山东博兴胜利科技有限公司提盐车间风险评价报告
- 格式:doc
- 大小:114.36 KB
- 文档页数:16
制盐安全评估报告制盐是指通过将海水或地下盐水等含盐水体经过蒸发、结晶等工艺方法,将其中的水分蒸发掉,使盐分逐渐积聚浓缩,最终得到食用盐或工业盐的过程。
制盐是人们日常生活中不可或缺的一项重要活动,然而,制盐过程中存在一定的安全隐患,因此需要进行制盐安全评估,确保制盐过程的安全可靠。
首先,在制盐过程中,需要从海水或地下盐水等含盐水体中提取盐分,这就要求生产企业有充足的水源供给,并能够保证水源的质量。
在评估制盐过程的安全性时,需要对水源进行检测,并确定其是否符合制盐的要求,保证提取的盐分符合食品安全标准。
此外,制盐过程还可能产生大量的废水,因此需要确保废水的处理达到环保要求,不对周围环境造成污染。
其次,在制盐过程中,需要对提取的盐分进行蒸发、结晶等处理,这就要求生产企业有相应的生产设备和工艺流程,并能够保证其运行的安全可靠。
在评估制盐过程的安全性时,需要对生产设备进行检测,并确定是否存在安全隐患,保证设备能够稳定运行。
同时,还需要对工艺流程进行评估,确定是否存在操作风险,保证操作过程的安全可靠。
此外,在制盐过程中,还需要进行盐分的包装和运输,这就要求生产企业有相应的包装设备和运输工具,并能够保证其运行的安全可靠。
在评估制盐过程的安全性时,需要对包装设备和运输工具进行检测,并确定是否存在安全隐患,保证包装和运输过程的安全可靠。
同时,还需要对包装和运输过程中的操作规范进行评估,确定是否存在操作风险,保证操作过程的安全可靠。
最后,在制盐过程中,还需要进行产品质量检测,确保制盐产品符合食品安全标准。
在评估制盐过程的安全性时,需要对产品质量检测的方法和设备进行评估,并确定其准确性和可靠性,保证产品质量检测的结果真实可信。
同时,还需要对产品质量检测的操作规范进行评估,确定是否存在操作风险,保证操作过程的安全可靠。
综上所述,制盐安全评估报告需要对制盐过程中各个环节进行评估,确定是否存在安全隐患,并提出相应的改进措施。
山东胜利生物工程有限公司全盐量治理项目环境保护执行情况报告二零一九年九月二十六日一、企业概况山东胜利生物工程有限公司的前身是山东胜利股份有限公司的全资子公司。
2014年实现了中牧实业股份有限公司与山东胜利股份有限公司的强强联合,中牧股份占有55%的股份,胜利股份占有45%的股份。
山东胜利生物工程有限公司始建于2004年下半年,占地面积526.5亩,实际可用面积416.15亩(规划红线内面积),建有发酵车间2个,提取车间3个,预混剂车间1个,动力车间1个,污水处理站一座,质检楼一座,建筑面积4万多平米。
总投资约 4.2亿左右。
二、项目概况本项目于2018年11月委托宁夏智诚安环技术咨询有限公司对该项目编制了环境影响报告表,2018年11月22日获济宁市高新区环保分局环评批复。
主体车间由山东圣大建设集团有限公司,工艺布局由山东医药工业设计院设计、建设。
该项目厂房位于同济路118号,工程投资总额约为人民币1113.64万元,于2019年2月开工建设,在完成了各项验证、人员培训和准备工作后,于2019年9月5日进行试生产。
本项目建设在公司环保车间东侧。
2019年9月我公司委托济宁市富美环境检测检验有限公司对该项目进行项目竣工验收监测工作并进行了现场检测与调查。
依据检测结果分析及评价和环保管理检查结果,该项目废水、废气、噪声等的建设均达到设计指标,符合相关标准。
三、车间污染源及处理措施:针对审批意见,我们也采取了相应措施,具体如下:本项目按照“三同时”原则,从设计、施工到试产都十分重视并落实了环保措施。
1.废水:厂区严格落实“雨污分流”、“清污分流”及节水措施。
本项目废水包括(洗衣废水、废气处理系统排污水、地面冲洗水、真空泵排水、办公生活废水等),产生量为2000吨/年。
本项目废水和生活污水通过厂区污水管道一起进入厂区污水处理车间经过预处理+水解酸化+CASS+气浮工艺处理,处理达标后,经管网进入济宁高新区污水处理厂深度处理。
