全自动陶瓷插芯压接机
- 格式:docx
- 大小:17.22 KB
- 文档页数:1
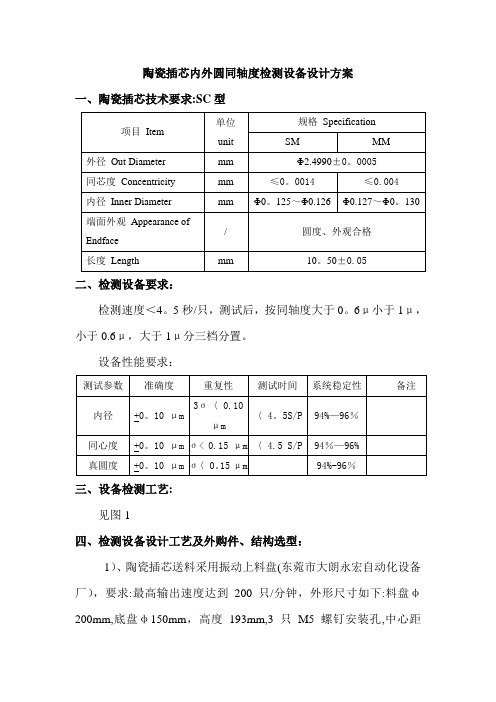
陶瓷插芯内外圆同轴度检测设备设计方案一、陶瓷插芯技术要求:SC型二、检测设备要求:检测速度<4。
5秒/只,测试后,按同轴度大于0。
6μ小于1μ,小于0.6μ,大于1μ分三档分置。
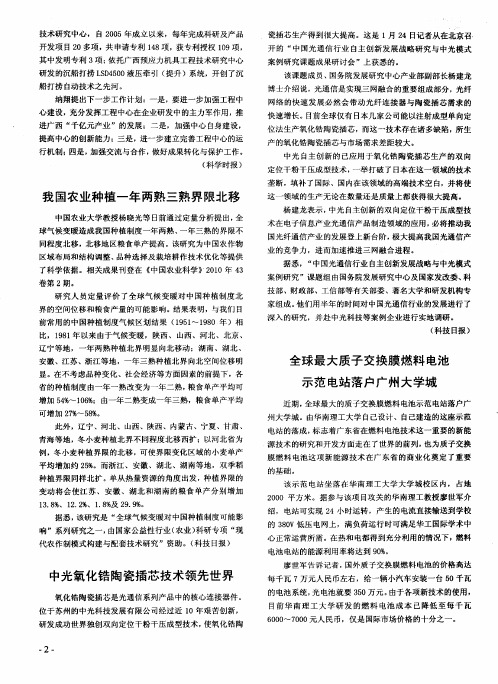
设备性能要求:三、设备检测工艺:见图1四、检测设备设计工艺及外购件、结构选型:1)、陶瓷插芯送料采用振动上料盘(东菀市大朗永宏自动化设备厂),要求:最高输出速度达到200只/分钟,外形尺寸如下:料盘φ200mm,底盘φ150mm,高度193mm,3只M5螺钉安装孔,中心距160mm可调.插芯输送管采用10—TH0604N无色半透明FEP氟素树脂洁净管2)、光电开关控制送料间隙光电开关怎样控制送料3)、插芯进入辨向装置,由两组光纤头分别进行插芯轴向辨向和插芯旋转定位的确认,陶瓷插芯的方向,由辩向装置下端光纤反射确定,发信给旋转装置。
插芯的旋转装置有MSQB10A—M9N齿轮齿条式摆台(最大摆动角度190°摆动速度控制在0。
25s/90°)与机械转向结构组成,1、两组光纤如何装配(看图)2、不知道有什么型号的光纤可以识别插芯的方向3、不知道有那种气缸可以控制插芯正负旋转4)、送料采用气动送料,由气缸CDJB10—125AR—M9B完成5)、采用转盘卧式,多工位循环检测机构,伺服电机控制循环转角工位,采用Y200RA200(北京江云光电科技有限公司)旋转台,由转盘与转台连接,需要使用手册(厂家提供)6)、转盘采用自制结构,转盘转速为6s/转,转盘采用六个工位,60°均分,分别有V型块,压球,轴向定位机构,气动顶出装置组成:1、V型块斜面分别有四颗红宝石垫头嵌入,环氧胶固定,2、压球部件由MXH6-15气动滑台控制,上压球采用红宝石球压紧,3、陶瓷插芯进入V型块后,侧面气缸CU6—15D-M9N(A)顶出,压力传感器对陶瓷插芯进行轴向定位,轴向定位后,MXH6—15滑台下行,压紧插芯,原理陈述:陶瓷插芯由送料装置进入V型块,轴向定位由压力传感器控制,开关发信给气缸MXH6-15电磁控制阀,滑台下压,使红宝石球端面压紧陶瓷插芯7)相机检测:相机可调式安装,测量控制时间1件/0。

陶瓷插芯生产工艺
陶瓷插芯是一种常见的电子元件,广泛应用于各种电器产品中。
下面将对陶瓷插芯的生产工艺进行介绍。
陶瓷插芯的生产工艺主要包括原料准备、成型、烧结、加工和质检五个环节。
首先是原料准备。
陶瓷插芯的主要原料有氧化铝、氧化钡和氧化锆等,按一定比例进行混合。
这些原料要经过筛分、研磨、混合等处理,以保证原料的均匀性和纯度。
然后是成型。
原料混合后,需要进行成型。
常用的成型工艺有注塑成型和压制成型两种。
注塑成型是将原料加热熔化后,注入到模具中,通过冷却凝固得到产品。
压制成型则是将原料放置在压制机中,通过机械压力使其成型。
接着是烧结。
成型后的陶瓷插芯需要进行烧结,即将成型的产品放入炉中进行高温处理。
烧结过程中,产品中的氧化物颗粒相互融合,形成坚固的结构。
烧结温度和时间的控制对产品质量起着重要的影响。
加工是生产工艺中的重要环节之一。
通过加工可以对产品进行修整和加工加工加工加工和裀处理,使其形状和尺寸达到要求。
