铸造实训讲义
- 格式:ppt
- 大小:3.07 MB
- 文档页数:57
《铸造》实习教案一、教学要求1.了解砂型铸造生产的工艺过程特点及应用;2.了解手工造型和机器造型的基本方法及铸造合金的熔化;3.了解常见的铸造缺陷及产生的原因;4.能独立进行手工两箱造型;5.了解铸造生产的安全规范、环境保护措施及简单的经济分析。
二、示范讲解1.手工造型:型(芯)砂的组成和性能要求。
手工造型的工具模样、铸 型的结构,浇注系统的组成及功用。
整模、分模、挖砂、活块、假箱造型的 灵活运用。
2.砂芯的制造:砂芯的作用、砂芯的定位与固定的方法,砂芯的特点与 组成,芯盒的结构、造芯的工艺过程、造芯示范。
3.合金的熔炼:铸造合金的种类及熔炼方法及设备。
4.浇注、落砂清理及检验工序:各工序的作用及所用的方法、设备、浇 注温度与浇注速度对铸件质量的影响。
落砂时铸件的温度,及影响铸件清理 的方法内容,浇冒口的切除方法。
常见的铸造缺陷及产生的原因及防止措施。
三、独立操作1. 造型操作练习:整模、分模、挖砂、活块等方法。
2. 浇注练习:进行手工造型(独立完成) ,参加落砂、筛砂和清理所做 的铸件。
3. 铸型的工艺分析:选择部分典型铸件造型工艺方案进行试做与比较。
4. 创新小设计。
四、专题讲课1. 铸造的特点与应用。
2. 砂型铸造工艺:造型方法的选择,浇注位置和分型面的选择及表示方 法、铸造工艺参数的确定,型芯头的表示方法。
3. 铸铁的种类与牌号。
《铸造实习》教学细化方案一、铸造实习的教学计划安排铸造实习共 2.5 天,采取循序渐进的阶段教学方法,每一阶段以不同课题的形式来实施。
共分十二 个课题,详细情况如下:课题一 铸造概述课题二 基本造型方法一(整模造型)课题三 型(芯)砂的性能和组成课题四 砂型铸造工艺过程课题五 基本造型方法二(分模造型)课题六 分型面及浇注系统课题七 基本造型方法三(挖砂造型)课题八 铸造工艺及综合训练课题九 金属的熔炼和浇注(铝合金的熔炼和实习铸件的浇注)课题十 铸件的落砂、清理与质量分析(实习铸件的落砂、清理)课题十一 特种铸造简介(观看录象与自修相结合)课题十二 机器造型(观看录象与自修相结合)二、安全操作规程(一)手工造型自己所用的造型及修型工具应放在工具箱内,砂箱不得随意乱放,以免损坏或防碍他人工作。
铸造实训内容与注意事项
铸造实训是一种非常重要的实践技能培训,对于学生来说,不仅可以增加对于铸造工艺的了解,还可以提高实际操作技能。
下面是铸造实训内容和注意事项:
一、铸造实训内容
1.铸造工艺基础知识的学习:包括熔炼、浇注、冷却、脱模等铸造工艺的基本流程。
2.模具设计与制作:包括模型制作、模具设计、模具制造等过程。
3.铸造材料的选用:对于铸造材料的性能、特点、适用范围等方面进行学习。
4.铸造设备的操作:对铸造设备的结构、操作原理、操作流程等进行学习。
5.铸造工艺的实际操作:通过实际操作,学生可以了解铸造工艺的整个过程,并掌握铸造技能。
二、铸造实训注意事项
1.安全第一:铸造实训需要非常注意安全问题,学生必须遵守实验室安全规定,佩戴好相应的安全防护用品,确保人身安全。
