磨床砂轮架
- 格式:ppt
- 大小:1.42 MB
- 文档页数:7
平面磨床砂轮修整技巧-问题:平面磨床砂轮怎样修刀?在机床加工中,平面磨床,接下来中意磨床为您解说平面磨床砂轮修整技巧:问题:平面磨床砂轮怎样修刀?的问题。
1、问:平面磨床的砂轮怎么修?平面磨床修整有两种方式: 1、将石修整器放在工作台上,砂轮直线往复运动进行修整。
.2、砂轮轴上有石笔,前后移动石笔修整砂轮。
2、初学者磨床的砂轮应该如何修整!修整磨床砂轮的方法有两种。
一是使用磨床砂轮横向导轨上的专用修整砂轮装置对砂轮进行修整。
另一种是将砂轮修整笔架吸在电磁盘上,砂轮横向移动对砂轮进行修整。
进料量约为0、03~0、在粗修时,砂轮可以更快地移动。
砂轮整个圆周面在末端修整后,少量进给并慢速移动,完成砂轮。
完成砂轮的修整。
中意平面磨床产品具有高精度、高稳定性、高性价比等优良特点。
是社会现代化生产的加工母机生产制造企业。
3、平面磨床工作面修整的技巧?如果想让台面在水平和垂直方向上都达到一个公差,换一个密度大于60的普通砂轮【记得调整平衡】也不是不可能,用石修整砂轮,磁吸台面,【开启冷却水】再研磨台面。
整个台面抹平后,最后轻轻慢慢地移动刀,用小刀来回移动。
直到刀在整个台面上有少量火花,才进入。
用小刀就好了,这样就不会产生火花了。
怎么修砂轮才是最平的。
一般而言,如果床身长期不用或者工作量不重,一般不用刮磨,修的时间比较长,刮的好有很多人少,属于大修。
修好后,还是要这样修剪台面。
如果赛道真的很糟糕,那也没关系。
如果你专门磨一个产品,设置垂直限制[水平轨道一般与它关系不大。
],然后修剪飞机,也可以暂时使用。
最后祝你成功!4、磨床砂轮如何修整,使砂轮平整?水平进刀多少次?用固定在砂轮架上的修整笔,或吸在圆盘上的修整笔修整砂轮。
粗修时,每次进给为0、精修时,每次进给为0、粗修时,砂轮可以更快地移动,可以提高效率。
精修时,砂轮移动较慢,修整后的圆周面应较光滑。
粗修时,精修直至修整砂轮的整个圆周。
修整是否到位,可以观察砂轮圆周和砂轮侧面的棱角。
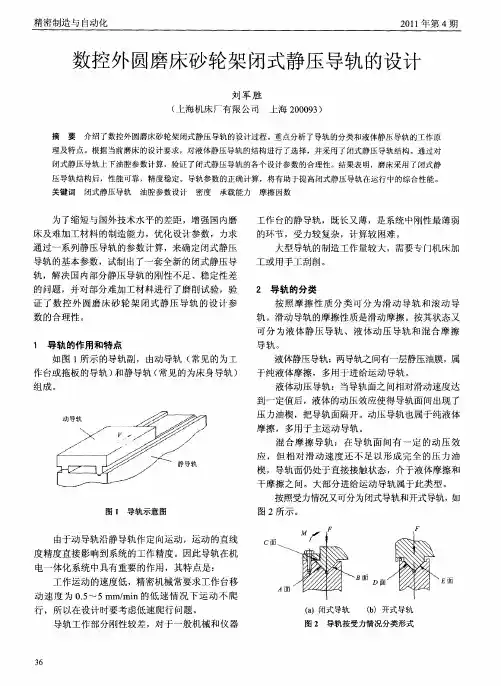
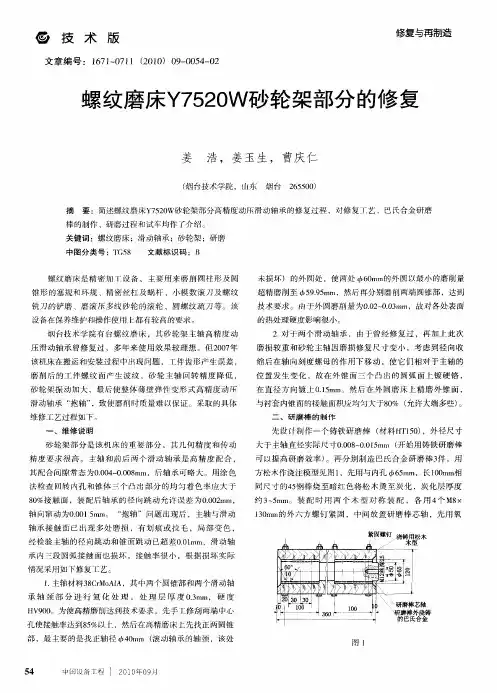
1正确选择设计方案砂轮架结构与装配关系,由于其使用性能的要求,其传动关系比较简单,一般在砂轮架箱体中不设计传动零件,只在电动机与主轴间设计一级皮带传动或升速或降速即可,现在也有逐渐将电主轴、磁悬浮主轴等等引人一般磨床砂轮架结构中的趋势。
不论是哪种结构的砂轮架与何种方式的传动,一般都要解决好以下的关系。
1.1主轴的支承方式选择(径向、轴向、调整) 砂轮架主轴在工作中主要承受径向力、轴向力、弯矩、扭矩等的作用。