常见的加工工艺有抛光、加工等。
最后是质检。
质检是保证产品质量的关键环节。
对于陶瓷插芯而言,主要检查产品的外观、尺寸和功能等方面。
只有通过严
格的质检,才能保证产品的可靠性和稳定性。
总的来说,陶瓷插芯的生产工艺包括原料准备、成型、烧结、加工和质检五个环节。
各个环节的控制和协调对产品的质量起着至关重要的作用。
随着科技的不断发展,陶瓷插芯的生产工艺也在不断创新和改进,以适应不断变化的市场需求。


《光纤连接器检验技术标准》一、外观检验:二、组装性能:2.1插芯:突出长度正常,弹性良好,有明显倒角,表面无任何脏污、缺陷及其他不良。
2.2散件:各散件与适配器之间配合良好,无松脱现象,机械性能良好,有良好的活动性,表面无任何脏污、缺陷、破损、裂痕,颜色与产品要求相符,同批次产品无色差。
2.3压接:对光缆外皮及凯夫拉线的压接固定要牢固,压接金属件具有规则的压痕,无破损、弯曲,挤压光缆等不良。
三、端面标准:根据附录1《光纤连接器端面检验规范》检验。
四、插损、回损技术标准:五、端面几何形状(3D)标准:六、合格品标识:合格产品标识包括:出厂编号(每个产品对应唯一的出厂编号,由生产任务计划号加流水号组成)、型号规格、条码标签(根据客户要求可选)、产品说明书(根据客户要求可选)、3D 报告(根据客户要求可选)、环保标识(根据客户要求可选)、插/回损测试数据等。
七、产品包装:7.1产品基本包装是:将光纤连接器盘绕成15-18cm直径的圈,连接头两端用扎带固定于线圈的对称中部,根据产品的不同型号扎紧方式有“8”和“1”字型扎法,以不松脱为原则,不能在光缆上勒出痕迹,0.9光缆使用蛇形管绑扎。
特殊型号产品可根据相应《包装作业指导书》进行操作。
将绑扎好的连接器头朝下放入对应已贴好标识的包装袋中封好袋口,并将包装袋中的空气尽量排除但不能将连接器挤压变形。
7.2基本包装完成后以整数为单位装入包装箱内,包装箱内部用卡板或气泡袋或珍珠棉或其他防挤压保护辅料隔开,特殊型号产品可根据相应《包装作业指导书》进行操作。
包装箱外贴上装箱清单和其他产品标识后封箱打包并放置到指定成品区。
八、各零部件技术标准:8.1插芯:8.1.1产品符合以下标准:YDT 1198-2002 《光纤活动连接器插针体技术要求》Telcordia GR-326-CORE8.1.2详细技术要求见附录2《常规插芯技术标准》。
8.2光纤/光缆:8.2.1产品符合以下标准:YDT 1258.1-2003 《室内光缆系列第一部分总则》YDT 1258.2-2003 《室内光缆系列第二部分单芯光缆》YDT 1258.3-2003 《室内光缆系列第三部分双芯光缆》YDT 1258.4-2005 《室内光缆系列第四部分多芯光缆》YDT 1258.5-2005 《室内光缆系列第五部分光纤带光缆》YDT 1258.3-2009 《室内光缆系列第3部分:房屋布线用单芯和双芯光缆》YDT 908-2000 《光缆型号命名方法》8.2.2性能、尺寸、材质、颜色、环保等符合国家相关行业标准。

陶瓷插芯生产工艺
陶瓷插芯是电子设备中重要的组成部分,其生产工艺主要包括原料准备、成型、烧结和修整四个步骤。
首先是原料准备。
陶瓷插芯通常由高纯度的氧化铝和氧化锆两种材料制成。
在生产过程中,这两种原料需要经过细磨、筛分和搅拌等处理,以确保其粒径均匀、稳定,并达到所需的物理和化学性能。
接下来是成型。
