中频炉废钢预热连续加料装置
- 格式:doc
- 大小:28.00 KB
- 文档页数:3
TH-ZPJL系列中频炉炼钢配套废钢预热及除尘装置优点介绍1 以煤代电,降低生产成本煤气发生炉烧煤产生煤气,价格低廉,使用方便、安全。
用于中频炉炼钢预热废钢,代替电加热废钢可以大幅度降低冶炼成本。
理论上,1公斤标煤发热..优点介绍1 以煤代电,降低生产成本煤气发生炉烧煤产生煤气,价格低廉,使用方便、安全。
用于中频炉炼钢预热废钢,代替电加热废钢可以大幅度降低冶炼成本。
理论上,1公斤标煤发热量7000大卡,是1度电发热量860大卡的8.14倍。
在用热量相同的情况下,用电的价格(按0.7元/度)是用煤价格(按标煤1000元/吨)的5.7倍。
用煤气预热废钢每降低一度电的费用约0.123元,与电价0.7元/度相比降低0.57元。
废钢预热每升温100度,可以降低电耗37.5kwh/t。
中频电炉冶炼中,在熔化前是可以全部用煤气加热的。
也就是说,理论上可以用煤气加热废钢到1000℃以上的软化状态。
按1000℃时,每吨钢可以降低成本192元。
在实际中,要根据生产工艺的需要来决定预热程度。
因为,采取废钢预热技术工艺后,原来的操作规程、工序组织改变了。
是选择同样的产量,减少用电量;还是选择同样的用电量,提高产量;或者两者都考虑。
这是由整个生产工艺决定的。
2 缩短冶炼周期,提高生产率采取废钢预热技术工艺,废钢被加热到一定温度再入中频炉熔炼,显然缩短熔化时间。
其原因是,供电负荷相同的情况下温度高的废钢熔化快,另一方面冶炼平均供电强度会增加。
因此,能较大幅度降低冶炼周期。
一般讲,可以缩短冶炼时间15-50%。
例如在不预热情况下冶炼时间是2小时,现在可以用1个至1.3小时了。
降低冶炼周期就意味着提高了生产能力;同样的设备能生产更多的产品。
经济效益是很显著的。
一般提倡选择缩短冶炼周期来提高产量来降低电耗;不选择控制冶炼周期来降低电耗。
3 回收热源,降低能耗废钢预热装置在中频电炉上方形成了一个密闭的空间,能起到回收烟尘余热的作用。

75T连续加料电弧炉冶炼工艺操作规程闫利1、连续加料电炉冶炼工艺是一种电炉冶炼新工艺,采用的是加料不旋开炉盖而由连续加料装置将废钢连续送入炉中,在冶炼同时对炉料进行预热,送电熔化时,炉中产生的烟气将加料装置中的废钢预热。
送电熔化过程中平熔池冶炼,除新开炉第一炉料篮顶装存在传统的冶炼点弧、穿井,直接送电冶炼、主熔化、熔末、升温,其工艺主导是单渣冶炼,熔氧结合,综合脱氧,留钢、留渣操作。
2、送电伊始启动连续加料装置,加入白灰800-1000公斤,白云石300-400公斤,提前造渣。
3、炉门氧枪先中量供氧(~800Nm³/H),炉壁氧枪供氧量低氧(500-800Nm³/H)熔池形成,液面逐渐上升,炉内钢水大于40T时,提高炉壁氧枪供氧量(约800-1000Nm³/H),炉门氧枪供氧(约1000-1400Nm³/H),氧枪开启同时,喷碳操作,当水平加料停止送料时,炉门氧枪供氧量约(1000-1200Nm³/H),钢水全熔后炉壁氧枪选择500-600Nm³/H,炉门氧枪供大氧或超氧将炉渣吹稀做出钢准备,流渣操作;4、炉门氧枪小心操作,返氧时迅速调整氧枪位置并将供氧流量调小