由于砂轮架使用性能的要求,其主轴的支承距离较小,主轴的支撑方式通常采用两支点的方式已足够满足其工作要求。
尤其是工具磨床更是如此。
主轴的轴向采用一端固定一端自由的安装方式,其前端为自由端,后端为固定端。
这一方面可以消除由于主轴受热沿轴向的伸长而附加的轴向应力,另一方面又可以减少由于砂轮架受热后的径向抬高(一般说前头的抬高比后头的抬高要大)、使轴向挡圈(止推圈环)与轴心线偏斜更大而更加重轴肩与挡圈(止推圈)的摩擦与磨损,有利于机床的精度稳定和保持。
对于采用滑动轴承支承的砂轮架,应对主轴设计轴向磨损自动补偿机构,而对滚动轴承支承则可以不对其进行补偿设计,一般其磨损较小。
1.2轴承选择与安装在载荷不太大、转速不太高的情况下,主轴轴承较适于采用三片、五片瓦动压滑动轴承组合,其径向间隙由调整螺钉调整,轴瓦的倾斜度可以随轴径位置不同而自动调整,以适应轴的弹性变形和偏斜等。
但其极限转速相对较低,对径向间隙的变化非常敏感。
该轴承组合通过轴肩来确定轴向位置和轴向间隙,并且回转时轴肩与止推圈之间为滑动摩擦,限制了轴承极限转速的提高,适合于转速较低的主轴部件。
而对主轴转速高,中、高载荷的磨床,根据其加工的具体情况,宜使用滚动轴承组合比较合适。
一般前轴承主要承担径向力,后轴承主要承受轴向力也可承受一定的径向力。
经过分析与生产检验,前轴承选择圆柱或圆锥滚子类轴承较好。
对于圆锥孔圆柱滚子轴承,其极限转速较高,承载能力较大,可以通过调整内圈的轴向位置来对轴承进行径向预紧调整,使轴承始终在无间隙的情况下进行运转,很适于机床前轴承的支承后轴承则选用角接触球轴承较为合适,并采用面对面的安装组合。

外圆磨床的主要组成及功用
球体磨床球面磨床1.床身
用于支承和连接磨床各个部件。
为提高机车刚度,磨床床身一般为箱型结构,内部装有液压传动装置,上部有纵向和横向两组导轨以安装工作台和砂轮架。
2.工作台
由上下两层组成,上工作台可相对于下工作台偏转一定角度,以便磨削锥面;下工作台下装有活塞,可通过液压机构使工作台往复运动。
图9-7(b)为液压传动简图,由活塞6、油缸7、换向阀8、节流阀8、油箱10、油泵11、止通阀12等元件所组成。
当止通阀处于通状态时,压力油通过止通阀12流向换向阀8再流至油缸7的左端或右端,从而推动活塞6带动工作台向右或向左运动;油缸另一端的无压力油则通过换向阀8、节流阀9回到油箱。
工作台的往复换向是通过行程挡块改变换向阀的位置实现的,而工作台运动速度的改变是通过调节节流阀改变压力油的流量大小实现的。
3.砂轮架
其上安装砂轮,由单独电动机带动作高速旋转。
砂轮架安装在床身的横向导轨上,可通过手动或液压传动实现横向运动。
4.头架