成型是将原料制成所需形状的过程。
常见的成型方法有注塑成型和挤出成型两种。
注塑成型是将熔融的陶瓷原料注入模具中,并通过加压使其充分填充模具空间,待冷却后得到成型的插芯。
挤出成型是将陶瓷原料通过旋转螺杆加热并挤出模具,形成连续的陶瓷棒,然后通过切割得到所需长度的插芯。
第三步是烧结。
烧结是将成型的陶瓷插芯置于高温炉中加热,使其在高温下发生结晶和烧结反应,从而增加其致密度和硬度。
烧结温度和时间需要根据所用材料的类型和性质进行调控,以确保插芯的高强度和高耐热性。
最后是修整。
修整是对烧结后的陶瓷插芯进行切割、打磨和磨抛等加工,以获得所需的尺寸和光洁度。
在修整过程中,需要使用精度高的设备和工具,以保证插芯的质量和精度要求。
总的来说,陶瓷插芯的生产工艺需要经过原料准备、成型、烧结和修整四个步骤。
这些步骤需要精确的控制和优质的材料,
以确保插芯的功能性和耐用性。
随着科技的进步,陶瓷插芯的生产工艺也得到了不断的改进和创新,以满足不断增长的市场需求。
《光纤连接器检验技术标准》一、外观检验:二、组装性能:2.1插芯:突出长度正常,弹性良好,有明显倒角,表面无任何脏污、缺陷及其他不良。
2.2散件:各散件与适配器之间配合良好,无松脱现象,机械性能良好,有良好的活动性,表面无任何脏污、缺陷、破损、裂痕,颜色与产品要求相符,同批次产品无色差。
2.3压接:对光缆外皮及凯夫拉线的压接固定要牢固,压接金属件具有规则的压痕,无破损、弯曲,挤压光缆等不良。
三、端面标准:根据附录1《光纤连接器端面检验规范》检验。
四、插损、回损技术标准:五、端面几何形状(3D)标准:六、合格品标识:合格产品标识包括:出厂编号(每个产品对应唯一的出厂编号,由生产任务计划号加流水号组成)、型号规格、条码标签(根据客户要求可选)、产品说明书(根据客户要求可选)、3D 报告(根据客户要求可选)、环保标识(根据客户要求可选)、插/回损测试数据等。
七、产品包装:7.1产品基本包装是:将光纤连接器盘绕成15-18cm直径的圈,连接头两端用扎带固定于线圈的对称中部,根据产品的不同型号扎紧方式有“8”和“1”字型扎法,以不松脱为原则,不能在光缆上勒出痕迹,0.9光缆使用蛇形管绑扎。
特殊型号产品可根据相应《包装作业指导书》进行操作。
将绑扎好的连接器头朝下放入对应已贴好标识的包装袋中封好袋口,并将包装袋中的空气尽量排除但不能将连接器挤压变形。
7.2基本包装完成后以整数为单位装入包装箱内,包装箱内部用卡板或气泡袋或珍珠棉或其他防挤压保护辅料隔开,特殊型号产品可根据相应《包装作业指导书》进行操作。
包装箱外贴上装箱清单和其他产品标识后封箱打包并放置到指定成品区。
八、各零部件技术标准:8.1插芯:8.1.1产品符合以下标准:YDT 1198-2002 《光纤活动连接器插针体技术要求》Telcordia GR-326-CORE8.1.2详细技术要求见附录2《常规插芯技术标准》。
8.2光纤/光缆:8.2.1产品符合以下标准:YDT 1258.1-2003 《室内光缆系列第一部分总则》YDT 1258.2-2003 《室内光缆系列第二部分单芯光缆》YDT 1258.3-2003 《室内光缆系列第三部分双芯光缆》YDT 1258.4-2005 《室内光缆系列第四部分多芯光缆》YDT 1258.5-2005 《室内光缆系列第五部分光纤带光缆》YDT 1258.3-2009 《室内光缆系列第3部分:房屋布线用单芯和双芯光缆》YDT 908-2000 《光缆型号命名方法》8.2.2性能、尺寸、材质、颜色、环保等符合国家相关行业标准。