2.认真听讲:在铸造实训课程中,学生应该认真听讲,注意理解和记忆老师的讲解内容,以便更好地完成实验任务。
3.注重实际操作:铸造实训更强调实际操作,学生应该尽可能多地参与实验操作,多动手,掌握实际技能。
4.合理分配时间:在铸造实训中,学生应该合理安排时间,根据
实验任务的要求,提前做好实验准备工作,确保能够顺利完成实验任务。
5.及时总结:在铸造实训结束后,学生应该及时总结自己在实验中的经验与教训,发现问题并改正,以便更好地提高实际技能和学习水平。
铸造部分目录第一节铸造基础知识 (指导人员用) (3)一、铸造生产概述 (3)二、铸造生产常规工艺流程 (3)第二节砂型铸造工艺 (4)一、型砂和芯砂的制备 (4)二、型砂的性能 (4)三、铸型的组成 (5)四、浇冒口系统 (5)五、模样和芯盒的制造 (6)第三节合金的熔炼 (8)一、铝合金的熔炼 (8)二、铸铁的熔炼 (9)第四节造型 (实践操作用) (11)一、手工造型 (11)二、制芯 (14)三、合型 (15)四、造型的基本操作 (15)五、合金的浇注 (17)六、机器造型 (18)第五节铸造工艺设计 (20)一、分型面 (20)二、型芯 (21)三、铸造工艺参数 (21)四、模样的结构特点 (22)第六节铸件常见缺陷的分析 (23)铸工实习安全技术守则 (24)第七节铸工概论(金工老师用) (25)一、铸造的辉煌历史 (25)二、铸造的分类 (25)第八节特种铸造 (26)一、压力铸造 (26)二、实型铸造 (27)三、离心铸造 (27)四、低压铸造 (28)五、熔模铸造 (29)六、垂直分型无箱射压造型 (30)七、金属型铸造 (30)八、多触头高压造型 (31)九、真空密封造型 (32)第九节铸造工艺图的绘制 (33)一、铸造工艺图 (33)二、浇注位置 (33)三、分型面 (33)四、机械加工余量和铸孔 (33)五、拔模斜度 (34)六、铸造圆角 (34)七、型芯、芯头及芯座 (34)八、铸造收缩率 (34)九、铸造工艺图的绘制 (34)十、模样图的绘制 (34)十一、铸型装配图的绘制 (35)十二、铸件图的绘制 (36)十三、模样、型腔、铸件和零件之间的尺寸与空间的关系 (36)十四、铸造技术的发展趋势 (36)第一节铸造基础知识(指导人员用)一、铸造生产概述铸造是熔炼金属,制造铸型,并将熔融金属浇入铸型,凝固后获得一定形状和性能铸件的成形方法。
铸件一般是毛坯,经切削加工等才成为零件。
实习指导书—铸造3.4铸造成型技术实训指导书机械⼯程训练中⼼2011年5⽉修订⼀、⽬的学⽣通过锻造实训达到以下⽬的:1、了解砂型铸造⽣产过程、特点和应⽤;了解型(芯)砂的主要性能、组成;2、了解模样、铸件和零件三者之间的关系;3、了解铝合⾦的熔炼、浇注⼯艺;了解中频感应熔练炉的结构、⼯作原理;4、了解冲天炉的构造、炉料的组成及其主要作⽤;了解常见特种铸造的特点和应⽤;5、了解新材料、新⼯艺、新技术在铸造⽅⾯的应⽤。
