SE粉煤气化技术
- 格式:doc
- 大小:12.00 KB
- 文档页数:1
煤气化技术研究及应用前景展望煤气化技术是一种将煤炭转化为合成气的过程,通过高温和压力下的化学反应,将煤炭中的碳氢化合物转化为一种混合气体,其中主要成分是一氧化碳和氢气。
这种合成气可以用于发电、制造化学品、液体燃料等多个领域。
随着能源需求的增长和环境污染问题的日益突出,煤气化技术在能源转型和环境保护方面具有重要的应用前景。
煤气化技术的研究和发展已经有数十年的历史,目前已经取得了一系列重要的成果。
研究人员通过改进反应器设计、优化催化剂配方等手段,提高了煤气化过程的效率和产气质量。
同时,煤气化技术也逐渐与其他领域的技术相结合,如燃料电池、合成氨等,进一步提高了煤气化的综合利用效率。
煤气化技术的应用前景非常广阔。
首先,煤气化技术可以为煤炭资源的高效利用提供途径。
煤气化可以将煤炭中的有机物转化为气体,使得煤炭的能源价值得到充分发挥。
与传统的燃煤发电相比,煤气化发电可以减少大气污染物的排放,降低对环境的影响。
其次,煤气化技术还可以为化学工业提供原料。
合成气中的一氧化碳和氢气可以用于合成液体燃料、合成氨等化学品,为化工行业的发展提供了新的选择。
此外,煤气化技术还可以与其他技术相结合,如燃料电池技术,实现煤气的高效利用和能源的清洁转化。
然而,煤气化技术在应用中还面临一些挑战。
首先,煤气化过程需要高温和高压的条件,能源消耗较大。
因此,在提高煤气化效率的同时,也需要寻找更加节能环保的工艺和设备。
其次,煤气化过程中会产生大量的副产物,如焦炭和灰渣,对环境造成一定的影响。
因此,需要开发高效的副产物处理技术,实现煤气化过程的资源综合利用。
此外,煤气化技术的应用还需要解决一些经济和政策上的问题,如投资成本高、市场需求不确定等。
尽管面临一些挑战,但煤气化技术在能源转型和环境保护方面的潜力巨大。
随着能源需求的增长和环境污染问题的加剧,煤气化技术将成为解决能源和环境问题的重要手段之一。
未来,我们可以预见,煤气化技术将进一步发展,实现更高效、更清洁的能源转化。
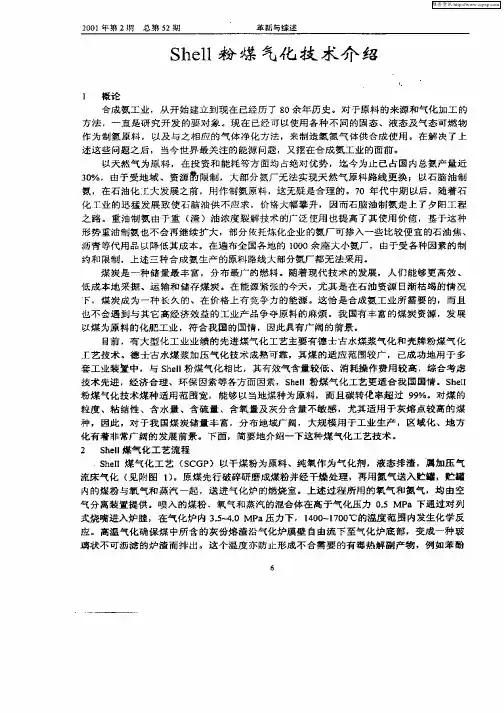
粉煤加压气化工艺流程
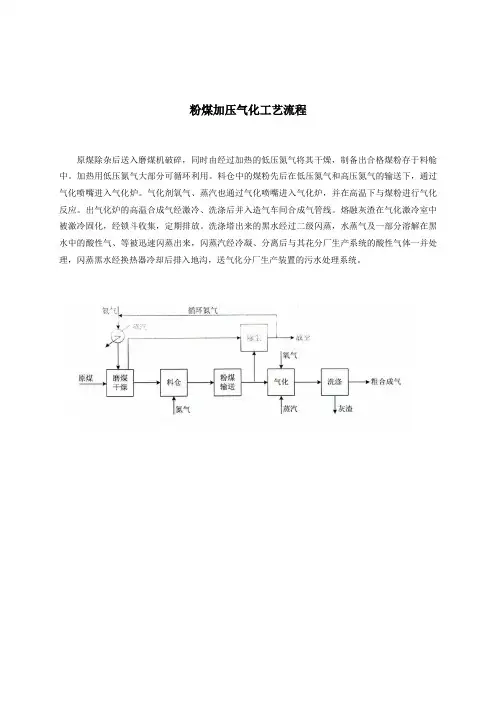
原煤除杂后送入磨煤机破碎,同时由经过加热的低压氮气将其干燥,制备出合格煤粉存于料舱中。
加热用低压氮气大部分可循环利用。
料仓中的煤粉先后在低压氮气和高压氮气的输送下,通过气化喷嘴进入气化炉。
气化剂氧气、蒸汽也通过气化喷嘴进入气化炉,并在高温下与煤粉进行气化反应。
出气化炉的高温合成气经激冷、洗涤后并入造气车间合成气管线。
熔融灰渣在气化激冷室中被激冷固化,经锁斗收集,定期排放。
洗涤塔出来的黑水经过二级闪蒸,水蒸气及一部分溶解在黑水中的酸性气、等被迅速闪蒸出来,闪蒸汽经冷凝、分离后与其花分厂生产系统的酸性气体一并处理,闪蒸黑水经换热器冷却后排入地沟,送气化分厂生产装置的污水处理系统。