盐化工总厂XXX扩建项目职业病危害预评价报告书1. 总论1.1 中国石化XXX分公司简介1.2 项目背景1.3 评价目的贯彻落实国家相关的职业卫生法律、法规、规章。
识别、分析与评价建设项目可能产生的职业病危害因素及危害程度,保护劳动者健康及其相关权益,预防职业病发生;确定建设项目的职业病危害类别,为建设项目职业病危害分类管理提供科学依据;确定建设项目在职业病防治方面的可行性,为建设项目的设计提供必要的职业病危害防护对策和建议。
1.4 评价依据1.4.1 法律法规《中华人民共和国职业病防治法》(中华人民共和国第60号主席令)《使用有毒物品作业场所劳动保护条例》(国务院第352号令)《中华人民共和国尘肺病防治条例》(1987年12月3日国务院发布)《突发公共卫生事件应急条例》(国务院第376号令)《建设项目职业病危害分类管理办法》(卫生部第49号令)《建设项目职业病危害评价规范》(卫生部卫监发[2002]第63号)《职业病危害因素分类目录》(卫生部卫监发[2002]第63号)《职业病目录》(卫生部卫监发[2002]第108号)《高毒物品目录》(卫生部2003年6月11日发布)《职业健康监护管理办法》(卫生部令第23号)1.4.2评价规范与标准《工业企业设计卫生标准》(GBZ1-2002)《工作场所有害因素职业接触限值》(GBZ2-2002)《工业企业噪声控制设计规范》(GBJ87-85)《工业企业职工听力保护规范》(卫生部1999)《生产设备安全卫生设计总则》(GB5083-1999)《建筑采光设计标准》(GB/T50033-2001)《建筑照明设计标准》( GB 50034-2004)《采暖通风与空气调节设计规范》(GB50019-2003)《工作场所职业病危害警示标识》(GBZ158-2003)《火力发电厂劳动安全和工业卫生设计规程》(DL5053-1996)《石油化工企业卫生防护距离标准》(SH3093-1999)《工作场所空气中有毒物质监测的采样规范》(GBZ159-2004)《电离辐射防护与辐射源安全基本标准》(GB 18871-2002)《含密封源仪表的卫生防护标准》(GBZ125-2002)《密封γ放射源容器卫生防护标准》(GBZ135-2002)《使用密封放射源卫生防护标准》(GBZ114-2002)《石油化工企业职业安全卫生设计规范》(SH3047-93)《石油化工工厂初步设计内容规定》(SHSG-033-88)《中国石化重特大事件应急预案》(中国石化安[2005]651号)《石油化工企业可燃气体检测报警设计规范》(SH 3063-94)《中国石化个体防护用品配备管理规定(试行)》(中国石化安技[2006]95号)《中国石油化工集团公司安全生产监督管理制度》(中国石化安553号)[2004]《中国石油化工集团公司职业卫生技术规范》(中国石化安技92号)[2004]1.4.3基础依据1.4.3.1《XXX工程可行性研究报告》(XXXX年XX月)1.4.3.2 XXXX建设项目职业病危害预评价委托书,XXX分公司1.4.3.3项目批复件(XXX号)1.5 评价范围及内容1.5.1 评价范围1.5.2 评价内容本次评价的主要内容为:选址及总平面布置;生产工艺及设备布局;建筑物卫生学要求;职业病危害因素识别与评价;职业病防护设施;应急救援设施;个人使用的职业病防护用品;卫生辅助用室;职业卫生管理;职业卫生专项经费概算等。
****电化有限公司风险分析报告一背景描述***电化有限公司(以下简称***)为氯酸盐生产企业,位****区,是***政府重点招商引资企业之一,属民营股份制企业。
**电化始建2005年10月,一期工程序6000t/a高氯酸钾生产装置2006年4月投产;二期工程5000t/a氯酸钾生产装置2006年12月投产。
其中氯酸钾为高氯酸钾的配套中间产品,根据市场需求,氯酸钾也可作为最终产品出售。
三鑫电化占地面积15224.9M2,建筑面积6000m2,注册资金50万元,工程总投资2000万元。
公司现有员工41人,技术力量强,主要技术人员均是有十年以上氯酸盐行业的生产管理,设备加工及研究的经验,是一支具有技术素质高,职业素养好的队伍。
