防水板焊接工艺试验报告
- 格式:doc
- 大小:1022.50 KB
- 文档页数:9

防水板焊缝检测方法防水板焊缝检测方法:①首先需要了解的是防水板在施工完成后必须进行严密性检测以确保其在实际应用中不会发生渗漏现象影响工程质量;②常用的一种检测方法是气压试验通过向焊接完成的防水板内部充入压缩空气观察是否有气体泄露来判断焊缝是否合格;③在进行气压试验之前应确保所有开口均已被封闭并且连接部位紧密无泄漏风险试验压力通常设定为工作压力的15倍持续时间不少于5分钟以便观察整个系统的稳定性;④另外一种常见方式是真空检测利用真空泵在防水板一侧制造负压另一侧覆盖肥皂水或类似液体如果有气泡产生则表明存在缺陷需要修补;⑤对于一些特殊环境如地下水位较高或土壤腐蚀性强的地方还可以采用电火花检测法该方法适用于非导电材料的检测原理是在一定电压下对材料表面施加高压如果焊缝处存在孔隙或裂缝则会形成电流路径从而发现潜在问题;⑥此外还有一种比较直观的方法即目视检查它要求操作人员具有丰富经验能够凭借肉眼观察到细微差异如颜色变化厚度不均等迹象从而推测是否存在质量问题;⑦超声波检测技术也被广泛应用于防水板焊缝检测中这种方法无需接触即可完成检测适用于多种材质的焊接部位其原理是利用超声波在不同介质中传播速度不同当遇到界面时会发生反射折射等现象通过分析反射信号可以判断焊缝质量;⑧磁粉探伤适用于铁磁性材料焊缝检测过程中在被检工件表面通以磁场并撒上磁性粉末若有裂纹等缺陷出现则会在该处形成漏磁场吸引磁粉显示出缺陷位置与大小;⑨渗透探伤主要用于非多孔性材料表面开口缺陷检测将渗透液涂覆于清洗干净的被检物表面经过一段时间后去除多余渗透液再施加显像剂使缺陷中的渗透液回渗显示出来;⑩射线探伤通过X射线或γ射线穿透物体后强度衰减情况来反映物体内部结构状态此方法对于检测厚壁容器及大直径管道特别有效但因涉及放射性物质操作需谨慎且成本相对较高;⑪热成像技术利用红外热成像仪捕捉物体发出的红外辐射图像温度异常区域通常与材料缺陷有关这种方法适用于快速筛查大面积区域内的潜在问题点;⑫最后值得注意的是无论采用哪种检测手段都应在正式实施前制定详细的操作规程并对检测人员进行培训确保其掌握正确使用仪器设备以及解读测试结果的能力这样才能保证检测结果准确可靠为工程安全提供坚实保障。

附件4BFORM:WPQR-1/4焊接工艺认可试验报告(WPQR)Welding Procedure Qualification Record工作控制号:No.焊接工艺名称及编号Name and serial number制造厂名称及地址Manufacture’s Name and address材料及焊接工艺Material and Welding process 焊接工艺试验日期:Date of welding procedure test焊接方法:Welding process 单道焊☐Single pass单面焊☐One side坡口设计(草图)Test joint details(sketch with dimensions)of weld preparation接头型式:Joint type 多道焊☐Multi pass双面焊☐Double side焊接位置:Welding position 组合焊☐Multi process背面清根☐Back gouging母材(等级/厚度/交货状态):Parent metal(grade/thickness/delivery condition)焊接材料(型号/规格/等级):Filler material(type/size/grade)衬垫材料:Backing 保护气体(种类/纯度)Shielding gas(type/purity)焊道布置和焊接顺序(草图)Bead sequence details(sketch)管子外径尺寸:Pipe outside diameter 焊剂:Flux预热及热处理Preheat and Post weld heat treatment焊前预热温度Preheat temperature道间温度Interpass temperature最低值Min.℃最低值Min.℃最高值Max.