煤气化技术煤气化技术是将固体煤转化为气态或液态燃料的一种技术,其主要目的是提高煤的利用率,减少对传统燃料的依赖,达到节能、环保的目标。
本文将从煤气化技术的基本原理、应用领域以及优缺点等方面进行详细阐述。
一、煤气化技术的基本原理所谓煤气化技术,就是将煤通过高温、高压、无氧条件下的气化反应,将煤中的碳、氢、氧等元素与水蒸气或其他工业气体反应,生成一种能源燃气和化工原料的技术。
基本反应式为:C + H2O → CO + H2C + CO2 → 2COH2O + CO → H2 + CO2以上反应产生的气体主要包括一氧化碳(CO)、氢气(H2)和二氧化碳(CO2),其中一氧化碳和氢气是煤气化的两种主要产物,也是煤气化的主要目的。
二、煤气化技术的应用领域煤气化技术可以应用在多个领域,包括:1. 燃料领域:将煤气用作机械动力、燃料燃烧等用途。
2. 化工领域:将煤气用作化工原料,制取烯烃、乙烯、合成氨等。
3. 能源领域:将煤气用作化学燃料,如用合成气生产合成烃等。
4. 环保领域:将煤气用作城市燃气,以代替传统的煤炭、石油等燃料。
5. 冶金领域:将煤气用作高炉燃料,以代替传统的焦炭。
6. 电力领域:利用燃气发电、燃气轮机等,将煤气转化为电能。
三、煤气化技术的优缺点1. 优点:(1)提高煤的利用率:通过煤气化技术,可以将煤中的碳、氢等元素都充分利用,大幅提高煤的利用率。
(2)节约能源:煤气化技术可以将煤转化成可替代传统能源的煤气,实现节能减排。
(3)环保:煤气化技术可以减少尘埃、烟气等污染物的排放,达到环保的目的。
2. 缺点:(1)设备配置复杂:煤气化设备、反应器、气体清洗装置等的设计和制造较为复杂,需要高技术水平的研发和生产。
(2)能源成本高:虽然煤气化技术可以提高煤的利用率,但其能源成本相对较高,需要大量的电力和气体,从而影响了其应用范围和经济效益。
(3)反应过程精确控制难度大:煤气化是一个复杂的反应过程,其反应速度、温度、压力等参数均需要精确控制,一旦发生偏差,就可能影响到产物的质量和产量。
煤气化•煤炭高效清洁利用的核心技术煤是古代的植物埋藏在水底或是地底下,经过长时间空气的稀缺和漫长的时代发展,在其中进行了复杂多变的物理化学变化和生物化学变化,慢慢形成了一种具有可燃性的固体状矿物。
从组成煤的化学成分来看,煤中主要含有碳、氢、氧、硫等元素,还有一些灰分物质。
不过煤炭中还是主要以矿物质为主,在不同的地质年代和经历了不同的化学变化所形成的煤的组成成分都是大不相同的。
一、何谓煤炭气化煤炭是我国最基本的能源之一,也是战略必备的原料,据科研人员进行的侦测显示,在我国三大化石能源的含量中,煤炭的含量远比我们想象的多,已经超过总含量的百分之九十。
据统计在2016年,中国的煤炭产量为33.6亿吨,占全球总产量的45.7%。
每个国家的运行都缺不了对于煤炭的利用,所以我们要做到对煤炭高效环保的利用,来稳定世界化石能源的含量,保障每个国家的能源安全问题,促进世界的生态文明建设,对于一个国家的经济发展和科技进步有很大的重要作用。