,不可顶住炉料吹氧,炉长观察炉内熔炼情况,作出相应操作指示,通知配电工停送电操作;5、连续加料装置前期适当提高送料速度,待废钢塌料至四孔加料口以下,或炉料熔化90%以上时,形成大熔池,补加600-800公斤石灰,补加白云石,碳枪根据炉内渣况调节喷碳量,全程平熔池埋弧操作,造泡沫渣,保证渣层厚度,全程埋弧操作,观察炉内情况,确定投入水平加料速度,炉壁及时氧枪投用,根据炉料情况调整炉壁氧枪供氧量;6、水平加料投入后,必须有专人负责检查水平加料所供废钢料型,以及四孔处废钢熔化状态;若出现堆起料墙的情况,可以减慢上料速度,吹氧助熔;7、炉料全熔后,炉门氧枪流量加大,深吹搅拌,此时注意控制升温速度,温度成分合格后,调整渣子碱度,组织出钢,留钢操作,留钢量30-40T;8、必须注意控制留钢量,每炉留钢量不少于30T,顶装料时,留钢量不小于20T,做到留钢留渣操作,严禁刻意排渣操作;9、炉料熔化90%左右,取参考样分析C、P等元素。

专利名称:一种高效的水平连续加料电炉炉体称量装置专利类型:实用新型专利
发明人:唐静
申请号:CN202122166386.1
申请日:20210908
公开号:CN215725215U
公开日:
20220201
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种高效的水平连续加料电炉炉体称量装置,涉及炉体水冷称量领域,包括底座,所述称重传感器左右的正面和背面对称螺纹连接有第一内六角圆柱头螺钉,第一内六角圆柱头螺钉靠近定位板的一侧对称设置有第一弹簧垫圈,定位板顶部设置有称重传感器,水冷安装底板顶部的左侧固定连接有前防护板,第一螺栓的顶部贴合有垫圈,侧防护板的底部设置有水冷安装顶板,水冷安装顶板底部的四周对称设置有支撑装置。
本实用新型的一种高效的水平连续加料电炉炉体称量装置,通过设置的称重传感器,可起到炉体称重目的,由于该装置安装于倾动平台与炉体之间,在需要进行维修称重传感器时,只需拆除炉体即可更换传感器,拆卸简单。
申请人:长春电炉成套设备有限责任公司
地址:130022 吉林省长春市二道区英俊镇胡家村
国籍:CN
代理机构:深圳至诚化育知识产权代理事务所(普通合伙)
代理人:刘英
更多信息请下载全文后查看。
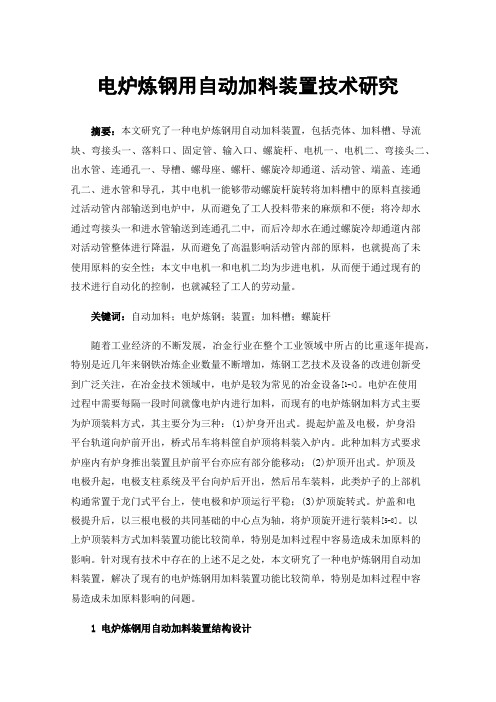
电炉炼钢用自动加料装置技术研究摘要:本文研究了一种电炉炼钢用自动加料装置,包括壳体、加料槽、导流块、弯接头一、落料口、固定管、输入口、螺旋杆、电机一、电机二、弯接头二、出水管、连通孔一、导槽、螺母座、螺杆、螺旋冷却通道、活动管、端盖、连通孔二、进水管和导孔,其中电机一能够带动螺旋杆旋转将加料槽中的原料直接通过活动管内部输送到电炉中,从而避免了工人投料带来的麻烦和不便;将冷却水通过弯接头一和进水管输送到连通孔二中,而后冷却水在通过螺旋冷却通道内部对活动管整体进行降温,从而避免了高温影响活动管内部的原料,也就提高了未使用原料的安全性;本文中电机一和电机二均为步进电机,从而便于通过现有的技术进行自动化的控制,也就减轻了工人的劳动量。
