三角试块看球化标准
- 格式:docx
- 大小:11.58 KB
- 文档页数:1
金属材料工程专业课程设计T10的球化处理工艺设计球化处理主要包括以下内容:(1)铸铁化学成分的选择;(2)球化剂的选择、加入量;(3)球化处理方法;(4)球墨铸铁的孕育处理;(5)球化效果的检验。
球墨铸铁球化处理工艺的制订应充分考虑球墨铸铁的牌号及其对组织的要求、铸件几何形状及尺寸、铸型的冷却能力、浇注时间和浇注温度、铁液中微量元素的影响以及车间生产条件等因素。
一、球墨铸铁化学成分的选择同普通灰铸铁一样,球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。
对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。
同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。
下面着重介绍这些元素在球墨铸铁中的作用及其选择原则。
1、碳及碳当量碳是球墨铸铁的基本元素,碳高有助于石墨化。
由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。
铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。
将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。
但是,碳含量过高,会引起石墨漂浮。
因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。
2、硅硅是强石墨化元素。
在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。
但是,硅提高铸铁的韧脆性转变温度(见图4—6),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。
球墨铸铁中终硅量一般在1.4—3.0%。
选定碳当量后,一般采取高碳低硅强化孕育的原则。
硅的下限以不出现自由渗碳体为原则。
球墨铸铁中碳硅含量确定以后,可用图4—7进行检验。
如果碳硅含量在图中的阴影区,则成分设计基本合适。
如果高于最佳区域,则容易出现石墨漂浮现象。
RQTSi5中硅耐热球墨铸铁生产实践RQTSi5中硅耐热球墨铸铁生产实践在工业生产中有些铸件常在高温下工作,如各种炉子的配件、石油化工、冶金设备等等附件,由于它们受到高温的作用,容易发生破坏,为提高其寿命,要求铸铁在高温下具有抵抗破坏的性能。
长期以来较为重要的耐热零件是采用高合金钢制造,生产难度大,且成本也高,而用廉价的普通灰铸铁代替合金钢虽成本低,但耐热效果又不如合金钢好,于是就出现了具有抗氧化、抗生长性能的耐热铸铁。
我国国家标准GB9437-88〈〈耐热铸铁件〉〉中有铬系、硅系和铝系三种类型的耐热铸铁和耐热球球铁,它们都具有不同的耐热效果和不同的用途。
国内虽有少量生产但生产的厂家不多,因此这类耐热铸铁常常用普通灰铸铁代替,效果差,寿命低,不能满足需求,因而耐热铸铁有一定的市场。
我厂是专业铸造厂,只生产普通灰铸铁,有一些客户需要耐热铸铁,我厂又不能满足,只能到别处去做或改为普通灰铸铁代替,这和专业铸造厂的称呼不相称。
为适应改革开放新的形势,扩大我厂产品的品种,提高经济效益,工厂提出开发中硅耐热球铁的任务,经研究决定在本厂退火炉门、炉框以及熔铝坩埚等铸件上进行中硅耐热球铁试生产,现小结如下:一、铸铁的高温破坏铸铁在高温时比较容易破坏的原因是氧化与生长两者之故。