氯酸钾potassium chlorate KCLO3:主要用于火柴、焰火、冶金、医药行业中的氧化剂及制造及他高氯酸盐等.高氯酸钾potassium perchlorate KCLO4:主要用于制造烟花爆竹、安火柴、炸药、气象火箭、民用引煤、氧化剂等.2风险评估2.1 本质特征(生产工艺)汝城县三鑫电化有限公司利用工业食盐、氯化钾作主要原料,采用二次电解、二次复分解的方法生产氯酸钾和高氯酸钾。
工艺流程简述如下:1、化盐将工业食盐加水搅拌,配成饱和溶液,配好的溶液转移进入精制、除杂工序。
2、精制、除杂向配好的食盐水中加入NaOH、Na2CO3以除掉盐水中的Ca2+、Mg2+等杂质,除杂后的食盐水进入一次电解工序;沉淀下来的杂质量很少,主要含Ca2+、Mg2+等成份,过滤压干后堆存在厂内渣库。
化学反应方程式如下:Ca2++CO32-=CaCO3↓Mg2++2OH—=Mg(OH)2↓3、一次电解将精制除杂后的食盐水用HCl中和过量碱,调pH6~7,并加Na2Cr2O7(约1.0g/l)配成电解液。
配好的电解液含NaCl300~320g/1,以石墨为阳极,以铁板作阴极,极间距离2~4mm,于85~90℃通电电解,得含NaClO3约400g/1的溶液即电解完成。
XXX有限公司职业病风险评估报告编制:审核:批准:XXX有限公司2017年07月一、编制目的为减少甚至避免公司员工受到作业场所职业病危害因素的影响,尽可能杜绝职业病发生,在对公司作业场所存在的职业病危害因素全面辨识和检测的基础上,综合考虑风险分类、危害因素的危害性、暴露强度、接触时间、接触人数、防护水平、健康效应、管理措施等因素,通过合适的风险模型,进行风险评估分级,并据此有针对性地采取相应的管控措施,特制定本体系文件。
二、适用范围本体系文件适用于公司生产车间和部门的职业病危害风险识别以及分级管控。
三、编制依据《中华人民共和国职业病防治法》(主席令第52号)《工作场所职业卫生监督管理规定》(国家安监总局令第47号)《国家安全监管总局关于公布建设项目职业病危害风险分类管理目录(2012年版)的通知》(安监总安健〔2012〕73号)《山东省用人单位职业卫生基础建设活动实施方案的通知》(鲁安监发〔2013〕76号)《工作场所职业病危害作业分级第一部分:生产性粉尘》(GBZ/《工作场所职业病危害作业分级第二部分:化学物》(GBZ/T《工作场所职业病危害作业分级第三部分:高温》(GBZ/T《工作场所职业病危害作业分级第四部分:噪声》(GBZ/T《职业性接触毒物危害分级》(GBZ230-2010)《工作场所物理因素测量第10部分:体力劳动强度分级》(GBZ/T )《用人单位职业病危害风险分级管控体系建设指导手册》(鲁安监发〔2016〕46号)《用人单位职业病危害风险分级管控体系细则》(DB37/T 2973—2017)《华润三九(临清)药业有限公司工作场所职业病危害因素检测报告》四、工作流程(一)基础资料准备通过工程分析和职业卫生调查,辨识工作场所存在的职业病危害因素并对其浓度(或强度)进行测定(或测量)或搜集有效的检测数据。
(二)作业岗位职业病危害作业分级根据职业病危害因素的危害特性、接触时间、检测结果和作业工人的体力劳动强度进行接触职业病危害作业分级。
风险评估报告1科技有限公司提盐车间2015年2月1、目的为了规范车间风险管理,识别和评价作业过程中危险有害因素,消除和减少安全事故的发生,降低安全风险,2达到事前预防的目的。
2、范围提盐车间的整个生产运行管理(脱硫废液的接收、自滤、脱色、蒸发、硫代结晶及分离、硫氰结晶与离心机分离。
3、评价依据《中华人民共和国安全生产法》;《中华人民共和国消防法》;《建筑设计防火规范》;建筑灭火器配置设计规范》;《其他相关法律、法规和标准;本公司的安全管理制度、标准和技术标准。
4、风险评价程序和评价方法4.1风险评价程序见下表:组成评价小组收集资料、现场检查事故类型危害辨识34.2风险评价方法风险评价是对事故发生的可能性以及事故后果的严重程度进行评价,常用的方法有:工作危害分析(JHA)、安全检查表分析(SCL)、预危险性分析(PHA)、危险与可操作性分析(HAZOP)、失效模式与影响分析(FMEA)、事件树分析(ETA)、事故树分析(FTA)、作业条件危险性评价(LEC)等。