℃焊后热处理Post weld heat treatment 其它说明:Other information施焊细节Welding details焊道Run 焊接方法Process焊材直径Size of fillermaterial(mm)电流种类和极性Type of CurrentPolarity焊接电流Current[A]电弧电压Voltage[V]焊接速度Travel speed[cm/min]热输入Heat input[kJ/cm]气体流量Gas flowrate(l/min)焊工姓名Welder’s name 环境温度℃Temperature相对湿度%HumidityFORM:WPQR-2/4焊接工艺认可试验报告(续)Welding Procedure Qualification Record(continued)试验项目及结果Test items and results1.非破坏性试验Non-destructive examination目检Visual ☐射线探伤Radiography ☐超声波探伤Ultrasonic ☐磁粉探伤Magnetic particle ☐渗透探伤Liquid penetrate ☐2.破坏性试验Destructive examination 拉伸试验Tensile tests 试样Test piece 抗拉强度Tensile strength (N/mm ²)屈服强度Yield point (N/mm ²)伸长率Elongation %断面收缩率Reduction of area %断裂位置Location of rupture 试验温度Test temperature℃横向拉伸1Transverse 1横向拉伸2Transverse 2纵向拉伸Longitudinal弯曲试验Bend tests 角接焊破断试验Fillet weld fracture试样Test piece 压头直径/弯曲角度Former /angle 结果Result 1.正弯/反弯/侧弯Face /root /side 2.正弯/反弯/侧弯Face /root /side 3.正弯/反弯/侧弯Face /root /side 焊缝断面宏观检验照片和结果Macro examination 正弯/反弯/侧弯Face /root /side 纵向弯曲Longitudinal冲击试验Impact tests 试验温度Temp.℃要求:Requirement尺寸:Size 类型:Type 缺口位置Notch location 试验值Values (J)123平均值Average (J)备注Remarks 缺口位置Notch location 试验值Values (J)123平均值Average (J)备注Remarks 复试Retest硬度测试Hardness test 测试形式和载荷:Type and load 测试位置示意图Location of hardness measurements(sketch)区域Area 硬度范围Hardness range母材Parent material 热影响区H.A.Z 焊缝WeldFORM:WPQR-3/4焊接工艺认可试验报告(续)Welding Procedure Qualification Record(continued)附加试验(规范 3.2.4.3款要求):Additional test(s)and result(s)(According to3.2.4.3of Rules for Material and Welding)注:Remarks:1、如焊条/焊丝最大摆动宽度、焊道清洁方式等e.g.Weaving(max.Width of run),Method of interpass cleaning,etc.2、如有必要时If required⌧————适用Applicable☐————不适用Inapplicable下列缩写可用于表格填写:The following abbreviation may be used in this form.焊接方法:Welding process:手工电弧焊SMAW,埋弧焊:SAW,金属极气体保护焊GMAW,钨极气体保护焊GTAW,药芯焊丝气体保护焊FCAW,气电立焊EGW平焊:F;立焊(上行)V(up);立焊(下行)V(down);横焊H;仰焊O电流种类和极性:Type of current&Polarity:交流AC;直流正接DCEN;直流反接DCEP;脉冲电流Pulsed兹证明本焊接工艺认可过程和试验结果,符合中国船级社《材料与焊接规范》的要求。

防水板焊接气密性(涨缝)试验总结摘要:随着我国施工工程的不断发展,对于防水板的焊接气密性进行了试验总结,从日常的工作当中出发,深入的了解各种不同的加工工艺技术和方法,以促使试验能够很好的进行,突出试验的重点。