1、铸铁的氧化在高温下铸铁氧化开始是在铸铁表面很快产生一层氧化膜,这层膜在570℃以上从外向内形成Fe2O3 以及Fe3O4及FeO三层,这三层厚度之比约为1:10:100,可以看出氧化层中主要是大量的FeO,若和Fe2O3 及Fe3O4比较起来FeO的结晶不完整,比重小,故很容易为铁原子或氧原子所穿透,因而氧化加剧了。
如果在铸铁中加入一些铝、硅和铬等元素,能在铸铁表面产生一层致密的具有优良保护性的Ai2O3 、SiO2和Cr2O3氧化膜,这层膜起到了保护作用使氧不易透过,减轻了进一步的氧化,提高了铸铁的抗氧化能力。
2、铸铁的生长铸铁的生长是随高温及时间的增加,铸铁的体积有了不可逆转的增长,体积膨胀,然而当温度重新降下来时,体积不能复原,发生比重下降,强度下降,变形龟裂等现象,使铸件破坏。
重新提起重视: often forgotten as a means to measure ductile iron nucleation potential, foundries can turn to chill wedges as a simple tool to ensure melt quality 总是被人遗忘的测量球铁成核潜力的一种方法,铸造厂可以将三角试块测试作为确定熔炼质量的一个简便工具To most iron foundries today, the value of chill wedges in cast iron production is in the ir abilityto provide quick and inexpensive checks of the carbon equivalent in gray iron. Even with theadoption of spectrometers by many foundries for the chemical analysis of iron samples, small tomedium-size gray iron foundries still rely on chill wedges for cost-efficient analysis.对于如今的大部分铸造厂来说,确定灰铁的碳含量,冷铁测试是比较快且成本低的一种方式。
即使现在很多铸造厂采用光谱仪的方式来对铸铁样件进行化学分析,一些中小灰铁铸造厂仍然以来三角试块测试进行分析,比较经济核算。
By measuring the width of the chill on a solidified wedge sample, foundries can determine therelative carbon equivalent in the cast sample. If necessary, the width of the chill then can beadjusted by adding carbon and/or silicon to the melt to further specify the melt chemistry for thecasting to be poured. By correlating the chill width to the section thickness of the casting beingpoured, a foundry can be assured of pouring carbide free gray iron.根据测量一个三角试块的冷铁宽度,就可以确定相关铸件的碳当量。
试块强度合格判定条件统计方法标准嘿,咱今儿就来聊聊试块强度合格判定条件统计方法标准这事儿!你说这试块强度啊,那可太重要啦,就好比是建筑的根基呀!要判断试块强度是否合格,那可得有一套标准的统计方法呢。