光纤连接器陶瓷插芯的作用1.引言1.1 概述光纤连接器陶瓷插芯作为光纤连接器中的核心部件,在光纤通信领域扮演着重要的角色。
它是一种由陶瓷材料制成的插芯,具有优异的机械性能、化学稳定性和耐高温性能。
光纤连接器陶瓷插芯的主要作用是实现光纤之间的准确对接和可靠连接,确保光信号的传输质量。
通过光纤连接器陶瓷插芯,光信号可以在光纤之间快速、稳定地传输,从而满足高速、大容量、远距离的光纤通信需求。
光纤连接器陶瓷插芯的优势主要体现在以下几个方面。
首先,陶瓷材料具有优异的机械性能,可以耐受大部分意外的机械压力和外力振动,从而保证了连接器的稳定性和可靠性。
其次,陶瓷材料具有较低的光损耗和较高的传输效率,能够提高光信号的传输质量和传输距离。
此外,陶瓷材料还具有较好的耐腐蚀性能,能够在恶劣环境下长时间稳定运行。
最后,光纤连接器陶瓷插芯还具有较长的使用寿命和良好的重复性能,可以经受多次使用和连接,减少了维护和更换的成本。
综上所述,光纤连接器陶瓷插芯在光纤通信中具有重要的作用。
它不仅保证了光信号的传输质量和传输距离,还具备较长的使用寿命和稳定的运行特性。
随着光纤通信技术的不断发展和应用的广泛推广,光纤连接器陶瓷插芯的重要性将变得更加显著。
未来,我们有理由相信,光纤连接器陶瓷插芯将会在光纤通信领域发挥更大的作用,为人们的生活和工作带来更多便利和创新。
1.2文章结构文章结构主要包括引言、正文和结论三个部分。
在引言中,我们对光纤连接器陶瓷插芯的作用进行概述,介绍文章的结构和目的。
接下来的正文部分将详细探讨光纤连接器陶瓷插芯的定义、构成、作用和优势。
最后,在结论部分我们将总结光纤连接器陶瓷插芯的重要性,并展望其未来的发展前景。
通过这样的文章结构,读者将能够全面了解光纤连接器陶瓷插芯的作用和其在光纤连接器中的重要性,同时对未来的发展有所期待。
在目的部分,我们需要明确写出文章的目的,即撰写这篇长文的目标和意图。
根据你提供的大纲,下面是一种可能的写作内容:1.3 目的通过本文,旨在探讨光纤连接器陶瓷插芯在光纤通信领域中的重要作用。
全自动插PIN机
全自动插PIN机设备的简介:
全自动插PIN机是一种从半成品到成品生产的全自动设备,完全替代了传统的手工作业,全程无需操作人员。
大幅度提高了生产效率,节约人工、降低企业的安全事故的产生。
全自动插PIN机巧妙的采用了气缸+伺服电机的设计,本台机器共用了21个气缸,1个伺服电机,不仅达到了客户的要求,更降低了设备的成本,可谓是性价比很高的一台设备,得到了广大客房的好批和认可。
全自动插PIN机在送料机构方面采用了高速、精准的震动盘震送产品,使产品整齐规律、连续供应,使用伺服马达搬运端子,高速定位精准,误差在0.02mm。
全自动插PIN机在控制系统方面,采用了先进的PLC控制+高清晰的人机界面,使机器在工作中更稳定、操作更方便。
通过以上简单的介绍,只是让大家对此设备先有一个初步的印象,具体的功能请见下文。
设备的用途:
全自动插PIN机广泛应用于连接器行业、电子产品行业等,主要是对这些行业中的连接器中的端子的插入、折弯的一系列的工作。
设备的参数
设备的型号……….CPJ20120628001