为了不断的加强此种技术的大力应用,从试验的气密性角度出发,能够很好的做好防水板的焊接工艺技术,争取能提升对试验的总结方式。
基于此,本文主要从以下几个方面来展开相关性的研究,希望能够带来参考性的意见和建议。
关键词:防水板;焊接;气密性;实验总结引言我国一直以来都比较注重工程的施工工艺技术,为了大力促进我国施工工程的发展,深入的了解关于工程的相关技术问题才是关键关键,能够很好的解决目前一些常见的问题,因此,从我国工程的施工来看,防止防水板焊接过程当中关于气密性问题的产生做足充分的准备。
一、工程概况芜黄高速WHLJ-09标正线全长10.965km,共计隧道2座,分别为太山1号隧道(左线1336m,右线1321m)、太山2号隧道(左线1202m,右线1237m),隧道双线总长5096m。
太山1、2号隧道均由黄山端向芜湖端单端反坡掘进。
隧址区内地表水系发育,属长江水系中的徽水河水系,水量随降雨量变化较大。
地下水主要为基岩裂隙水,大气是区内地下水的唯一补给来源,雨水多沿基岩表面的裂隙下渗,一部分沿潜水面运移到溪沟中,并以下降泉方式排泄;一部分则沿断裂运移到深部储水构造中或侧向补给孔隙水。
二、实施背景2019年8月14日,项目办、中心试验室、总监办、驻地办在我部太山2号隧道左洞ZK88+062-ZK88+074里程进行了防水板焊接气密性试验,因爬焊机温度设置偏低且存在焊接停顿,导致焊缝出现褶皱、漏焊现象,充气加压后未能形成环向贯通涨缝,同时试验检测时采用人工打气加压,对针头有一定的扰动,使气孔扩大漏气,缝内无法稳压,试验未取得成功。
随后我部成立以工程部、试验室为主题的技术攻关小组,经过工艺调整及检测仪器优化后收效显著。

防水板微波焊接施工工艺1前百1.1工艺概况隧道防水板铺设过去一直采取手工方式固定到隧道内壁上,固定方式以射钉锚固为主,防水板搭接头以热熔形式处理。
由手工方式铺设的防水板,与砼表面的密贴效果不稳定,整体平顺性不好;射钉挂板时,防水板表面留有孔洞,从而影响防水效果。
衢宁铁路项目部采用机械手辅助铺设、微波焊接施工工艺,使施工效率和施工质量得到明显改善。
1.2工艺原理通过微波感应对金属进行加热,被加热过的金属,对防水板进行加热熔化,同时施加压力,实现防水板焊接。
3一微波传导产生溶池完成焊接2工艺特点1)加热速度快。
温度、时间、熔接深度均可控制。
2)微波焊接开机即可焊接,正常情况下焊接枪头不会烫伤操作人员,输出电压低于36V,免除高压触电危险,无名火生产,更符合国家安全环保卫生条例。
3)高效节能,能量转换率高,待机状态,几乎不耗电,且可连续24小时工作。
4)焊点外观质量和熔接程度好,焊点不破损,防水板铺设质量好。
3适用范围本方法适用于隧道EVA防水板与热熔垫片间的固定施工。
4主要引用标准《高速铁路隧道工程施工质量验收标准》(TB10753-2010)《高速铁路隧道工程施工技术指南》(铁建设[2010]241号) 《铁路隧道防水板铺设工艺技术规定》(建技[2010]13号) 5施工方法隧道内壁一定范围内铺设好土工布,土工布与隧道洞壁间的锚固点全部安放 有热熔垫片;作业台架就位,在机械手卷筒支架上安装好防水板卷筒;调试好微 波焊接机;在隧道一侧的拱脚处开始释放防水板,使防水板纵向(新铺与已铺) 搭接宽度和横向起点位置正确,人工将防水板按压至基层土工布垫片上并保持密 贴,用微波枪对正垫片,启动开关持续2〜3秒,焊接完成。
待水平方向热熔垫 片全部焊接完成后,再次启动机械手向上移动,使防水板与下一排热熔垫片熔接 固定。
如此,即可完成整个拱圈防水板的铺设。
按“ + ”、“-”按钮可随意预置时间和时间的单位 6工艺流程及操作要点 6.1 施工工艺流程施工准备一基面检查一土工布铺设一防水板铺设及微波焊接固定一效果检 查。
xxx公司焊接工艺评定编号: PQR151-F e1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书(共1页)二、预焊接工艺指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(检验和材料报告)(共5页)焊接工艺评定任务书工程单位: xxx 公司委托编号: PQR151 焊接位置:立焊(3G) 委托日期:2011.10.20 接头型式:V 型对接接头编号: PQR151 机械化程度(手工、半自动、自动) 手工焊接方法:SMAW 保护焊:/执行标准NB/T47014要求完成日期: 