这就好像咱出门得知道走哪条路一样,不能瞎走呀!统计方法就像是一个指引,告诉我们怎么去判断试块强度是不是过关了。
咱先说说这判定条件吧。
这可不是随随便便定的呀,那得经过仔细研究和考量的。
就好像给一个人打分,得有明确的标准和规则,不能凭感觉呀!这判定条件得综合考虑好多因素呢,比如试块的制作工艺、养护条件等等。
要是这些方面没做好,那试块强度可能就不达标啦,那可不行哟!再来说说统计方法。
这可真是个技术活呢!就像是一个复杂的拼图,得把各种数据和信息拼凑起来,才能得出准确的结论。
统计方法要科学、合理,不能乱来呀!它要能真实反映试块强度的实际情况。
你想想看,如果统计方法不准确,那不就好比是给试块强度穿了一件不合适的衣服,完全体现不出它的真实水平嘛!统计方法标准还得考虑到不同的情况和场景呢。
不能一套方法走遍天下呀,那多不靠谱!就像不同的人穿不同的衣服才合适一样,不同的试块、不同的工程也得有适合它们的统计方法标准。
你说要是没有一个好的试块强度合格判定条件统计方法标准,那会咋样?那建筑质量不就没保障了嘛!那多吓人呀!咱住的房子、走的桥,那可都得稳稳当当的呀,这可关乎着大家的生命安全呢!所以呀,这个试块强度合格判定条件统计方法标准真的是太重要啦!咱可不能小瞧它。
它就像是一个默默守护我们安全的卫士,虽然平时不太起眼,但关键时刻可少不了它呢!咱搞建筑的、搞工程的,都得好好重视这个事儿,严格按照标准来,这样才能造出高质量的建筑,让大家都能放心地住、安心地走呀!你说是不是这个理儿呢?咱再想想,要是大家都不重视这个标准,那建筑行业不就乱套啦?那后果简直不堪设想呀!所以呀,我们都得认真对待这个试块强度合格判定条件统计方法标准,为我们的建筑质量保驾护航!这可不是开玩笑的事儿哟!大家都得打起十二分的精神来,让我们的建筑坚如磐石,稳稳地矗立在大地上!这才是我们应该追求的目标呀!。
三角试块作业指导书1、目的验证、控制熔炼出铁水的质量,确保质量合格的铁水浸入浇注环节2、职责2.1、铸造厂技术质量科负责对三角试块操作过程的技术指导、跟踪、检验核对操作者的培训2.2、品质部对三角试块制作过程及质量进行监督2.3、电炉组、冲天炉工或指定的三角试块操作者负责三角试块的制作及质量控制。
3、适用范围适用铸造分厂熔炼工段电炉孕育前、冲天炉孕育后检查铁水质量的三角试块的操作过程。
4、规定与要求4.1、准备好三角试块模具、型砂、造型用相关工具,如钢板、三角钢板、夹钳等。
造型用的型砂取自手工造型造型用的质量合格的面砂,注意夏天高温时如果面砂过热干了,应及时更换,不然砂型强度差,做出来的试块达不到判定要求,反而影响判定 4.2、造型将模具按照顺序组合好,拧紧、固牢。
分层填入面砂,每次填入面砂厚度不得超过40mm,每次填入后用钢板春实,造型完后取出三角模具4.3、取样、浇注用烘烤过的小样勺,使舀样勺侧立着从铁液的无渣表面下入铁液中,并从100-200mm的深处舀取铁液,不可从铁液表面取样,因为铁液表面往往有氧化渣,铁水上窜或冒泡等缺陷时应再重新取样试验。
用取样小勺里铁水进行浇注,浇注时发生夹渣,铁液上窜或冒泡等缺陷时应再重新取样试验。
4.4、淬水4.4.1、约2-3分钟左右后取出三角试块,凝固后的三角试块降温至橙红色(800-900?),清除其表面上的粘砂,待三角试块冷至暗红色(即红黑色,约600?)浸入水中激冷。
淬水时均匀入水,整个尖端先入、同时入,迅速淬入水中,并上下运动,达到均匀快速降温。
4.4.2、取出来观察试块表面冒蒸气的激烈程度,一判断试块被激冷到什么程度,若试块激烈的冒气,则淬一下水。
当试块缓慢冒气时,说明已冷至40-60?,不可再淬水。
当三角试块整个表面无水渍时,便可砸断观察端口4.5、砸断将不带水渍的三角试块在干燥的地面砸断,三角试块不可在潮湿的地面砸断,为了清除的判断,也为了三角试块断口能保存较长的时间供分析之用,一般不应用手触摸断面。