根据车间实际情况,风险评价小组主要选择工作危害分析法(JHA)进行风险评价,同时选择 JHA评价方法确4定风险等级。
提盐车间生产风险评价小组姓名职务签字评价组组长副总工成员副主任甲班班长乙班班长丙班班长化验员化验员4.2.1安全检查表分析法:安全检查表分析法是一种经验的分析方法,是分析人员针对分析的对象列出一些项目,识别与一般工艺设备和操作有关已知类型的危害、设计缺陷以及事故隐患,查出各层次的不安全因素,然后确5定检查项目。
再以提问的方式把检查项目按系统的组成顺序编制成表,以便进行检查或评审。
安全检查表分析可用于对物质、设备、工艺、作业场所或操作规程的分析。
4.2.2工作危害分析法:从作业活动清单选定一项作业活动,将作业活动分解为若干个相连的工作步骤,识别每个工作步骤的潜在危害因素,然后通过风险评价,判定风险等级,制定控制措施。
该方法是针对作业活动而进行的评价。
生产安全事故风险评估报告完整版生产安全事故风险评估报告编制原则:编制生产安全事故风险评估报告必须遵循法律、法规和标准的要求。
评估报告应采用科学的评估方法进行分析与评估。
风险评估内容应与公司实际结合,内容准确。
风险评估应对公司可能发生的各种可能引发的生产安全事故类型进行全面分析。
编制依据:1.《中华人民共和国安全生产法》;2.《中华人民共和国突发事件应对法》;3.《中华人民共和国职业病防治法》;4.《中华人民共和国消防法》;5.《中华人民共和国劳动法》;6.《中华人民共和国环境保护法》;7.《中华人民共和国防震减灾法(修订)》;8.《中华人民共和国特种设备安全法》;9.《生产安全事故报告和调查处理条例》;10.《生产安全事故信息报告和处置办法》;11.《生产经营单位生产安全事故应急救援预案编制导则》;12.《生产安全事故应急预案管理办法》;13.《国务院办公厅关于印发的通知》;14.《XXX关于进一步加强生产安全事故应急处置工作的通知》;15.《危险化学品重大危险源辨识》;16.《生产安全事故应急演练指南》;17.《生产安全事故应急演练评估规范》。
以上依据为编制生产安全事故风险评估报告的基础,对公司可能发生的各种生产安全事故类型进行全面分析,采用科学的方法进行分析和评估,确保评估内容准确且符合法律、法规和标准的要求。
18.《企业职业伤亡事故分类标准》(GB6441-1986)19.《危险化学品安全管理条例》(国务院令第645号,2013年12月7日)21.《山东省生产安全事故应急预案管理办法实施细则》(2009年12月4日)22.《山东省安全生产条例》(2017年5月1日实施)23.《青岛市安全生产条例》(2010年1月1日起施行)24.《山东省生产安全事故应急预案管理办法实施细则(试行)》(鲁安监发[2009]124号)25.《青岛市生产安全事故应急预案管理办法》(青安监规〔2018〕2号)26.《青岛西海岸新区突发事故总体应急预案》(青西新管发〔2017〕22号)27.《青岛西海岸新区处置火灾事故应急预案》(青西新管发〔2014〕37号)28.《危险化学品生产安全事故应急预案》(青西新管办字〔2017〕11号)公司成立了风险评估和预案编制小组,由公司总经理、制造部、安全卫生教育部等各部门负责人组成。
安全生产风险评价报告安全生产风险评价报告为了确保企业安全生产工作的正常运行,减少事故的发生和损失,需要对各项工作进行风险评价,及时制定相应的预防措施和应急预案。
本报告将对某企业的风险评价情况进行综合分析和总结,希望对企业的安全生产工作提供有益的参考。
1. 评价方法本次风险评价采用了定性和定量相结合的方法,通过对企业各项工作的现状、操作流程、人员情况等进行系统性调查和分析,结合历史记录和相关统计数据,并参考相关法规和标准,综合评估了各项工作存在的风险程度。
2. 风险评估结果通过风险评估,我们发现企业存在以下主要风险:(1) 设备故障和维修不及时风险:由于设备老化和维修不及时,导致设备故障的概率增加,进而增加人员受伤和物质损失的风险。