2011.11.4检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检查目测拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声/ / 弯曲试验面弯背弯GB/T2653 NB/T47014 2 渗透/ / GB/T2653 NB/T47014 2 磁粉/ / 冲击试验焊缝热影响区GB/T229 NB/T47014 3 焊缝化学/ / GB/T229NB/T470143 接头硬度/ / 铁素体测定///金相微观/ / 腐蚀试验/ / /宏观//接头型式简图:母材:钢号:Q235B 与Q235B相焊规格: 12mm焊材牌号:J427规格:3.24.0 mm4321121.0~1.52.0~3.060±5°编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )共2页第1页单位名称: xxx 公司预焊接工艺规程编号: pWPS151 日期2011.10.21所依据焊接工艺评定报告编号: /焊接方法: SMAW机动化程度(手工、机动、自动):手工焊接接头: 坡口形式:V型衬垫(材料及规格): /其他:/简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 4321121.0~1.52.0~3.060±5°母材: 类别号Fe1 组别号Fe1-1与类别号Fe1 组别号Fe1-1相焊或标准号GB/T3247材料代号Q235B 与标准号GB/T3247材料代号Q235B 相焊对接焊缝焊件母材厚度范围: 12mm 角焊缝焊件母材厚度范围:/ 管子直径、壁厚范围:对接焊缝/ 角焊缝其他/填充金属: 焊材类别:FeT1-1 焊材标准:NB/T47018.2 填充金属尺寸: 3.2 4.0 mm 焊材型号:E4315 焊材牌号(金属材代号):J427 填充金属类别:FeT1-1其他:对接焊缝焊件焊缝金属厚度范围:12 mm角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%): CSiMnPSCrNiMoVTiNb其他注:对每一种母材与焊接材料的组合均需分别填表。
铁路防水材板试验记录及报告等综合内容EVA非阻燃改性聚乙烯防水板:依据Q/CR 562.1-2018,取样前在23±2℃情况下静置24小时后取样。
常规检测项目有:规格尺寸、外观质量、拉伸性能、撕裂强度、低温弯折性、不透水性、刺破强度、VA含量。
1、规格尺寸(根据实际情况确定):厚度-5%,宽度-20,长度≥0;检测方法:长度、宽度用钢卷尺量,精确1mm。
厚度防水板用TB/T3360.1-2014中5.1.2规定进行。
2、外观质量:表面平整且边缘整齐,无裂纹、机械损伤、折痕、孔洞、气泡及异常黏着等影响使用的缺陷,厚度均匀。
检测方法:0.5m目视检查,自粘用GB/T17638规定检查。
3、拉伸性能:断裂强度≥18MPa 伸长率≥650%;检测方法:依据GB/T528中的1型哑铃片取试样尺寸,纵向5个、横向5个。
拉伸速度250±50mm/min,测5个试样取中值。
4、撕裂强度KN/m:≥100%;检测方法:依据GB/T529中的直角型试片取试样尺寸,纵向5个、横向5个。
5、低温弯折(≤-35℃):无裂纹;检测方法:取样本体120mm*50mm,纵向2个、横向2个。
本体低温弯折测定按GB/T18173.1-2012中附录B的规定进行。
6、不透水性(0.3MPa/24h):无渗漏;检测方法:取样本体140mm*140mm,3个。
测定方法按GB/T328.10进行,试验压力0.3mpa,保持24h后观察试件有无渗水现象,三个试样均无渗水为合格。
7、刺破强度N:≥300;检测方法:取样本体70mm*70mm,5个。
刺破强度按TB/T3360.1-2014中5.3.10规定进行。
8、VA含量:≤5%,检验依据按GB/T309259、普通防水板出厂检验项目:规格尺寸、外观质量、拉伸性能、撕裂强度、低温弯折性、不透水性、刺破强度。
1、规格尺寸(根据实际情况确定):厚度-5%,宽度-20,长度≥0;检测方法:长度、宽度用钢卷尺量,精确1mm。
北京市南水北调配套工程南干渠工程施工第三标段防水板工艺试验
批准:
审核:
编制:
目录
一、施工准备 (1)
二、焊接方法简介 (2)
三、工艺流程 (2)
四、质量标准及质量检验 (2)
五、施工注意事项 (3)
附:焊工上岗证、防水板合格证及检测报告及工艺性试验过程照片 (4)