煤炭气化是指在一定的高温和大气压的作用下,使其与氧气、水蒸气进行相应的化学反应,将煤中所含的主要元素转变为由一氧化碳和氢气组成的主要气体的过程,与此同时,在反应过程中会有一些煤渣的产生。
对煤炭气化和煤炭进行燃烧是两个完成不同的过程,对煤炭的燃烧是指将煤炭中的主要元素与空气中的氧气发生燃烧反应,所达到的效果是能够充分利用煤炭中所含有的化学能,将其转化为热能的一个过程。
而对煤炭气化将其中一部分元素进行氧化,目的是能够生成可利用的气体,进而达到目的。
相对于煤炭燃烧,对煤炭气化更加环保、高效,更符合现代所理想的情况。
二、煤炭气化的重要性煤炭气化是对煤炭处理的一个环保、高效的过程,是对煤炭利用的主要过程,是发展煤炭产业、燃料利用和燃料电池的根本。
除此之外,煤炭气化也在炼油、发电、冶金有很大的应用,是这些行业进行发展的不可缺少的一门技术。
我们将对煤炭的利用视野拓宽来看,煤炭不单单是三大化石能源之一,也是化工行业的不可或缺的原料之一。
SE粉煤气化技术“武装”新型煤化工2014-12-13由中国石化和华东理工大学共同开发完成的、具有自主知识产权的单喷嘴冷壁式粉煤加压气化(SE-东方炉)技术,上周通过了中石化科技部主持召开的成果鉴定会。
鉴定委员会专家对示范装置的优异性能指标给予了肯定,一致认为SE(SINOPEC+ECUST)粉煤气化技术达到了单喷嘴粉煤气化技术的国际领先水平。
该技术的成功示范为新型煤化工产业提供了重要技术支撑。
鉴定专家认为,该技术煤种适应性好,装置高效节能、环境友好、可靠性和灵活性高,各项技术经济指标达到单喷嘴粉煤气化技术的国际领先水平,经济效益和社会效益显著。
今年10月,该示范装置完成了72小时满负荷运行考核,考核结果显示,示范装置采用贵州无烟煤(60%)与神华煤(40%)配煤,满负荷运行有效气(H2+CO)成分88.7%、比煤耗569kg/1000Nm3(H2+CO)、比氧耗331Nm3/1000Nm3(H2+CO)、碳转化率98.3%;变换出口合成气中CO含量0.8%~1.4%;气体净化度CO2≤13ppm(v),总硫≤0.1ppm(v);气化“三废”排放指标先进。
上述各项性能指标达到或超出合同值。
粉煤气化技术具有煤种适应性强、原料消耗低、气化效率高、气化炉与烧嘴使用寿命长的技术优势。
基于华东理工大学在气流床煤气化领域近30年的研究积累和技术储备,中石化在煤化工领域深厚的工程转化能力和丰富的工程实践,2011年8月10日,中国石化与华东理工大学签订了单喷嘴冷壁式粉煤加压气化技术合作协议,联合开发SE粉煤气化技术。
随后,中石化科技部将该技术列入中石化“十条龙”科技攻关项目,确定由中石化扬子石化有限公司、中石化宁波工程有限公司和华东理工大学共同完成日处理1000吨煤的SE粉煤气化及合成气净化制氢工业化示范。
面对工期紧、任务重、设计与施工穿插进行等困难,项目承担单位密切配合,充分发挥集团联合攻关优势,创下了从技术许可合同签订到成套示范装置开车运行25个月的最短用时纪录。

对于煤炭利用产业而言,2015年注定是非同寻常的一年。
今年两会期间,“加强煤炭清洁高效利用”被增补写进《政府工作报告》,彰显出国家对煤炭清洁高效利用的空前重视。