(2) 用电安全风险:企业电气设备使用不规范,电线老化,电缆敷设不当等问题,存在电火灾和电击危险的风险。
(3) 化学品泄漏和储存风险:企业使用的化学品储存管理措施不完善,存在泄露、泄漏的风险,影响员工的健康和环境的安全。
(4) 人员操作不当风险:部分员工缺乏必要的操作技能和安全意识,存在操作不当引起事故的风险。
3. 对策和建议为了降低风险,保障企业的安全生产,我们提出以下建议:(1) 加强设备维护管理,制定设备维修计划和检修制度,确保设备的正常运行,减少故障和事故的发生。
(2) 加强用电安全管理,修复老化的电线设备,制定用电操作规范,提高员工的用电安全意识。
(3) 完善化学品储存管理,修复泄露设施,加强化学品储存区的安全监管,制定应急预案。
(4) 加强员工培训,提高员工的操作技能和安全意识,加强对操作不当的监督和纠正。
4. 总结通过本次的风险评价,我们清楚地认识到企业在安全生产方面存在的风险和隐患。
只有通过加强管理和制定相应的预防措施,才能有效降低风险,保证企业的安全生产工作得到有序进行。
我们希望企业能积极采纳本报告的建议,切实加强安全生产管理,不断提升安全意识,确保生产过程中的安全和稳定。
******化工有限公司事故风险评估报告编制: ******审核: ******批准: ******编制日期:201*年 1月21日事故风险评估报告一、评估目的根据公司实际生产经营情况,查找现实存在的事故风险,针对这些风险采取切实可行的事故防控措施,并为公司事故应急预案的编制提供依据。
二、评估范围公司项目建设及生产经营全过程。
三、评估依据1《生产安全事故应急预案管理办法》(安全监管总局令第88号令)2《中华人民共和国突发事件应对法》(2007年11月1日起施行)3《生产安全事故报告和调查处理条例》(国务院令第493号)4《生产经营单位生产安全事故应急预案编制导则》(GB/T29639-2013)5关于做好《生产经营单位生产安全事故应急预案编制导则》实施工作的通知(鲁安监函字〔2013〕183号);6《生产经营单位生产安全事故应急预案评审指南(试行)》(安监总厅应急[2009]73号)7《山东省生产安全事故报告和调查处理办法》(山东省人民政府第236号令)8《山东省<生产安全事故应预案管理办法>实施细则(试行)》(鲁安监发[2009]124号)9《建筑设计防火规范》(GB50016-2014);10《建筑灭火器配置设计规范》(GB50140-2005);11《企业职工伤亡事故分类》(GB6441-1986);四、评估人员公司生产安全事故应急预案编制小组根据公司实际情况,成立了以公司总经理为组长,工程技术人员和安全管理人员为组员的应急预案编制小组,为我公司安全生产应急救援工作提供了有力的技术支持和专业指导。
总指挥:******副指挥:******指挥部成员:各部门负责人及工程技术人员和安全管理人员五、评估过程㈠生产过程工艺和设备的危险有害因素分析根据公司原料、产物及生产设工艺特点,确定存在主要事故类型有:火灾、爆炸、触电伤害、机械伤害、物体打击、车辆伤害、灼烫、高处坠落伤害等。
1.火灾、爆炸生产车间内有反应釜,车间外部有***醇储罐、LNG罐等,易燃物较多。
盐渍加工企业专项检查报告1.引言1.1 概述概述盐渍加工企业是我国重要的食品加工行业之一,其产品广泛应用于食品、化工、冶金等众多领域。
由于盐渍加工企业涉及食品生产,其产品质量与安全对公众健康具有重要影响,因此加强对盐渍加工企业的监督和检查工作至关重要。
本次专项检查旨在全面了解盐渍加工企业的生产、管理情况,发现存在的问题和隐患,提出建议与改进措施,以确保企业生产经营活动符合相关法律法规要求,保障产品质量和食品安全。
1.2 文章结构文章结构部分的内容应该包括对全文内容的概括和组织,指出本报告的主要结构和内容安排,包括引言、正文和结论部分,并指出各部分的主要内容和意义。
例如可以写道:本报告主要包括引言、正文和结论三个部分。