EVA防水板焊接工艺试验报告
一、施工准备
1、材料
1.5mm厚EV A防水板2块(0.5m×3m)及其产品合格证和检测报告。
2、设备
双焊缝温控热熔爬焊机(GIT-810)、手持温控热熔焊枪、5#注射针、压力表、打气筒等。
双焊缝温控热熔爬焊机参数如下:
输入电压(V) 220V
频率(HZ) 50Hz
功率(W) 800W
焊接速度(m/min) 0.5~5m
加热温度(℃) 0~450℃
焊接材料厚度(mm) 0.2~1.5mm
搭接宽度(cm) 10cm~15cm
焊缝强度≥85%母材(剪切方向抗拉)
整机重量(Kg) 5
绝缘等级 II类
3、作业条件
(1)焊工有考试合格证。
(2)防水板搭接符合规定(10mm)。
(3)电源220V正弦交流电。
(4)作业场地要有安全防护设施、防火和必要的通风措施,放止发生烧伤、触电、中毒及火灾等事故。
4、主要的参数有:
焊接速度、焊接温度等。
二、焊接方法简介
防水板焊接是防水施工中的关键工序,对能否有效防水起着决定性作用。
我标段防水板焊接采用热熔焊接。
热熔焊接是通过加热的方法使两块搭接在一起的防水板热融后相互对接融合,经冷却固定连接在一起的方法。
一、应用范围
此方法焊接性能优良,操作方便,焊接速度高,焊接质量好。
广泛应用于高速公路、隧道、桥梁,水库、建筑、人工湖、桥梁、游泳池、养殖池等防水工程。
二、热熔焊的特点
(1)温度控制精确,稳定。
(2)运行受外界电源波动影响小,爬行比较平稳。
三、工艺流程
1、检查设备→选择焊接参数→施焊→质量检验→确定焊接参数。
2、检查电源、焊机及压力表等工具。
焊机在焊接过程中速度要保持平稳,防止因过快或过慢导致漏焊、焊焦或焊穿。
3、选择焊接参数。
根据以往经验,选择4m/min的焊接速度,温度为:350℃。
5、施焊操作。
将焊机在搭接好的防水板上调试好后,开始焊接。
焊缝宽度16mm、17mm,搭接宽度不小于100mm,焊接均匀连续,无假焊、漏焊、焊焦、焊穿等现象。
焊接完毕后,用手持温控热熔焊枪将试件两端焊封闭,最后进行焊接质量检验。
四、质量标准及质量检验
1、检验标准
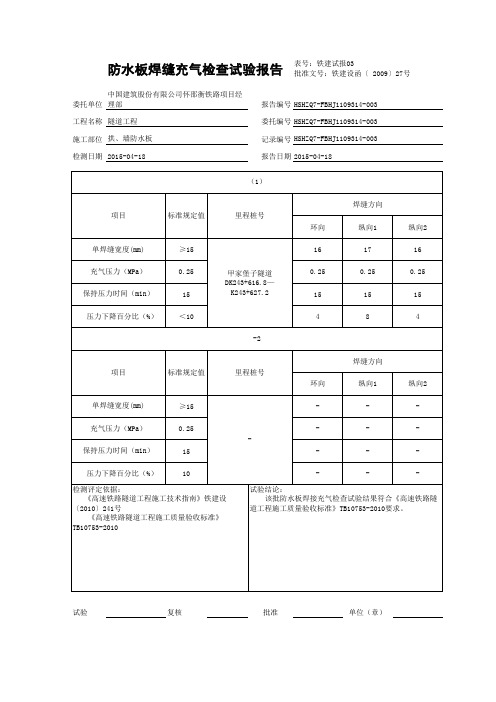
焊接完毕后采用检漏器进行充气检测,充气压力为0.25MPa,保持该压力不少于5分钟,允许压力下降20%。
如压力持续下降,应查出漏气部位并对漏气部位进行全面的手工补焊。
2、检验方法
将5号注射针与压力表相连,将注射针直接插入中间空腔内,用热熔橡胶对注射针周边进行密封,用打气筒进行充气,在规范要求的压力和时间控制范围内观察压力下降情况。
3、检验结果
在压力达到0.25Mpa,保压5min的情况下,压力表指针没有摆动、压力保持不变(肉眼观察),焊缝质量检验结果为合格。
4、不合格焊缝的处理
如压力下降过快,说明有未焊好处。
处理方法:用肥皂水涂在焊缝上,往中间空腔充气,对有气泡的地方重新补焊,直到不漏气为止。
五、施工注意事项
1、在防水施工正式开工前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产,试验结果应符合质量检验与验收时的要求。
2、焊接完毕后,立即将风机喷嘴拉移到外面,防止热风吹向上下工作轮及机体部位,防止损坏机体。
3、停机前,必须先将调温旋钮调到最小(0位),风吹数分钟冷却到自然温度为止,方可停机关闭电源,防止反传余热,损坏机件。
4、已铺好的塑料防水板,应及时施工保护层并采取有效的保护措施,不得损坏,以免造成后患。
5、内衬钢筋绑扎时应设临时挡板以防止机械损伤防水板,一旦发现塑料防水板被损坏,应及时采取焊贴覆盖等补救措施。
6、内衬混凝土施工及模板安装时应防止损坏塑料防水板。
振捣棒不得直接接触塑料防水板;侧墙混凝土浇筑时,应注意混凝土的浇筑方法,防止破坏塑料防水板。
7、提高操作人员的技术水平,加强工作责任心,严格按照技术规程操作,严格控制焊接温度,防止塑料防水板在暗钉圈处出现烤焦、烤坏现象。
8、塑料防水板属于易燃物,存放处及施工现场均应严禁烟火,且需备有消防器材,防止发生意外。
9、施工前应对所用机具进行检查,确保机具完好和使用安全。
10、高处作业时,爬梯和施工平台应安全可靠。
11、防水板铺设时,工人不得抽烟或穿带钉的鞋,以防破坏防水板。
12、塑料防水板及缓冲层的施工废料应进行回收,统一处理,不得随处堆放或就地焚烧。
附:焊工上岗证、防水板合格证及检测报告及工艺性试验过程照片
防水板焊接工艺试验参数
焊接过程
充气检测
压力表读数。