而就在不久前,环保部驳回了某煤制气项目的环评报告,这在业界看来是煤化工项目环评收紧、转向理性发展的信号。
空前重视,理性发展——这两个关键词,让煤化工产业也产生了不小的震荡。
中国化工报记者在近期的采访中留意到,业界目前正涌动着一股热潮,这股热潮不是上项目热,而是围绕煤化工环保的煤气化技术比选热。
业界最关心的是:到底哪种技术,能为煤化工项目理性发展奠定基础?是否有技术和工程都过关的煤气化炉,既可迈过环保坎儿,同时又不让“天价”环保蚕食企业效益?正是这样的比选,让一种去年刚刚完成工业示范的新型煤气化炉——SE-东方炉进入了业界人士的视线。
据初步了解,多个拟新建的煤化工项目和煤头传统产业改造项目锁定了这种气化炉。
SE-东方炉究竟有何独特之处?其废水、废渣、废气如何处理,环境效益怎样?应用成熟可靠吗?满怀着好奇,也带着种种疑问,近日记者采访了业界专家,并前往其主要研发单位一探究竟。
图为SE-东方炉示范装置(扬子石化)全景三大体系支撑从理论设计到应用全贯通当记者走进位于宁波高新区的中石化宁波工程有限公司时,眼前的大屏幕显示,整栋办公楼的会议室已基本“客满”,正在进行的几乎都是关于SE-东方炉的各种交流和商务谈判。
身边的工作人员不经意地说:“最近都这样,总是有国内外客户来访。
”在煤化工项目环评审批收紧的形势下,为何业界对一种煤气化炉还有如此高的热情?SE-东方炉到底为何物?中石化宁波工程有限公司副总经理、教授级高工亢万忠告诉记者,单喷嘴冷壁式粉煤加压气化(即SE-东方炉)成套技术由中石化宁波工程有限公司/宁波技术研究院和华东理工大学共同开发,是一种清洁、高效、煤种适应性强的气流床粉煤加压气化新技术,具有完全自主知识产权。
该技术在扬子石化公司已建成一套日处理煤1000吨级的SE-东方炉工业化示范装置,并实现了成熟的商业化运作。

煤气化技术简介煤气化技术是将煤炭转化为可燃气体的过程。
它可以将煤炭中的有机物质转化为气体燃料,如合成气(一种碳氢混合气体)或甲烷。
煤气化技术在能源转型和环境保护方面具有重要意义。
煤气化原理煤气化是通过加热煤炭,在缺少氧气的条件下进行的化学反应。
这个过程通常在高温(约1000℃)和高压(2-5 MPa)下进行。
在煤气化过程中,煤炭中的碳氢化合物被分解为可燃气体。
由于煤气化是在缺氧条件下进行的,因此产生的气体中几乎不含硫和氮。
这使得煤气化技术相对于传统的燃煤发电技术具有更低的环境污染。
此外,煤气化产生的燃气可以直接用于发电、供热、制氢等多种应用。
煤气化工艺煤气化工艺主要分为干燥气化和水煤浆气化两种。
干燥气化是将煤炭在高温下与热气体接触,使煤炭中的水分蒸发,然后进行气化反应。
水煤浆气化是将煤炭与水形成的浆料喷入气化炉中,在气化过程中煤炭与水蒸汽产生反应。
两种煤气化工艺各有优势。
干燥气化可以直接利用煤炭的热值,不需要额外的供热设备。
而水煤浆气化可以利用水蒸汽的催化作用,提高气化效率。
根据实际需求和条件,选择适合的煤气化工艺非常重要。
应用领域煤气化技术在能源转型和环境保护方面具有广泛的应用。
