金属切削常用刀具知识共61页
- 格式:ppt
- 大小:2.55 MB
- 文档页数:61

3 金属切削常用刀具3.1 车刀3.1.1车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
1.硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,采用钎焊方法,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
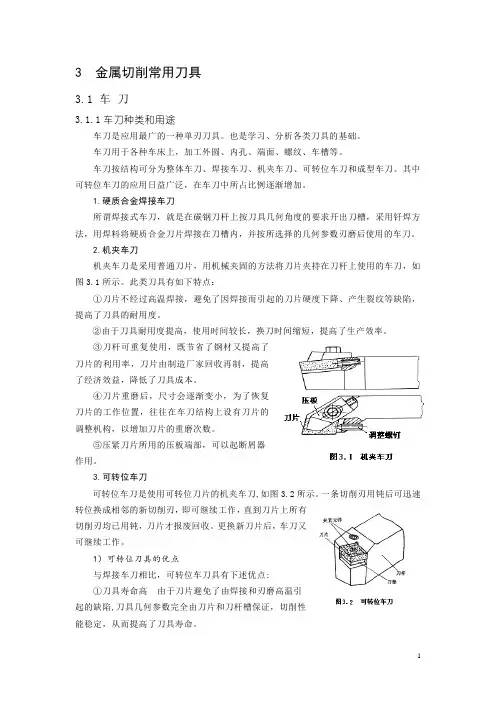
2.机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀,如图3.1所示。
此类刀具有如下特点:①刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
②由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
③刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
④刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
⑤压紧刀片所用的压板端部,可以起断屑器作用。
3.可转位车刀可转位车刀是使用可转位刀片的机夹车刀,如图3.2所示。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1)可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点:①刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
②生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
③有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。
④有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。


金属切削刀具基本知识(总30页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除秦皇岛技师学院机械安装与维修系金属切削刀具基本知识郝赫(编)金属切削刀具基本知识1 金属切削的基本要素机械制造过程概述机器是由零件、组件、部件等组成的,一台机器的制造过程包含了从零件、部件加工到整机装配的全过程,这一过程可以用图1所示的系统图来表示。
首先,从图中可以看出机器中的组成单元是一个个的零件,它们都是由毛坯经过相应的机械加工工艺过程变为合格零件的,在这一过程中要根据零件的设计信息制订每一个零件的适当加工方法,加工成在形状、尺寸、表面质量等各方面都符合加工使用要求的合格零件。
其次,要根据机器的结构和技术要求,把某些零件装配成部件,部件是由若干组件、套件和零件在一个基准零件上装配而成的,部件在整个机器中能完成一定的、完整的功能,这种把零件和组件、套件装配成部件的过程称为部装过程。
部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的,部件装配的质量直接影响整个机器的性能和质量。
最后,在一个基准零部件上把各个部件、零件装配成一个完整的机器,我们把零件和部件装配成最终机械产品的过程称为总装过程,总装过程是依据总装工艺文件进行的,在产品总装后,还要经过检测、试车、喷漆、包装等一系列辅助过程最终形成合格的产品,如一辆汽车就是经过这样的机械制造过程而生产出来的。
图1 机械制造过程的构成机械加工工艺系统从机械制造的整个过程来看,机器的最基本组成单元为零件,也就是首先要制造出合格的零件,然后组装成部件,再由零、部件装配成机器,因此,制造出符合要求的各种零件是机械加工的主要目的,而机械加工中绝大部分材料是金属材料,故机械加工主要是对各种金属进行切削加工。
零件的表面通常是几种简单表面如平面、圆柱面、圆锥面、球面、成形表面等的组合,而零件的表面是通过各种切削加工方法得到的,其中在金属切削机床上利用工件和刀具彼此间协调的相对运动切除被加工零件多余的材料,获得在形状、尺寸和表面质量都符合要求的这种加工方法称为金属切削加工。