6、熟悉造型、制芯的⽅法,能正确选择、使⽤造型⼯装、⼯具与辅具,掌握⼿⼯两箱造型 (如:整模造型、分模造型、挖砂造型等) 的特点及操作技能;7、熟悉分型⾯的选择,浇注系统的组成、作⽤和开设原则,具备对结构简单的⼩型铸件进⾏简单经济分析、⼯艺分析和选择造型⽅法的能⼒;8、独⽴完成结构简单的⼩型铸件(如飞机模型)的造型、浇注、清理等操作。
⼆、铸造成形的原理铸造⽣产是把⾦属加热熔化浇注到铸型的型腔中,待熔融的⾦属液凝固冷却后获得⼀定形状、尺⼨和性能⾦属件的成形⽣产⼯艺⽅法。
三、内容1、砂型铸造⽣产过程、型(芯)砂的主要性能、组成;2、模样、铸件和零件三者之间的关系;3、铝合⾦的熔炼、浇注⼯艺,中频感应熔练炉的结构、⼯作原理;4、造型、制芯的⽅法,⼿⼯两箱造型 (如:整模造型、分模造型、挖砂造型等) 的操作技能。
5、分型⾯的选择,浇注系统的组成、作⽤和开设原则,⼩型铸件简单经济分析、⼯艺分析和造型⽅法的选择。
6、飞机模型的造型、浇注、清理等操作四、设备、造型⼯具及辅助⼯具⼀)、设备1、40KW中频感应熔练炉—台;2、混砂设备(辗轮式混砂机)⼀台,筛沙机⼀台;3、1.5T/H 冲天炉⼀台。
⼆)、造型⼯具及辅助⼯具1、砂型铸造的造型⼯具,修型⼯具如图1所⽰。
⼯装、模样若⼲。
图1 造型⼯具2、砂箱:若⼲3、底板:若⼲4、浇注⼯具⼿提浇包、抬包、浇包如图2所⽰。
图2 浇注⼯具三)、设备原理1、铝合⾦的熔炼设备——中频感应熔炼炉感应炉是利⽤⼀定频率的交流电通过感应线圈,使炉内的⾦属炉料产⽣感应电动势,并形成蜗流,产⽣热量⽽使⾦属炉料熔化。
铸造实训内容与注意事项
铸造实训是机械制造专业学生必修的一门实践课程,通过实践操作,学生可以掌握铸造工艺的基本原理和技能,提高自己的实践能力和综合素质。
本文将从实训内容和注意事项两个方面进行介绍。
一、实训内容
1.铸造材料的准备:学生需要了解铸造材料的种类、性质和用途,掌握铸造材料的配比和制备方法。
2.模具制作:学生需要根据铸造件的形状和尺寸,制作相应的模具,包括砂型、金属型等。
3.熔炼铸造材料:学生需要掌握熔炼铸造材料的方法和技巧,包括熔炼温度、熔炼时间、熔炼材料的配比等。
4.铸造操作:学生需要掌握铸造操作的基本技能,包括浇注、冷却、脱模等。
5.铸造件的后处理:学生需要进行铸造件的后处理,包括去毛刺、打磨、喷漆等。
二、注意事项
1.安全第一:铸造实训是一项危险性较高的实践课程,学生需要严格遵守实验室的安全规定,佩戴好安全帽、手套、护目镜等防护用
品。
2.认真听讲:在实训过程中,学生需要认真听讲,理解老师的讲解和指导,遵守实验室的纪律和规定。
3.团队合作:铸造实训需要学生之间相互配合,共同完成任务,学生需要积极参与团队合作,互相帮助,共同进步。
4.细心认真:铸造实训需要学生细心认真,注意细节,避免出现失误和差错,保证实验结果的准确性和可靠性。
5.保持实验室的整洁:学生需要保持实验室的整洁和卫生,避免杂物堆积和垃圾满溢,保持实验室的良好环境。
铸造实训是一门非常重要的实践课程,学生需要认真对待,掌握好实践技能,提高自己的实践能力和综合素质。
同时,学生需要注意实验室的安全和卫生,保证实验室的良好环境。
教案一铸造实训铸造实训模块一:整体模Ⅰ课题纲要一、目的对铸造生产有一个初步的了解,掌握最基本的手工造型方法。