以下是煤气化技术在几个重要应用领域的应用示例:1.发电:煤气化产生的燃气可以用于燃气轮机或内燃机发电。
与传统的燃煤发电相比,煤气化发电具有更高的效率和更低的污染排放。
2.供热:煤气化产生的燃气可用于供热,替代传统的燃煤供热系统。
煤气化供热系统具有更高的热效率和更少的污染排放。
3.制氢:煤气化可以产生合成气体,其中主要成分为氢气和一氧化碳。
这些气体可用于制氢,用于石油炼制、化学工业等领域。
4.乙二醇生产:煤气化产生的合成气可以用于乙二醇的生产。
乙二醇是一种重要的工业化学品,广泛应用于塑料、涂料、纺织等行业。
煤气化技术的优势和挑战煤气化技术具有多种优势,但也面临一些挑战。
优势: - 较低的污染排放:煤气化产生的燃气几乎不含硫和氮,具有较低的污染排放。
粉煤气化技术应用及所出现的问题及解决措施摘要:煤气化是当前煤化工的基础,是以煤炭资源为核心发展联合循环发电、清洁燃料、化工原料的根本所在。
本文详细分析了粉煤气化技术及其事故和处理措施。
关键词:粉煤气化技术;事故;处理我国是煤炭大国,煤炭资源丰富。
在各种煤炭利用方式中,煤气化是最科学、最清洁利用方式,能保障我国能源安全,对保障居民生活、促进经济发展、维护社会稳定意义重大。
一、煤粉气化概述1、煤粉气化过程①煤干燥、热解过程。
煤干燥是指将湿煤转化为干煤及水蒸气过程。
煤干燥时,气化炉保持在140℃左右,因此过程完成时间短,当煤粉颗粒进入装置时,反应迅速发生。
在气流床气化过程中,先研磨、碎碎煤,煤粉颗粒进入气化炉,氧化反应迅速发生。
当气化炉温度上升到饱和蒸汽压时,增发工作迅速完成。
当炉温达到300~600℃时,煤立即热解,此过程包括化学、物理反应,先在高温下发生裂解反应,然后发生缩聚反应,热解前期,煤被推入装置,使煤经历一系列反应,如软化、固化等,通过化学、物理反应解析出二氧化碳、氮气等,此时,气、固、液体共存,然后整体温度升高,产生一氧化碳、焦油等微发物。
当炉内温度达到560℃时,会发生缩聚、裂解反应,形成胶带酶的热解过程即为挥发分脱除,生成一氧化碳、CH4、焦炭的过程。
②挥发分燃烧反应。
煤气化过程中,气化剂、煤通过烧嘴进入气化炉,挥发分经高温析出,氧气、挥发分在高温中剧烈燃烧,另外,挥发分从悬浮颗粒表面向外扩散,其中悬浮颗粒表面温度最高。
在高温影响下,当浓度产生到一定程度时,会发生强烈的燃烧反应,点火点不存在于且不会远离煤颗粒表面,而是在一定范围内,随高温燃烧,挥发分速度逐渐降低。
之后,颗粒表面将剧烈燃烧,在充足氧气和过高温度支持下产生剧烈燃烧。
③焦炭气化反应。
焦炭燃烧反应可表示为n级反应模型、三步反应模型、两步反应模型。
气化过程是不完全燃烧和非均相吸热反应。
焦炭气化反应包括碳和水蒸气反应,生成CO及HdfiBoudouard反应。
SE粉煤气化技术“武装”新型煤化工
由中国石化和华东理工大学共同开发完成的、具有自主知识产权的单喷嘴冷壁式粉煤加压气化(SE-东方炉)技术,上周通过了中石化科技部主持召开的成果鉴定会。
鉴定委员会专家对示范装置的优异性能指标给予了肯定,一致认为SE(SINOPEC+ECUST)粉煤气化技术达到了单喷嘴粉煤气化技术的国际领先水平。
