提高冲压模具寿命的措施
- 格式:pdf
- 大小:110.72 KB
- 文档页数:1
科技信息
职 教 与成 教
提高: 压模 具寿命的措旌 中
苏州托普信 息职业技 术 学院 陈 璧 张 文 东 陈梅 干
[ 摘 要] 本文针对工厂的报废模具进行分析 , 并给 出改善方案提 高模具的使 用寿命。 [ 关键词 ] 冲压 冲压模 具 寿命 改善
1前 言 .
目前冲压模具在各种制造业 中应用越来越广泛 ,而企业的生存和 能持续发展 的一项指标就是降低成本。冲压模具的成本在冲压产品成 本 中占很大 比例。因此 , 减少模具开发费用以提高模具 的使用寿命意义 非 常 重要 。 种惠普 打印机产 品 HP WIE — P R的外壳 , 材料 为不锈钢 , 模具 ( 工 作零件) 的寿命为 20 ~ 30件 。 30 3 0 而别家的同类产 品能打 出 9 0 0 0件。 对 此 我们 成 立 一 个 改 善 团 队 , 目的在 于提 高模 具 的使 用 寿命 , 而 降低 冲 进 压 产 品 成本 。
3工 作 展 开 .
B采用新工艺。合理润滑 , . 提高润滑质量。对待冲压料 预先浸泡润 滑油。实践证 明, 在冲不锈钢片时 , 进行润滑 的模具寿命大约是无润滑 模 具寿命 的十倍 。 另一方面对凸凹模采用表面强化处理, 使模具工作零 件“ 内柔 外 硬 ” 以提 高 耐 磨 性 , 粘 性 和 抗 疲 劳 强 度 。其 方法 : 火 后 气 , 抗 淬 相 沉积 碳 化 物 — — TcV j,C。 c改变 凹模 结构 以增强刃 口强 度 : . 见图 3 将锥形刃 口改为直壁形 , 刃口。图 b 为改善后的凹模 , 口强度高耐磨 , 刃 有效提 高模具寿命。
耗。
黼姗
渤 ■ ■ 黼
_
黝 龃 麟 ■ 嬲溯 ■ 憩 翔 ■ ■ 麟 端 ■■ 弑
凸棋掌 避梗糊 ^ 损坏
曩 _ _ ・
茸 官
职 幔摄 伤
报费墁目
图 I
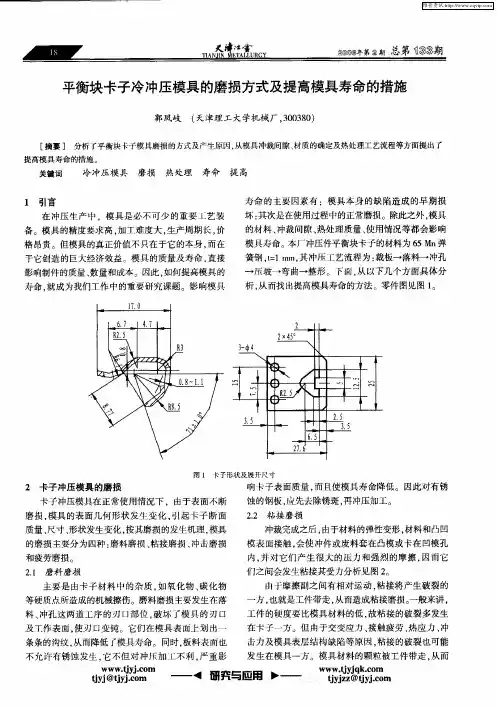
调查数据见 图 1 所示 , 模具报费的主要形式有凸 , 凹模的失效。其 中有些为人为损坏等 。 2 . 2模具寿命统计方式 的确定 模 具寿 命 与 冲 压 产 品 材 质 有很 大 关 系 。 材料 的 塑性 愈 好模 具 寿命 也愈高。而不锈钢塑性较差 , 以造成模具频繁报废 。为能表达整体状 所 况, 模具寿命按月统计 , 当月产品数量 / 报费模具数 量 =模具寿命 。上 图为 3 个月期间报废状况。 23模具报废的确认 . 模具 冲压 出的产品超出产品图样 规格且 经返修仍不 能达到标 准时 定为报废 。报废时应附一产 品样 品 , 写报废记 录, 填 经质量 管理人员确 认后方可 。避免操作人员擅 自报废 。
录。
凡在冲压工序内采取改善的模具 , 有模修人员向班组推展 。 每周召开一次总结会议 , 检讨改善状况 。 经试验有效 的方法再全面 推广应用并标准化。
4 改 善措 施 .
1 0 20 0 i 0 00 0
8 0 00 6 0 00
40 0 0 Z 0 50
( ) 善模 具 制造 工 艺 。 凹模 的制造 是 用 挤 压 凸模 在 压 力机 上 挤 压 1改
图 3
5成 绩 .