引言部分将介绍盐渍加工企业的概况和本次专项检查的目的;正文部分将详细描述盐渍加工企业的概况、专项检查范围以及检查发现与问题;结论部分将总结检查结果,并提出建议与改进措施,展望未来的发展方向。
通过本报告,我们旨在全面了解盐渍加工企业的运营情况,发现问题并提出改进措施,促进企业的健康发展。
1.3 目的:本次盐渍加工企业专项检查的目的在于全面了解盐渍加工企业的生产经营状况,发现存在的安全隐患和违规行为,提出建议和改进措施,促进盐渍加工企业规范生产经营,确保产品质量和消费者的食品安全,维护行业良好秩序。
同时,通过专项检查,提升监管部门的监督能力,加强对盐渍加工企业的监管力度,推动行业健康发展。
2.正文2.1 盐渍加工企业概况盐渍加工企业是指利用盐进行腌制、熏制等加工方法,对食品进行加工制作的企业。
盐渍加工是一种传统的食品加工方式,在食品贮藏和保鲜方面具有重要意义。
盐渍加工不仅可以改变食品的口感和风味,还可以延长食品的保质期,提高食品的品质。
盐渍加工企业通常生产的产品包括腌制蔬菜、腌制鱼类产品、熏制肉类产品等。
盐渍加工企业的规模大小不一,有的是小型家庭作坊,有的是大型工厂企业,生产规模和技术水平各不相同。
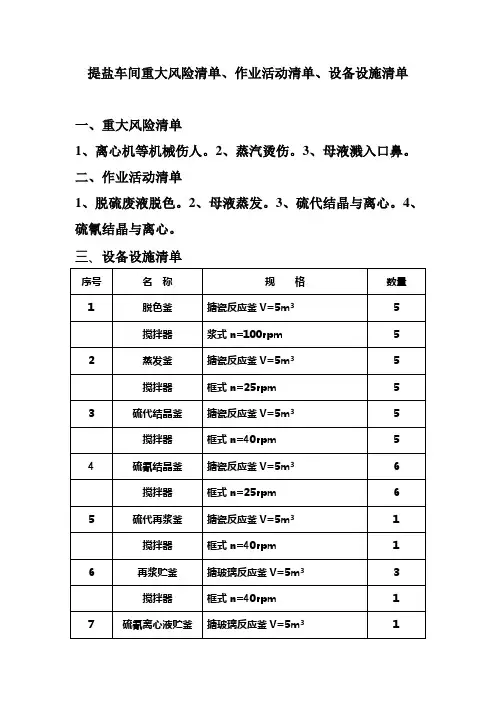
提盐车间重大风险清单、作业活动清单、设备设施清单一、重大风险清单1、离心机等机械伤人。
2、蒸汽烫伤。
3、母液溅入口鼻。
二、作业活动清单1、脱硫废液脱色。
2、母液蒸发。
3、硫代结晶与离心。
4、硫氰结晶与离心。
三、设备设施清单序号名称规格数量1 脱色釜搪瓷反应釜V=5m3 5搅拌器浆式n=100rpm 52 蒸发釜搪瓷反应釜V=5m3 5搅拌器框式n=25rpm 53 硫代结晶釜搪瓷反应釜V=5m3 5搅拌器框式n=40rpm 54 硫氰结晶釜搪瓷反应釜V=5m3 6搅拌器框式n=25rpm 65 硫代再浆釜搪瓷反应釜V=5m3 1搅拌器框式n=40rpm 16 再浆贮釜搪玻璃反应釜V=5m3 3搅拌器框式n=40rpm 17 硫氰离心液贮釜搪玻璃反应釜V=5m3 1搅拌器框式n=40rpm 18 洗液釜搪瓷反应釜V=1m3 1搅拌器框式n=40rpm 19 过滤器选型1010 离心机SS1000三足式6(废弃)11 脱硫原液泵耐腐蚀不锈钢泵 4电机N= KW n= r/min 4 12 返液泵耐腐蚀不锈钢泵 2电机N= KW n= r/min 213 脱硫原液贮槽立式 V=40m3 114 脱色母液贮槽立式 V=40m3 215 冷凝液溢流槽卧式 V=5m3 116 脱色冷凝器搪瓷片式F=50m2 517 蒸发冷凝器列管式F=100m3 518 蒸发真空设备真空度P>740mmHG 619 输送真空设备真空度>740mmHG 820 原料贮槽V=40m3 221 全自动离心机LGZ1250 1。
风险评估报告山东博兴胜利科技有限公司提盐车间2015年2月1、目的为了规范车间风险管理,识别和评价作业过程中危险有害因素,消除和减少安全事故的发生,降低安全风险,达到事前预防的目的。
2、范围提盐车间的整个生产运行管理(脱硫废液的接收、自滤、脱色、蒸发、硫代结晶及分离、硫氰结晶与离心机分离。
3、评价依据《中华人民共和国安全生产法》;《中华人民共和国消防法》;《建筑设计防火规范》;建筑灭火器配置设计规范》;《其他相关法律、法规和标准;本公司的安全管理制度、标准和技术标准。
4、风险评价程序和评价方法4.1风险评价程序见下表:组成评价小组收集资料、现场检查事故类型危害辨识影响因素、事故机制4.2风险评价方法风险评价是对事故发生的可能性以及事故后果的严重程度进行评价,常用的方法有:工作危害分析(JHA)、安全检查表分析(SCL)、预危险性分析(PHA)、危险与可操作性分析(HAZOP)、失效模式与影响分析(FMEA)、事件树分析(ETA)、事故树分析(FTA)、作业条件危险性评价(LEC)等。
根据车间实际情况,风险评价小组主要选择工作危害分析法(JHA)进行风险评价,同时选择 JHA评价方法确定风险等级。