该技术的成功示范为新型煤化工产业提供了重要技术支撑。
鉴定专家认为,该技术煤种适应性好,装置高效节能、环境友好、可靠性和灵活性高,各项技术经济指标达到单喷嘴粉煤气化技术的国际领先水平,经济效益和社会效益显著。
今年10月,该示范装置完成了72小时满负荷运行考核,考核结果显示,示范装置采用贵州无烟煤(60%)与神华煤(40%)配煤,满负荷运行有效气(H2+CO)成分88.7%、比煤耗569kg/1000Nm3(H2+CO)、比氧耗331Nm3/1000Nm3(H2+CO)、碳转化率98.3%;变换出口合成气中CO含量0.8%~1.4%;气体净化度CO2≤13ppm(v),总硫≤0.1ppm(v);气化“三废”排放指标先进。
上述各项性能指标达到或超出合同值。
粉煤气化技术具有煤种适应性强、原料消耗低、气化效率高、气化炉与烧嘴使用寿命长的技术优势。
基于华东理工大学在气流床煤气化领域近30年的研究积累和技术储备,中石化在煤化工领域深厚的工程转化能力和丰富的工程实践,2011年8月10日,中国石化与华东理工大学签订了单喷嘴冷壁式粉煤加压气化技术合作协议,联合开发SE粉煤气化技术。
随后,中石化科技部将该技术列入中石化“十条龙”科技攻关项目,确定由中石化扬子石化有限公司、中石化宁波工程有限公司和华东理工大学共同完成日处理1000吨煤的SE粉煤气化及合成气净化制氢工业化示范。
面对工期紧、任务重、设计与施工穿插进行等困难,项目承担单位密切配合,充分发挥集团联合攻关优势,创下了从技术许可合同签订到成套示范装置开车运行25个月的最短用时纪录。
今年1月23日,日处理煤千吨级SE粉煤气化示范装置一次性投料成功,并屡创国内煤气化示范装置的相关最好纪录:首次开车投煤连续运行时间最长(275h)、首次开车投煤到产出合格产品氢气的时间最短(5天)、烧嘴首次运行使用寿命最长(超过180天)、首次开车3个月后即实现长周期运行(53天)等,充分展现了SE粉煤气化烧嘴和气化炉运行的良好可靠性和先进性。
据悉,目前中安联合化工有限公司的年产170万吨甲醇制烯烃项目已采用该技术建设了7套日处理煤1500吨级的SE粉煤气化装置。
新疆、贵州等地中石化大型煤化工项目也将采用该技术。
主要创新点
先进高效的气化炉与烧嘴匹配技术,构成了直流同轴受限射流流场,高温区位于炉膛中心,近壁面的温度分布均匀,挂渣效果好,气化温度操作弹性大,兼顾水冷壁挂渣和液态排渣需要,同时气化炉细灰生成量少、碳转化率高;多功能长寿命复合式粉煤气化烧嘴,实现点火、开工、运行各阶段不同功能的作用,确保气化炉与烧嘴自身安全;简化结构的立管膜式水冷壁,水动力分布均匀,耐高温性能好,副产中压蒸汽,热利用率较高;智能化气化炉操作控制技术,实现一键式点火开工和投煤,确保系统安全;高可靠性的煤粉载气平稳切换技术;分股配气、两段中温变换的合成气耐硫变换工艺和改进型全贫液合成气净化工艺。
此外,研究人员还开发出了水冷壁炉膛直接测温、可视化火焰检测、煤粉流量在线标定等专有设备,保证气化炉安全、稳定、长周期运行。