经 3个月的努力 , 模具整体寿命提高 了 5 8倍 , - 现在模具寿命平均 达 1 0 0 10 0件。改善前后模具寿命对比如图 4所示。 0 ~40 1
平均寿命 ( 件)
1 0 40 0
凡是要进行改善的模具 , 先按根据生产计划选 以前 寿命低 的型号 , 制造试验模具样品, 并标 “Y”模具保养卡随同标记 。模修 人员跟踪记 S ,
一
( ) 进 热 处 理 工 艺 。 所 有 模 具 的 淬 火 均 在 真 空 热 处 理 炉 中进 行 。 2改 为得到模具材料综合机械性能淬火后应按排低温 回火处理。而所时用 的材 料 是 日本 的 S 6 KD 1材 料 , 温 回火 一 定 要 2次 才 可 且 安 排 一 次超 低 低 温 ( 10 ) 一 3 。回火 处 理 以 提 高 耐磨 性 。 () 3 修理校正模 座。棋 座特 别是上 、 两块模 垫长期使用有压 凹变 下 形, 模垫工作区甚 至超过 00 m .5 m的压痕。重新修磨下模座以保证 40 0x 4 0平面度不超 过 O0 mm。这样就避免同一模具 冲床使用都要修磨 的 0 . 2
出 的 。 挤 压 凸模 的尖 角 直 接 决定 凹模 的锐 角 , 致 凹模 没有 过 度 圆角 而 导 从 而 造 成 热 处 理后 应 力 集 中 产 生裂 纹 , 工作 时 会 崩 刃 。 以将 挤 压 凸模 所
鼢
g 瓣 l 瓣 群 鞭瓣 | 嚣 I || 措
黼
墓Ⅻ ■8 o 。
鬻 .o 0
Ⅲ
i0 0
操 作 员 工 的操 作 不 当 , 会 立 接造 成 模 具 报 废 , 且 是 人 为 成 的异 也 并 常报废。如未将 产品放人 凹模 , 或混料( 待压产 品混入个别体积大材料) 就操作机床 , 结果压力过大造成模具损坏 。甚 至个别叠料 冲压 ( 上一次 产品未取走 , 又放一产 品冲压 )造成模具 报废 。 , ( ) 新 改善 5创 技术创新 改善, 开拓模具使用寿命 的新局面 。 A. 精冲模改一冲 , 二冲压模 ; 二冲压改一 冲压模 。精冲或二冲模内 字母花纹损坏报废时 ,经研磨后用 于一 冲压模 ,大大节约初压模的消
情况 。 ( ) 范 冲压 员 工 操 作 4规
2准 备 工 作 .
2I 报 废 模 具进 行 调 查 .对 对 过 去 3个 月 报废 模 具 进 行 分 析 , 计 , 统 归纳 。
慑 费模具明 细 幽
麟嘲 g嘲 蹦 l 圈
T∞
懋
赫 嬲
瓣 蝌 搿
露 | 豢 《 《 §裁 | i
职 教 与成 教
提高: 压模 具寿命的措旌 中
苏州托普信 息职业技 术 学院 陈 璧 张 文 东 陈梅 干
[ 摘 要] 本文针对工厂的报废模具进行分析 , 并给 出改善方案提 高模具的使 用寿命。 [ 关键词 ] 冲压 冲压模 具 寿命 改善
1前 言 .
目前冲压模具在各种制造业 中应用越来越广泛 ,而企业的生存和 能持续发展 的一项指标就是降低成本。冲压模具的成本在冲压产品成 本 中占很大 比例。因此 , 减少模具开发费用以提高模具 的使用寿命意义 非 常 重要 。 种惠普 打印机产 品 HP WIE — P R的外壳 , 材料 为不锈钢 , 模具 ( 工 作零件) 的寿命为 20 ~ 30件 。 30 3 0 而别家的同类产 品能打 出 9 0 0 0件。 对 此 我们 成 立 一 个 改 善 团 队 , 目的在 于提 高模 具 的使 用 寿命 , 而 降低 冲 进 压 产 品 成本 。
3工 作 展 开 .