二、要求应知——铸造生产的应用范围及优缺点,了解整体模的特点。
砂铸型的结构。
分型面的概念等问题。
应会——整模造型的基本操作方法,初步学会使用造型工具和修型工具。
三、时间安排1、介绍铸造生产的概况及造型工具的使用方法 30分钟2、整模造型示范讲解 30分钟3、学生独立操作练习 150分钟四、教学设备1、实物:整体模模样、铸件、气孔缺陷铸件2、示范用具:铸模、造型及修型工具、造型材料Ⅱ教学进程一、讲解1、铸造车间介绍及劳动纪律,安全教育。
2、铸造生产概况。
3、铸造生产的工艺流程。
4、砂箱,造型、修型工具介绍及使用方法。
二、示范演示整体模示范操作。
三、学生练习要求反复操作,制出符合质量要求的整体模砂型。
Ⅲ讲稿1.1 铸造车间介绍及劳动纪律,安全教育1)对学生进行加强劳动观念,加强纪律性及安全生产的教育。
2)进行现场参观,介绍车间规模生产设备及生产实习情况。
3)安排铸工实习计划。
4)要求学生在铸工实习期间利用空余的时间参阅金属工艺学实习教材铸工部分内容。
1.2 铸造生产概况1.2.1什么叫铸造生产是把金属块放进熔炉里进行熔化成金属液体,并达到一定的浇注温度,将金属液体平稳地浇到预先做好的砂型里,待金属冷却凝固后便获得一定形状的金属铸件或毛坯件,这个过程称为铸造生产。
所得到的毛坯零件一般都需要通过机械加工以后才能成为机器零件来使用。
铸造生产的分类通常可分二大类,砂型铸造和特种铸造,砂型铸造又可分为手工生产和机器生产。
手工生产的造型方法有很多,主要是随着模样形状复杂程度的不同可采用不同的造型方法来获得铸件。
又因为砂型铸造灵活性大,适应性广,所以目前国内用砂型铸造的方法所得到的铸件要占到铸件总重量的90%以上。
机器造型则可以大大降低工人的劳动强度,且生产效率高,质量较稳定,适用于大批量铸件的生产。
除了砂型铸造以外,还可以采用多种特种铸造的方法来获得铸件,如金属模铸造、压力铸造、离心铸造、熔模精密铸造等。
铸造工艺实训指导书1. 工艺实训的内容及目的熔模精密铸造是在古代蜡模铸造的基础上发展起来的,作为文明古国,中国是使用这一技术较早的国家之一,远在公元前数百年,我国古代劳动人民就创造了这种失蜡铸造技术,用来铸造带有各种精细花纹和文字的钟鼎及器皿等制品,如春秋时的曾侯乙墓尊盘等。
现代熔模铸造方法在工业生产中得到实际应用是在二十世纪四十年代,航空工业的发展推动了熔模铸造的应用,而熔模铸造的不断改进和完善,也为航空工业和其他各行业进一步发展创造了有利的条件。
本实训旨在通过工艺品熔模铸造,使学生切实进行铸造产品从零件工艺性分析、模具制作、铸型制备、工艺设计、浇注、清理等生产全过程训练,真正达到提高本专业学生工程实践动手能力的目的。
2 工艺品制作工艺方案的设计与选择2.1 工艺品选择及工艺性分析熔模铸造具有铸件尺寸精度及表面光洁度较高,浇注金属类型范围广,生产批量无限制等优点。
工艺品可自己选择,在实验教师指导下完成工艺性分析。
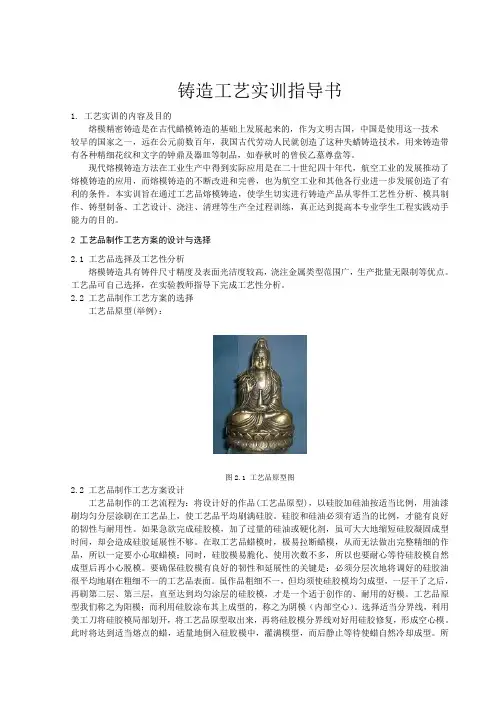