关键词:自动加料;电炉炼钢;装置;加料槽;螺旋杆随着工业经济的不断发展,冶金行业在整个工业领域中所占的比重逐年提高,特别是近几年来钢铁冶炼企业数量不断增加,炼钢工艺技术及设备的改进创新受到广泛关注,在冶金技术领域中,电炉是较为常见的冶金设备[1-4]。
电炉在使用过程中需要每隔一段时间就像电炉内进行加料,而现有的电炉炼钢加料方式主要为炉顶装料方式,其主要分为三种:(1)炉身开出式。
提起炉盖及电极,炉身沿平台轨道向炉前开出,桥式吊车将料筐自炉顶将料装入炉内。
此种加料方式要求炉座内有炉身推出装置且炉前平台亦应有部分能移动;(2)炉顶开出式。
炉顶及电极升起,电极支柱系统及平台向炉后开出,然后吊车装料,此类炉子的上部机构通常置于龙门式平台上,使电极和炉顶运行平稳;(3)炉顶旋转式。
炉盖和电极提升后,以三根电极的共同基础的中心点为轴,将炉顶旋开进行装料[5-8]。
以上炉顶装料方式加料装置功能比较简单,特别是加料过程中容易造成未加原料的影响。
针对现有技术中存在的上述不足之处,本文研究了一种电炉炼钢用自动加料装置,解决了现有的电炉炼钢用加料装置功能比较简单,特别是加料过程中容易造成未加原料影响的问题。
![一种炼钢用废铁的连续加料装置[实用新型专利]](https://img.taocdn.com/s1/m/eaae4925da38376bae1faebd.png)
专利名称:一种炼钢用废铁的连续加料装置专利类型:实用新型专利
发明人:陈玉顺,陈锋,陈情
申请号:CN201921633135.6
申请日:20190928
公开号:CN210570000U
公开日:
20200519
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种炼钢用废铁的连续加料装置,包括预热机构、电炉和加料机构,加料机构包括底座和振动箱,振动箱的底部安装有振动电机,振动箱较高的一侧设置有进料口,进料口的上端设置有接料框,振动箱较低的一侧设置出料口,出料口内设置有转料机构,底座上安装有支架,支架上通过转轴安装有摆杆,摆杆的一端竖直安装有支杆,支杆的上端安装有活动接料板,活动接料板与接料框的内壁滑动连接,摆杆的另一端通过转轴转动连接有活动杆,活动杆的上端伸入到振动箱内与承重板板。
本装置不仅能使保证整个加料过程的自动化和连续化,实现加料均匀,而且能够确保对炉内加料的过程布料均匀,布料范围广,能够大幅的提高加料的效率。
申请人:云南曲靖钢铁集团凤凰钢铁有限公司
地址:655402 云南省曲靖市宣威市特色工业园区凤凰山循环经济基地
国籍:CN
代理机构:曲靖科岚专利代理事务所(特殊普通合伙)
代理人:戎加富
更多信息请下载全文后查看。
TH-ZPJL系列中频炉炼钢配套废钢预热及除尘装置
优点介绍
1 以煤代电,降低生产成本
煤气发生炉烧煤产生煤气,价格低廉,使用方便、安全。
用于中频炉炼钢预热废钢,代替电加热废钢可以大幅度降低冶炼成本。
理论上,1公斤标煤发热量7000大卡,是1度电发热量860大卡的8.14倍。
在用热量相同的情况下,用电的价格(按0.7元/度)是用煤价格(按标煤1000元/吨)的5.7倍。
用煤气预热废钢每降低一度电的费用约0.123元,与电价0.7元/度相比降低0.57元。
废钢预热每升温100度,可以降低电耗37.5kwh/t。
中频电炉冶炼中,在熔化前是可以全部用煤气加热的。