设备的外形尺寸………1500mm(L)X800mm(W)X1000mm(H)
机器的重量……….500kg
工作频率……….80个/min
工作温度……….-5~+60℃
工作电压.......200V~220V/50HZ
工作电流.......小于5A
功率.......小于100W
工作气压.......5-8Kgf/cm2。
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201620630357.2(22)申请日 2016.06.23(73)专利权人 宁波容大光电科技有限公司地址 315311 浙江省慈溪市滨海经济开发区淡水泓二路666号(72)发明人 柴葱绿 宋自立 张伟 (74)专利代理机构 宁波诚源专利事务所有限公司 33102代理人 姚娟英 王莹(51)Int.Cl.B28B 7/02(2006.01)(54)实用新型名称陶瓷插芯模具(57)摘要本实用新型涉及一种陶瓷插芯模具,包括定模板和动模板,定模板和动模板的对接面上匹配设置有至少两组销柱和销孔,定模板和动模板通过销柱和销孔非固定连接。
销柱的外壁面为锥面,沿插入方向,销柱的横截面半径逐渐减。
销孔的内壁面为能与销柱紧配的锥面。
该陶瓷插芯模具可以调节销柱伸入到销孔内的长度以调整定模板和动模板连接紧固程度,并且在长期使用过程中,即使销柱出现磨损的情况,也可以通过增加销柱伸入到销孔内的长度来保证定模板和动模板连接紧固程度,无需更换新的销柱,如此不仅节省了成本,还增加了该陶瓷插芯模具的使用寿命。
权利要求书1页 说明书3页 附图5页CN 205799820 U 2016.12.14C N 205799820U1.一种陶瓷插芯模具,包括定模板和动模板,其特征在于:所述定模板和动模板的对接面上匹配设置有至少两组销柱和销孔,所述定模板和动模板通过所述销柱和销孔非固定连接;所述销柱的外壁面为锥面,沿插入方向,所述销柱的横截面半径逐渐减小;所述销孔的内壁面为能与所述销柱紧配的锥面。
2.根据权利要求1所述的陶瓷插芯模具,其特征在于:还包括定位销组件,所述定位销组件包括紧固销和嵌件,所述紧固销和所述嵌件分别对应嵌设在所述定模板和动模板上;所述紧固销包括基体,所述销柱连接在所述基体的一端,并且所述销柱位于所述定模板或动模板的端面外;所述销孔开设在所述嵌件内,并且所述嵌件内还贯通设置有与所述销孔相连通的通气孔。
陶瓷插芯自动压接机
陶瓷插芯自动压接机在光纤行业又称为全自动压接机,自动尾柄压接机,陶瓷插芯压接机,尾柄自动压接机。
因为人力资源的走高,第一代纯手工的压接机已经没有市场了,耗用人工,费事费时费力,第二代气动式半机械压接虽然省了力气,但是生产效率并没有提高,日期深圳亿和田科技有限公司以中国科学院为技术依托,自主实验研发出了全自动陶瓷插芯自动压接机。
一、设备特点:
1、可减少操作人员及劳动强度,一人同时看几台机;
2、生产效率大幅提升,可以省3-4人的工作量
二、主要技术参数:
1、部件:气动元件采用台湾品牌亚德客,配件以台湾配件为主
2、机构:优质模具钢材,部分热处理,全部电镀处理。
3、机架:铝型材+钣金烤漆
4、使用电源:AC 220V 50HZ,
5、气源:0.5-0.7MPa
6、功率:1KW
7、产能:2100套/小时
陶瓷压入深度控制在0.015mm以内效果
三、投资回报期
按一个工厂如果有4跳线跳线生产来分析
深圳市亿和田科技有限公司。