B采用新工艺。合理润滑 , . 提高润滑质量。对待冲压料 预先浸泡润 滑油。实践证 明, 在冲不锈钢片时 , 进行润滑 的模具寿命大约是无润滑 模 具寿命 的十倍 。 另一方面对凸凹模采用表面强化处理, 使模具工作零 件“ 内柔 外 硬 ” 以提 高 耐 磨 性 , 粘 性 和 抗 疲 劳 强 度 。其 方法 : 火 后 气 , 抗 淬 相 沉积 碳 化 物 — — TcV j,C。 c改变 凹模 结构 以增强刃 口强 度 : . 见图 3 将锥形刃 口改为直壁形 , 刃口。图 b 为改善后的凹模 , 口强度高耐磨 , 刃 有效提 高模具寿命。
耗。
黼姗
渤 ■ ■ 黼
_
黝 龃 麟 ■ 嬲溯 ■ 憩 翔 ■ ■ 麟 端 ■■ 弑
凸棋掌 避梗糊 ^ 损坏
曩 _ _ ・
茸 官
职 幔摄 伤
报费墁目
图 I
调查数据见 图 1 所示 , 模具报费的主要形式有凸 , 凹模的失效。其 中有些为人为损坏等 。 2 . 2模具寿命统计方式 的确定 模 具寿 命 与 冲 压 产 品 材 质 有很 大 关 系 。 材料 的 塑性 愈 好模 具 寿命 也愈高。而不锈钢塑性较差 , 以造成模具频繁报废 。为能表达整体状 所 况, 模具寿命按月统计 , 当月产品数量 / 报费模具数 量 =模具寿命 。上 图为 3 个月期间报废状况。 23模具报废的确认 . 模具 冲压 出的产品超出产品图样 规格且 经返修仍不 能达到标 准时 定为报废 。报废时应附一产 品样 品 , 写报废记 录, 填 经质量 管理人员确 认后方可 。避免操作人员擅 自报废 。
录。
凡在冲压工序内采取改善的模具 , 有模修人员向班组推展 。 每周召开一次总结会议 , 检讨改善状况 。 经试验有效 的方法再全面 推广应用并标准化。
4 改 善措 施 .
1 0 20 0 i 0 00 0
8 0 00 6 0 00
40 0 0 Z 0 50
( ) 善模 具 制造 工 艺 。 凹模 的制造 是 用 挤 压 凸模 在 压 力机 上 挤 压 1改
图 3
5成 绩 .
经 3个月的努力 , 模具整体寿命提高 了 5 8倍 , - 现在模具寿命平均 达 1 0 0 10 0件。改善前后模具寿命对比如图 4所示。 0 ~40 1
平均寿命 ( 件)
1 0 40 0
凡是要进行改善的模具 , 先按根据生产计划选 以前 寿命低 的型号 , 制造试验模具样品, 并标 “Y”模具保养卡随同标记 。模修 人员跟踪记 S ,
一
( ) 进 热 处 理 工 艺 。 所 有 模 具 的 淬 火 均 在 真 空 热 处 理 炉 中进 行 。 2改 为得到模具材料综合机械性能淬火后应按排低温 回火处理。而所时用 的材 料 是 日本 的 S 6 KD 1材 料 , 温 回火 一 定 要 2次 才 可 且 安 排 一 次超 低 低 温 ( 10 ) 一 3 。回火 处 理 以 提 高 耐磨 性 。 () 3 修理校正模 座。棋 座特 别是上 、 两块模 垫长期使用有压 凹变 下 形, 模垫工作区甚 至超过 00 m .5 m的压痕。重新修磨下模座以保证 40 0x 4 0平面度不超 过 O0 mm。这样就避免同一模具 冲床使用都要修磨 的 0 . 2
出 的 。 挤 压 凸模 的尖 角 直 接 决定 凹模 的锐 角 , 致 凹模 没有 过 度 圆角 而 导 从 而 造 成 热 处 理后 应 力 集 中 产 生裂 纹 , 工作 时 会 崩 刃 。 以将 挤 压 凸模 所
鼢
g 瓣 l 瓣 群 鞭瓣 | 嚣 I || 措
黼
墓Ⅻ ■8 o 。
鬻 .o 0
Ⅲ
i0 0
操 作 员 工 的操 作 不 当 , 会 立 接造 成 模 具 报 废 , 且 是 人 为 成 的异 也 并 常报废。如未将 产品放人 凹模 , 或混料( 待压产 品混入个别体积大材料) 就操作机床 , 结果压力过大造成模具损坏 。甚 至个别叠料 冲压 ( 上一次 产品未取走 , 又放一产 品冲压 )造成模具 报废 。 , ( ) 新 改善 5创 技术创新 改善, 开拓模具使用寿命 的新局面 。 A. 精冲模改一冲 , 二冲压模 ; 二冲压改一 冲压模 。精冲或二冲模内 字母花纹损坏报废时 ,经研磨后用 于一 冲压模 ,大大节约初压模的消
情况 。 ( ) 范 冲压 员 工 操 作 4规
2准 备 工 作 .
2I 报 废 模 具进 行 调 查 .对 对 过 去 3个 月 报废 模 具 进 行 分 析 , 计 , 统 归纳 。
慑 费模具明 细 幽
麟嘲 g嘲 蹦 l 圈
T∞
懋
赫 嬲
瓣 蝌 搿
露 | 豢 《 《 §裁 | i