RQTSi5中硅耐热球墨铸铁生产实践在工业生产中有些铸件常在高温下工作,如各种炉子的配件、石油化工、冶金设备等等附件,由于它们受到高温的作用,容易发生破坏,为提高其寿命,要求铸铁在高温下具有抗击破坏的性能。
长期以来较为重要的耐热零件是采纳高合金钢制造,生产难度大,且成本也高,而用廉价的一般灰铸铁代替合金钢虽成本低,但耐热成效又不如合金钢好,因此就显现了具有抗氧化、抗生长性能的耐热铸铁。
我国国家标准GB9437-88〈〈耐热铸铁件〉〉中有铬系、硅系和铝系三种类型的耐热铸铁和耐热球球铁,它们都具有不同的耐热成效和不同的用途。
国内虽有少量生产但生产的厂家不多,因此这类耐热铸铁常常用一般灰铸铁代替,成效差,寿命低,不能满足需求,因而耐热铸铁有一定的市场。
我厂是专业铸造厂,只生产一般灰铸铁,有一些客户需要耐热铸铁,我厂又不能满足,只能到别处去做或改为一般灰铸铁代替,这和专业铸造厂的称呼不相称。
为适应改革开放新的形势,扩大我厂产品的品种,提高经济效益,工厂提出开发中硅耐热球铁的任务,经研究决定在本厂退火炉门、炉框以及熔铝坩埚等铸件上进行中硅耐热球铁试生产,现小结如下:一、铸铁的高温破坏铸铁在高温时比较容易破坏的缘故是氧化与生长两者之故。
1、铸铁的氧化在高温下铸铁氧化开始是在铸铁表面专门快产生一层氧化膜,这层膜在570℃以上从外向内形成Fe2O3 以及Fe3O4及FeO三层,这三层厚度之比约为1:10:100,能够看出氧化层中要紧是大量的FeO,假设和Fe2O3 及Fe3O4比较起来FeO的结晶不完整,比重小,故专门容易为铁原子或氧原子所穿透,因而氧化加剧了。
假如在铸铁中加入一些铝、硅和铬等元素,能在铸铁表面产生一层致密的具有优良爱护性的Ai2O3 、SiO2和Cr2O3氧化膜,这层膜起到了爱护作用使氧不易透过,减轻了进一步的氧化,提高了铸铁的抗氧化能力。
2、铸铁的生长铸铁的生长是随高温及时刻的增加,铸铁的体积有了不可逆转的增长,体积膨胀,然而当温度重新降下来时,体积不能复原,发生比重下降,强度下降,变形龟裂等现象,使铸件破坏。
三角检验法的注意事项
三角试块以判断有无球化衰退或孕育衰退发生。
如果有衰退发生而双分不清先浇与后浇的铸件则须一个件、一个件地通过浇口断口检验并把不合格者挑出回炉若属孕育衰退则可用高温退火或高温正火加以挽救。
如果炉前及时制取的三角试块白口宽度超过铸件壁厚的1/4则说明孕育不足或球化剂过量应在浇注铸件时补充孕育。
但是不可单凭白口宽度做判断。
上述的判断皆是经以球化良好为基础的球化不良或失败就谈不上衰退或孕育不足了。
因此首先要判断球化是否成功。
球铁三角试块的炉前检验在三角试块制备操作正确的基础上首先要看三角试块是否经得住砸先用砸断孕育铸铁三角试块的力量砸以不被砸裂为正常。
然后加力再砸直至砸断以很不容易砸断为好。
与此同时应注意三角试块的外观。
球化良好的外观应是边角圆钝轮廓线不如灰铸铁清晰而且在试块的厚处三个棱柱表面均有缩瘩若有灰黑色斑点则是球化不良的表现断面呈银灰色而且牌号要求的伸长率越高者颜色越深。
例如铸态铁素体球铁断口为银黑色而且从不同角度观察其颜色深浅有较大变化珠光体球铁的三角试块尖端处允许有一定的白口宽度13㎜。
三角试块断面的三个边在三角形重心处向内凹入是球化良好的表现若是珠光体球铁在断面的心部还可见到缩松的迹象。
总之球铁三角试块检验不可只凭白口宽度判断。
三块混凝土试块强度合格标准《混凝土试块强度合格标准》一、引言混凝土是建筑工程中常用的一种材料,其强度是确保建筑物结构安全稳定的重要因素。
而混凝土试块是用来检测混凝土强度的常用方法之一。
在进行混凝土试块检测时,其强度合格标准是至关重要的。