2.2 工艺品制作工艺方案的选择工艺品原型(举例):图2.1 工艺品原型图2.2 工艺品制作工艺方案设计工艺品制作的工艺流程为:将设计好的作品(工艺品原型),以硅胶加硅油按适当比例,用油漆刷均匀分层涂刷在工艺品上,使工艺品平均刷满硅胶。
硅胶和硅油必须有适当的比例,才能有良好的韧性与耐用性。
如果急欲完成硅胶模,加了过量的硅油或硬化剂,虽可大大地缩短硅胶凝固成型时间,却会造成硅胶延展性不够。
在取工艺品蜡模时,极易拉断蜡模,从而无法做出完整精细的作品,所以一定要小心取蜡模;同时,硅胶模易脆化、使用次数不多,所以也要耐心等待硅胶模自然成型后再小心脱模。
要确保硅胶模有良好的韧性和延展性的关键是:必须分层次地将调好的硅胶油很平均地刷在粗细不一的工艺品表面。
虽作品粗细不一,但均须使硅胶模均匀成型,一层干了之后,再刷第二层、第三层,直至达到均匀涂层的硅胶模,才是一个适于创作的、耐用的好模。
工艺品原型我们称之为阳模;而利用硅胶涂布其上成型的,称之为阴模(内部空心)。
金工实训教案(铸造)冯小东河北建工学院2011.10一、课程概述1.课程名称:金工实习(铸造)2.教学内容:(1)铸造实习基本操作训练(按时间安排内容)(2)铸造金工实习考核与总结(实操与工艺分析)3.教学目的:本课程是实践性基础课,主要通过学生实际铸造实践训练,使学生了解铸造工艺流程,掌握铸造基本的造型方法,培养学生理论与实践相结合及意识与能力的创新,提高动手操作能力,增进学生感性认识,促进学生动手动脑全面发展。
4.基本要求:(1)了解铸造生产工艺流程,特点及实际应用。
(2)掌握铸型的组成,常用的造型方法,分型面及浇注系统位置选择。
(3)掌握浇注系统的作用和组成,常见铸造的缺陷形成原因。
掌握落砂、清理及检验的方法。
二、教学规划1.教学资源:教材、幻灯片课件、多媒体视频、坩埚电阻炉设备、型箱、造型工具、型砂、模型等。
2.建议课时:天/8学时3.建议补充:思考问题总结实习。
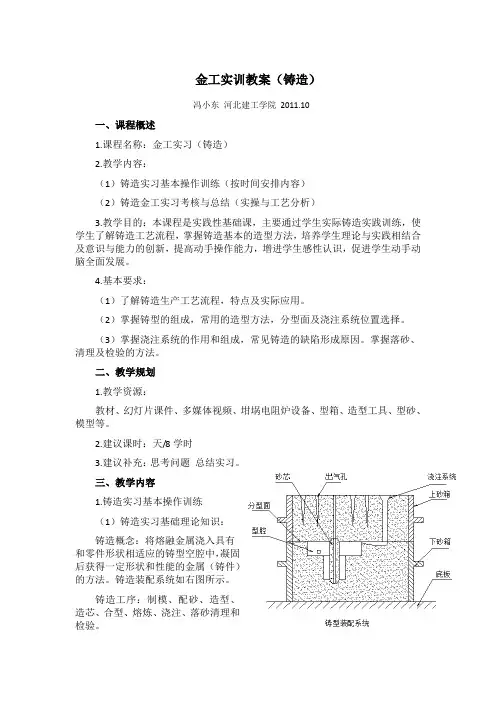
三、教学内容1.铸造实习基本操作训练(1)铸造实习基础理论知识:铸造概念:将熔融金属浇入具有和零件形状相适应的铸型空腔中,凝固后获得一定形状和性能的金属(铸件)的方法。
铸造装配系统如右图所示。
铸造工序:制模、配砂、造型、造芯、合型、熔炼、浇注、落砂清理和检验。
造型方法:整模造型、分模造型、挖砂造型、活块模造型、三箱造型。
湿型砂性能要求:湿强度、透气性、耐火度、退让性、涣散性、流动性、韧性、水分、手感、紧实率。
型砂:粘土砂(湿型强度不高不能用于大的铸件生产)、水玻璃砂(硅酸钠的水溶液,对铸铁粘性大,一般用于铸刚。
)树脂砂(尺寸精度高、表面光洁、涣散性好、主要用于制造复杂砂芯和大铸件造型)。
膨润土作用:是粘结性较大的粘土,用来做粘合剂,吸水后成胶状粘土膜,使砂型具有湿态强度。
煤粉是附加物质,高温分解带光泽碳,防止铸件粘砂。
在一些管道类零件铸造中常用油作附加物质防止粘砂。
浇注系统构成:浇口杯、直浇道、横浇道、内浇道。
(2)配砂:采用天然粘土砂,将型砂筛至微细,清理型砂中的杂质,添加十度水分调节型砂湿度及紧实率。
