学习难度较大,但指令较少。
9、三菱的优势在于离散控制和运动控制,三菱的指令丰富,有专用的定位指令,控制伺服和步进容易实现,要实现某些复杂的动作控制也是三菱的强项。
在这方面西门子不如三菱。
10、三菱的模拟量模块价格昂贵,程序复杂,西门子的模拟量模块价格便宜,程序简单。
西门子做通信也容易,程序简单,三菱在这块功能较弱。
过程控制与通信控制西门子是强项。
11、高速计数器指令比西门子S7-200方便。
12、PPI 口比西门子的皮实,西门子的PPI 口是非光电隔离的,非规范操作和仿制的编程电缆可能会导致串口损坏。
13、市场占有率第二。
三、欧姆龙1、编程简单,况且全中文,编程也挺方便的。
2、运行稳定。
性能不如西门子稳定。
总体性能不如西门子和三菱。
3、价格略低。
4、只能适用于小工控,对于大型的项目在处理数度和量的处理方面相对别的品牌还有差别,简单便宜,适合做小项目。
小型机性能不比西门子差多少。
5、她的市场占有率第三。
6、用2位的7段LED显示,将PLC的状态更简易地进行告知,这样,可以提高设备运行中故障状态的检测和维护性。
7、系统扩展性好,CP1H系列PLC最多可以连接7个I/O扩展单元,每个I/O扩展单元具有40个I/O点,加上CPU单元本身内置的40个I/O 点,CP1H系列PLC可以处理的最大I/O点数达320点。
8、CP1H系列PLC的CPU单元具有模拟量输入/输出功能、高速中断输入功能、高速计数功能和可调占空比的高频脉冲输出功能,可以实现模/数与数/模转换、精确的定位控制和速度控制,可以高速处理约400条指令。
9、用户可以根据实际需求自行创建相应的功能块,将标准的多个电路编制在一个功能块中,只要将其插入梯形图主程序中,并在输入输出中设定参数,就可以方便地对复杂的电路进行反复调用。
这样可以大大减少程序编制与调试的工作量以及编码错误,增强可读性。
10、程序组织结构化。
CP1H系列PLC可将程序划分为最多32个实现不同控制功能的循环任务段,另外提供了电源断开中断、定时中断、I/O 中断和外部I/O中断等4类256个中断任务,这种任务式的程序组织模式提高了大型程序开发的效率,调试维护更加简便,改善了系统的响应性能。
西门子、三菱、欧姆龙的价格差距大概为:1.5:121.1。