本文将从深度和广度上探讨三块混凝土试块强度合格标准的相关内容。
二、三块混凝土试块强度合格标准的定义1.三块混凝土试块混凝土试块是指在施工现场或混凝土搅拌站制作的、用来对混凝土进行强度检测的试样。
一般情况下,每批混凝土会制作三块混凝土试块,以便进行多次检测,以确保数据的准确性和可靠性。
2.强度合格标准三块混凝土试块强度合格标准是指混凝土试块在经过一定养护期后,其强度是否达到规定的标准。
一般来说,混凝土强度合格标准是由设计单位或相关标准规定的,其基本原则是保证混凝土的使用安全性和结构稳定性。
三、三块混凝土试块强度合格标准的评定方法1.试块制作与养护在进行混凝土试块强度检测时,首先需要制作混凝土试块,并进行充分的养护。
试块的制作应符合相关标准的规定,养护条件也需按照要求进行,以确保试块的质量和准确性。
2.试块强度检测制作完成并养护好的混凝土试块经过规定的养护期后,需要进行强度检测。
一般来说,会选择其中的两块试块进行破坏性试验,以确定其抗压强度。
检测结果需要与设计要求或相关标准进行对比,从而评定试块的强度是否合格。
3.强度合格标准的判定根据试块的强度检测结果,结合设计要求或相关标准,可以判断试块的强度是否合格。
如果三块混凝土试块的平均强度达到或超过规定的标准强度,则可以认定为合格;反之,则为不合格。
四、个人观点和理解在进行混凝土试块强度检测时,三块混凝土试块的强度合格标准是确保混凝土质量和安全的重要依据。
只有严格按照标准要求进行试块制作、养护和检测,才能够得到准确可靠的强度评定结果。
这对于建筑工程而言至关重要,而我也在实际工作中深切体会到了这一点。
五、总结与回顾三块混凝土试块的强度合格标准是混凝土强度检测的重要内容之一。
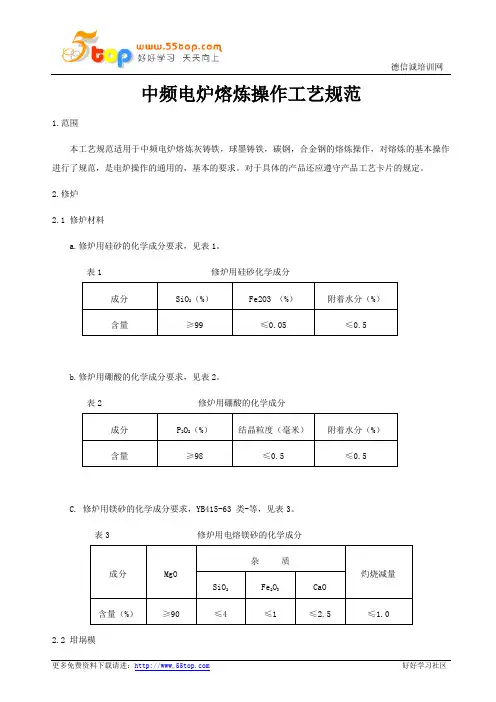
中频电炉熔炼操作工艺规范1.范围本工艺规范适用于中频电炉熔炼灰铸铁,球墨铸铁,碳钢,合金钢的熔炼操作,对熔炼的基本操作进行了规范,是电炉操作的通用的,基本的要求。
对于具体的产品还应遵守产品工艺卡片的规定。
2.修炉2.1 修炉材料a.修炉用硅砂的化学成分要求,见表1。
表1 修炉用硅砂化学成分b.修炉用硼酸的化学成分要求,见表2。
表2 修炉用硼酸的化学成分C. 修炉用镁砂的化学成分要求,YB415-63 类-等,见表3。
表3 修炉用电熔镁砂的化学成分2.2 坩埚模坩埚模用3mm 钢板制作,见图1。
2.3 修炉材料配比a.酸性炉衬材料配比,见表4。
表4 酸性炉衬材料配比b.酸性炉领材料配比,见表5。
表5 酸性炉领材料配比c.碱性炉衬材料配比,见表6。
表6 碱性炉衬材料配比(%)c. 碱性炉领材料配比,见表7。
表7 碱性炉领材料配比d.感应器保护材料配比,见表8。
2.3 修炉操作修炉操作要点,见表9。
表9 修炉操作要点2.4 浇包包衬搪制2.4.1 包壳用3mm 钢板制作。
2.4.2 包衬材料配比,见表10,表10 包衬材料配比2.4.3 搪好的浇包,在表面涂水玻璃,自然干燥4小时以上,使用前再在900±50℃烘烤3小时以上。
3 熔炼3.1 熔炼铸铁的基本要求3.1.1配料a.熔炼用原材料必须符合,《金属原材料技术规范》WI-ENG-060 的要求。
b.配料时必须有质检部的书面《原材料化学分析报告》。
c.样品和正常生产的第一炉配料单必须有技术部的确认,质检部质检员核实。
d.各种原材料必须进行称重。
并做好记录。
3.1.2 各种元素的变化情况铸铁5元素在炉中的增减情况,参考表10。
表10 铸铁5元素在炉中的增减情况在石英砂坩埚中熔化时,外加元素吸收情况,参考表11。
表11 在石英砂坩埚中熔化时,外加元素吸收情况3.1.3.样品和正常生产的第一炉产品的化学成分必须及时送检,没有得到合格的检验报告之前,不允许投入生产。