提盐车间生产风险评价小组姓名职务签字评价组组长李明山副总工成员孟祥卫副主任王卫东甲班班长李爱国乙班班长李涛丙班班长于美娜化验员高小娟化验员4.2.1安全检查表分析法:安全检查表分析法是一种经验的分析方法,是分析人员针对分析的对象列出一些项目,识别与一般工艺设备和操作有关已知类型的危害、设计缺陷以及事故隐患,查出各层次的不安全因素,然后确定检查项目。
再以提问的方式把检查项目按系统的组成顺序编制成表,以便进行检查或评审。
安全检查表分析可用于对物质、设备、工艺、作业场所或操作规程的分析。
4.2.2工作危害分析法:从作业活动清单选定一项作业活动,将作业活动分解为若干个相连的工作步骤,识别每个工作步骤的潜在危害因素,然后通过风险评价,判定风险等级,制定控制措施。
该方法是针对作业活动而进行的评价。
4.3确定风险等级风险等级依据评价准则确定,其风险度(R)等于事件发生的可能性(L)和后果的严重性(S)的乘积。
计算方法为:R=L×S4.4事件发生的可能性准则按表1确定。
表事件发生的可能性(L)判断准则等级标准5 现场没有采取防范、监测、保护、控制措施;或危害的发生不能被发现(没有监测系统);或经常发生此类事故或事件。
4 现场没有检测系统,或有控制措施,但未有效执行或控制措施不当;危害的发生不容易被发现,或在预期情况下发生。
3 没有保护措施(如没有保护装置、没有个人防护用品等);或未严格按操作程序执行;或危害的发生容易被发现(现场有监测系统);或过去曾发生过类似事故或事件;或在异常情况下发生过类似事故或事件。
2 定期进行监测,危害一旦发生能及时发现;或现场有防范控制措施,并能有效执行,或过去偶尔发生危险事故或事件。
1 有充分、有效的防范、控制、监测、保护措施,或员工安全卫生意识强,严格执行操作规程。
极不可能发生事故或事件。
4.5事件发生后果的严重性准则按表2确定。
表2 事件后果的严重性(S)判断准则等级法律法规及其他要求人员伤害程度财产损失/万元停工范围社会影响5 违反法律法规和标准死亡>60 整个系统或设备国内4 潜在违反法律法规和标准丧失劳动能力>25 2套装置或设备省、市内3 不符合上级或行业的安全方针、制度、规定等截肢、骨折、听力丧失、慢性病>101套装置或设备行业或地区2 不符合公司的安全操作规程、规定轻微受伤或间歇不舒服<10 受影响不大公司及周边1 完全符合无伤亡无损失没有没有影响4.6风险的等级判定准则按表3确定。
表3 风险等级(R)判定准则和控制措施风险度风险等级应采取的控制措施实施期限20-25 重大在采取措施降低危害前,不能继续作业,对改进措施进行评估立即整改15-16 较大采取紧急措施降低风险,建立运行控制程序,定期检查、测量及评估立即或限期整改9-12 中等可考虑建立目标、建立操作规程,加强培训及沟通限期整改4-8 较轻可考虑完善操作规程、作业指导书,定期检查隐患部门整改轻微无需采用控制措施,但需保存记录,并引起注意5、危险性分析5.1物料危险性分析本车间主要利用化产车间脱硫废液为原料,生产纯度为96%以上硫氰酸铵与硫代硫酸铵杂盐,硫氰酸铵外售,硫代杂盐暂无销路,提盐后的清液回化产脱硫系统。
主要存在脱硫废液的脱色、蒸发、硫代结晶与分离,硫氰结晶与分离四个过程生产活动的物料、设备、操作危险特性分析1.1 危险有害物料本身存在的危险性分述如下:硫氰酸铵产品性能介绍:分子式:NH4SCN性质:无色单斜晶系片状或柱状结晶,有光泽。
密度1.306g/cm3。
熔点149.6℃。
易溶于水、乙醇、液氨、丙酮、吡啶和液体二氧化硫中。
溶于水时呈吸热反应。
大鼠急性经口LD50800mg/kg。
遇铁盐生成血红色的硫氰化铁,与亚铁盐不反应。
在日光作用下溶液呈红色。
加热至140℃左右时形成硫脲。
170℃时分解为氨、二硫化碳和硫化氢。
易潮解,应密封储存。
由二硫化碳和液氨在加压下反应制得。
或由焦化脱硫废液提取精制而得。
用作染料、有机合成的聚合催化剂。
用于农药除草及脱叶剂、抗生素的分离,分析试剂等。
也是制造氰化物,亚铁氰化物和硫脲的原料。
还用作印染扩散剂、制取双氧水的辅助原料。