也就是说,理论上可以用煤气加热废钢到1000℃以上的软化状态。
按1000℃时,每吨钢可以降低成本192元。
在实际中,要根据生产工艺的需要来决定预热程度。
因为,采取废钢预热技术工艺后,原来的操作规程、工序组织改变了。
是选择同样的产量,减少用电量;还是选择同样的用电量,提高产量;或者两者都考虑。
这是由整个生产工艺决定的。
2 缩短冶炼周期,提高生产率
采取废钢预热技术工艺,废钢被加热到一定温度再入中频炉熔炼,显然缩短熔化时间。
其原因是,供电负荷相同的情况下温度高的废钢熔化快,另一方面冶炼平均供电强度会增加。
因此,能较大幅度降低冶炼周期。
一般讲,可以缩短冶炼时间15-50%。
例如在不预热情况
下冶炼时间是2小时,现在可以用1个至1.3小时了。
降低冶炼周期就意味着提高了生产能力;同样的设备能生产更多的产品。
经济效益是很显著的。
一般提倡选择缩短冶炼周期来提高产量来降低电耗;不选择控制冶炼周期来降低电耗。
3 回收热源,降低能耗
废钢预热装置在中频电炉上方形成了一个密闭的空间,能起到回收烟尘余热的作用。
冶炼中的烟尘余热来源于两个方面。
一个是废钢加热熔化过程中,带入的泥土和空气被加热形成高温烟尘;一个是废钢带有油垢、油漆等可燃物不完全燃烧形成的高温烟尘。
废钢预热技术工艺,使高温烟尘上升过程中与下降的废钢充分换热,烟尘把自身热量传给废钢,使得这部分热量回收。
另外,油垢、油漆和其他可燃物也能充分燃烧后加以回收。
降低了电能的消耗,也降低了烟尘的污染程度。
从另一方面讲。
以煤代电本身就是节能的途径。
因为。
煤直接燃烧加热废钢比煤经过转化成电再用于加热废钢热能利用率高。
这就是节能和降低碳排放的有效手段。
所以讲,废钢预热技术在节能减排、提倡低碳经济方面也是很有意义的。
4 杜绝喷溅,提高钢铁料回收率
中频电炉现场操作经验告诉我们,炉中形成钢水后再加入潮湿的
和有油垢的废钢时会产生喷溅。
喷溅中形成小的金属颗粒喷到炉外或者混到渣中,造成钢铁料的损失。
喷溅现象也是一个安全隐患。
废钢预热技术工艺使得潮湿的废钢得到烘干;有油垢、油漆的废钢预先完全燃烧。
再进入钢水中就很平静,没有喷溅的安全因素和小铁粒的损失。
估计回收这部分金属损失约占总量的0.3%左右,也是不小的经济效益。
5 除尘效果好,降低环境污染
当前,中频电炉除尘设施都是间断除尘的。
在加料和出钢、出渣的时候除尘罩要移开。
实际的除尘作业率在60%左右。
另外,在正常作业时,除尘罩距离炉口有1米多高,大量野风会进入除尘烟道内。
废钢预热装置同时也具有除尘功能。
与现在的除尘装置不同的是,中频电炉加料、熔化和出渣过程中,中频电炉炉口是密封的,被盖住的,野风进不到除尘管道中,除尘风量减少80%以上(包括加热燃烧煤气产生的烟气量);除尘作业率也能达到80%以上。
只有出钢时不密封。
烟气量的大幅度减少,使得除尘效果更好;也可以大大减少原有除尘设施的装备功率,降低动力消耗和维护费用。
6 降低劳动强度,减少用人
通常中频炉炼钢没有或者只有简单料斗机械加料装置,一部分还要人工协助入炉。
炉前操作工劳动强度还很大。
废钢预热装置实现了完全机械化加料。
如同冲天炉加废钢料一样。
炉前操作工最多用两个人。
能实现减少操作定员。