炉前三角试块法测试铸铁化学成分
陈文标
【期刊名称】《金属加工:热加工》
【年(卷),期】2004(000)001
【总页数】2页(P69,71)
【作者】陈文标
【作者单位】天长缸盖有限公司技术部,安徽,239300
【正文语种】中文
【相关文献】
1.三角试块检测法在球铁生产中的应用 [J], 徐自立
2.用电导率多重分析法对球墨铸铁炉前球化程度进行定量检测 [J], 白洪金;李洪;姚剑浩;凌稼华
3.建立灰铸铁抗拉强度与化学成分三角试片白口宽度回归方程的试验研究 [J], 王凤娟
4.电子天平在浮称法测试块体密度中的应用 [J], 熊维巧
5.热分析法在冷激灰铸铁凸轮轴炉前铁液控制中的应用 [J], 李平;魏伯康;蔡启舟;段汉桥
因版权原因,仅展示原文概要,查看原文内容请购买。
三角试块判定方法灰铸铁和球墨铸铁三角试块进行炉前检验,应注意以下事项:1 三角试块是三角棱柱形,我司常用的规格是断面为底边长为25mm,高为50mm的等腰三角形,棱柱长为150mm。
三角试块断面的形状不能随便更改,特别要注意保证等腰三角形的高为底边的2倍,即等腰三角形的两个底角都是76°。
这种形状的断面有利于白口宽度(也称白口深度)的观察与判断,也有利于铁液倾向的判断。
此等腰三角形断面,底角比顶角大2.7倍还多,造成向着顶角的方向试块厚诼渐减小的势态。
厚度越薄处,即越靠近顶角尖端处,试块的冷却速度越大,即在该处就会出现白口组织。
铁液的过冷倾向越大,则在较小过冷度处也出白口,即白口宽度越大。
所谓白口宽度,通常是指出现全白口组织的最大试块厚度。
因此,测量白口宽度数值时,应沿着平行于等腰三角形底边的方向度量。
2炉前及时制取三角试块不可草率,不可从铁液表面取样,在炉前进行孕育处理或球化及孕育处理的前后,需要立即制取三角试块做炉前检验,以判断处理是否成功,或原铁液是否已符合要求。
处理后的铁液表面往往有氧化渣,需在扒渣后取样。
其次,由于孕育剂的密度往往比铁液轻。
孕育处理刚结束时,在靠近铁液表面的一层铁液中往往有较多的尚未溶解完的孕育剂碎末。
因此,不应该直接取这一层铁液做样品,否则就会失支对这一包铁液的代表性。
通常操作方法是:用烘烤过的小样勺,使舀样勺侧立着从铁液的无渣表面下入铁液中,并从100-200mm的深处舀取铁液,立即浇1-2片三角试块。
除此以外,还应在该包铁液浇最后一个铸件时,接取包中少量铁液,再浇1-2片三角试块。
其实只要三角试块砂型做的好,浇注时未发现夹渣,沧火,跑火等缺陷,每次制好一个三角试块就可以。
3 三角试块凝固后不可过早地浸入水中,等待三角试块的凝固冷却是很消耗时间的。
经处理后的铁液决不可能等候三角试块自然冷却至可观察断面的温度;因为等待那么长的时间,这一包铁液已经报废了。
因此通常都需要用水激冷,以争取时间。
混凝土试块平整度测量的标准化方法一、前言混凝土试块平整度测量是混凝土工程中非常重要的一个环节,其测量结果对于混凝土结构的质量控制有着至关重要的作用。
因此,标准化的混凝土试块平整度测量方法对于混凝土结构的质量保障具有重要意义。
本文将介绍混凝土试块平整度测量的标准化方法,包括测量前的准备工作、测量方法、测量数据处理和分析等方面,旨在为混凝土工程人员提供一个全面的、具体的、详细的标准化测量流程。
二、测量前的准备工作1.试块制备在进行混凝土试块平整度测量前,需要制备一定数量的试块。
试块的制备应按照国家标准或工程规范的要求进行,并严格控制试块的尺寸、形状和表面质量等。
试块应在室温下保存,并在测量前进行充分的养护。
2.测量仪器进行混凝土试块平整度测量需要使用平整度测量仪器。
常见的平整度测量仪器有直尺、钢尺、平板、直线激光器等。