质量指标序号项目名称指标值1 含量≥98%2 外观白色结晶3 硫代硫酸铵≤0.05%4 PH值 4.5-65 重金属(以铅计) ≤0.002%6 铁(Fe) ≤0.001%7 硫化物(以硫计) ≤0.025%8 氯化物≤0.2%包装:25kg塑编袋.从硫氰酸铵物料性质来看不属于危化产品,但有一定毒性。
5.2脱硫废液脱色过程的危险性分析脱硫废液经过自滤槽过滤到地下槽,经加压泵送入5m³脱色釜进行脱色操作,进行升温至98°C,保温2小时,因设备问题、操作不当、操作人员未按规程操作要求佩戴劳动用品造成伤害,此过程的危险分析如下:1、脱硫废液溢流。
2、氨气使人中毒或窒息。
3、活性炭吸入口鼻。
5.3母液进行蒸发过程的危险性分析,因设备问题、操作不当、操作人员未按规程操作要求佩戴劳动用品造成伤害如下:1、蒸汽烫伤。
2、母液烫伤。
3、母液溅入眼睛。
5.3硫代结晶与离心过程的危险性分析,因离心机故障、操作不当、操作人员未按规程操作要求佩戴劳动用品造成伤害如下:1、机械造成的人身伤害。
2、物料溅入口鼻。
3、蒸汽烫伤。
5.4硫氰结晶与离心过程的危险性分析,因离心机故障、操作不当、操作人员未按规程操作要求佩戴劳动用品造成伤害如下:1、机械造成的人身伤害。
2、物料溅入口鼻。
3、蒸汽烫伤。
5.5环境污染生产过程中滤布清洗水乱排放,有毒物品氨气的挥发,均会对环境产生污染。
6、风险评价6.1生产过程风险评价序号工作步骤危害控制措施1 脱硫废液接收人员受氨气中毒、环境污染佩戴劳动防护用品、设备维护和保养,设备检查、加强人员巡检2 脱硫废液脱色人员中毒与窒息、造成肺部尘吸设备维护、设备检查、强制通风、加强人员操作、佩戴劳动防护用品3 母液的蒸发蒸汽烫伤、人员受伤、环境污染防设备维护、设备检查、佩戴劳动防护用品4 硫代结晶与离心人员受伤、设备损坏防爆电器、设备维护、设备检查、设备维护保养、佩戴劳动保护用品、使用专用夹具,持证上岗。
5 硫氰结晶与离心人员受伤、财产损失、防爆电器、安全检查、执行全自动离心机操作规程6.2设备风险评价序号设备名称危害控制措施1 母液储罐泄露、冒槽、设备损坏、人员伤亡1日常检查2使用有资质厂家合格产品3佩戴劳动防护用品2 离心泵设备损坏、触电、噪声、磨损电机、人员受伤1日常检查2使用有资质厂家合格产品3请有资质的机构检查4佩戴劳动防护用品3 反应釜烫伤、触电、设备损坏、人员受伤1日常检查2使用有资质厂家合格产品3请有资质的设备生产厂家4佩戴劳动防护用品4 PD-1000离心机设备损坏、人员受伤1日常检查2使用有资质厂家合格产品3按操作规程进行4佩戴劳动防护用品5全自动LGZ1250离心机设备损坏、人员受伤1日常检查2使用有资质厂家合格产品3按照操作规程进行操作4佩戴劳动防护用品5 “8S”现场管理6.生产过程风险评价危害识别及风险评价(JHA)记录表单位:提盐车间工作岗位:提盐工工作任务:脱色、蒸发、温控分析人员:于美娜审核人:李明山日期:2015.2.27 编号:SLTY-001序号工作步骤危害或潜在事件主要后果偏差发生频率管理措施员工胜任程度安全设施可能性(L)严重性(S)风险度(R)建议改正/控制措施1 作业前准备劳保穿戴不全皮外伤偶尔有严格执行胜任 2 2 4 加强管理、培训2 脱色蒸发温控操作不确认环境皮外伤偶尔有严格执行胜任 2 2 4 加强管理、培训蒸汽泄漏烫伤偶尔有严格执行胜任 2 2 4 加强管理氨气泄漏中毒/窒息极不可能有严格执行高度胜任 1 2 2 加强管理危害识别及风险评价(JHA)记录表单位:提盐车间工作岗位:离心工工作任务:硫代与硫氰分离分析人员:于美娜审核人:李明山日期:2015.2.27 编号:SLTY-002序号工作步骤危害或潜在事件主要后果偏差发生频率管理措施员工胜任程度安全设施可能性(L)严重性(S)风险度(R)建议改正/控制措施1 现场操作没有检修安全措施人员伤亡极不可能有严格执行高度胜任 12 2 加强管理未按规程操作人员伤亡极不可能有严格执行高度胜任 1 2 2 加强管理7风险评价结果序号项目名称风险等级备注1脱色、蒸发、温控较轻2 离心过程轻微通过风险分析评价,本车间的风险等级为较轻和轻微和完全可接受水平,不存在重大危险源。