在选用测量仪器时,应根据实际情况和工程要求进行选择,并保证测量仪器的准确性和精度。
3.测量环境进行混凝土试块平整度测量的环境应保持稳定,避免强烈的风、震动等干扰因素的影响。
同时,应保证测量环境的温度、湿度等参数符合国家标准或工程规范要求。
三、测量方法1.试块放置将试块放置在平整度测量仪器上,试块应完全贴合仪器表面,并保证试块表面无明显的凹凸、异物等影响平整度测量的因素。
2.测量操作将平整度测量仪器移到试块上,进行测量。
在测量过程中,应保证测量仪器的位置、角度、方向等参数不发生变化,以保证测量结果的准确性和精度。
在测量过程中,应记录测量数据,并保留原始数据。
3.测量次数每个试块应进行多次测量,以保证测量结果的可靠性。
通常建议进行3次以上的测量,取平均值作为试块的平整度测量结果。
如果测量结果的误差较大,应增加测量次数,直到测量结果稳定为止。
四、测量数据处理和分析1.数据处理对测量数据进行处理,计算出试块的平均平整度值,并计算出各次测量的平均值和标准差等数据。
在计算平均值时,应剔除异常值和误差较大的数据,以保证数据的可靠性。
试块取样标准嘿,朋友们!咱今儿就来聊聊试块取样标准这档子事儿。
你说这试块取样,就好比是给建筑工程做体检,那可得认真对待,不能马虎呀!咱就说这试块,它可是能反映出工程质量的关键呢!就像我们人要定期体检,看看身体有没有啥毛病,工程也得靠试块来看看质量过不过关。
要是取样不标准,那可就像医生看病误诊了一样,后果不堪设想啊!你想想,要是试块取少了,能全面反映工程的实际情况吗?那肯定不行呀!就好比只看了一个人的一只手,就说知道这人长啥样,那不是开玩笑嘛!所以啊,取样的数量可得足够,可不能偷工减料。
还有啊,取样的部位也得讲究。
不能随便找个地方就取了,那多不靠谱呀!得找有代表性的地方,就像咱去买水果,不能专挑坏的地方看呀,得看整体的情况。
要是取样部位不对,那得出的结果能准吗?这不是自欺欺人嘛!再说说取样的方法,那也是有门道的。
不能粗暴对待呀,得小心翼翼的,就跟照顾宝贝似的。
要是弄破了、弄坏了,那不就前功尽弃啦?这就好比你精心准备了一道美食,结果最后装盘的时候给弄撒了,多可惜呀!而且啊,取样的时间也很重要呢!不能太早,也不能太晚,得恰到好处。
太早了,试块还没长成呢,能反映啥呀;太晚了,万一工程都出问题了才发现,那不就晚啦!这就跟种庄稼似的,你得在合适的时候收获,早了没熟,晚了可能就烂在地里啦。
咱干工程的,不就是为了造出坚固耐用的房子、桥梁嘛!要是因为试块取样不标准出了问题,那咱对得起谁呀!这可不是闹着玩的事儿。
所以呀,大家都得重视起来,严格按照标准来取样。
咱可别小看了这试块取样,它就像是工程的眼睛,能帮我们看清工程的质量到底咋样。
只有把这眼睛擦亮了,我们才能造出真正让人放心的工程。
大家说是不是这个理儿?咱可不能在这上面掉以轻心啊,得认真负责,把好每一道关。
这样我们才能造出高质量的工程,让大家都能住得安心、走得放心!。
三角试块看球化标准
三角试块是用于检测球墨铸铁件球化质量的一种工具,通过观察三角试块上的金相组织,可以判断球墨铸铁件的球化程度。
球化标准通常包括以下几个方面:
1. 球化率:球化率是指球墨铸铁件中球墨的体积分数,通常要求球化率在80%以上。
2. 石墨大小:石墨大小是指球墨铸铁件中石墨颗粒的大小,通常要求石墨大小在6 级以上。
3. 珠光体含量:珠光体含量是指球墨铸铁件中珠光体的体积分数,通常要求珠光体含量在20%以下。
4. 渗碳体含量:渗碳体含量是指球墨铸铁件中渗碳体的体积分数,通常要求渗碳体含量在2%以下。
通过观察三角试块上的金相组织,可以判断球墨铸铁件的球化程度是否符合标准。
如果球化程度不符合标准,需要采取相应的措施进行改进。