用于安装工件,其主轴由电动机经变速机构带动作旋转运动,以实现周向进给;主轴前端可安装卡盘或顶尖。
5.尾架
安装在工作台右端,尾架套筒内装有顶尖,可与顶尖一起支承工件。
它在工作台上的位置可根据工件长度任意调整。
M1083A无心磨床砂轮架主轴轴承研死原因分析及维修M1083A无心磨床砂轮架主轴轴承研死原因分析及其修复M1083A 无心外圆磨床的特点是刚性好、生产效率高、设备使用性能良好,能适应大批量生产的需要。
其磨削轮、导轮主轴前、后轴承均采用薄膜反馈静压轴承,轴承为四油腔对称结构。
该设备最近出现了砂轮架主轴静压轴承副研死故障,我们对其进行了成功的修复。
下面结合修理过程对设备发生故障的原因,静压轴承副修复工艺加以总结。
1 故障原因分析砂轮架主轴(磨削轮主轴)轴承研死的原因主要在两个方面:第一是润滑油泵送油油路的阻塞:第二是进入轴承油腔主油路的阻塞。
这两个原因将直接导致进入轴承油腔的润滑油油量不足或油压不够而导致砂轮架主轴启动时轴承副发生研死故障。
送油油路的阻塞主要是在滤油器处。
M1083A送油路上共有三重滤油器,特别是精滤器易被堵塞或滤芯纸质溶化致使送油压力下降,油量不足,使油压过低,而同时主轴启动电器互锁系统失灵,导致静压轴承副研死。
进入轴承油腔的油路阻塞主要是在薄膜反馈节流阀间隙处。
间隙严重阻塞时,进入油腔的油量很少,油压很低,主轴不能很好地在轴承中浮起,若扳动磨削轮则转不动或很重,此时一旦启动磨削主轴则同样引起静压轴承副研死。
1.2-?105mm处与轴承配合间隙0.055~0.060mm2.2-?105mm椭圆度、锥度允差0.002mm2 修复工艺我们将砂轮主轴拆下后,发现故障主要在主轴前轴承,后轴承则无明显研死痕迹。
首先我们用千分尺对主轴前轴颈进行精确测量,实际尺寸为?105-0.008-0.007mm,用内径千分表测得轴承内孔直径为?105+0.048+0.051mm,由此可知其配合间隙在0.055~0.059mm之间,而静压轴承副的配合间隙要求为0.006D(D为主轴轴颈公称尺寸),M1083A主轴轴颈D=105mm,其配合间隙技术要求应为0.063mm。
设计要求的配合间隙为0.055~0.060mm,经过实际测量尺寸可知其基本能满足主轴与轴承之间的配合间隙要求。
摘要本设计主要针对外圆无心磨床的导轮主轴部件架进行设计的,其中也对所设计的磨床的传动系统及相关的总体尺寸进行了设计。
所设计的磨床能在垂直面内作-2º~5º的旋转,能在水平面内作0º~3º的旋转,通磨时磨削直径能达到(Φ2~Φ40)mm,最大磨削长度为140mm,切入磨削时磨削直径:(Φ7~Φ40)mm,从而实现对不同轴类等零件进行加工。
其目的是为解决一定尺寸范围类的轴类等零件的外圆磨削频繁跟换磨床的问题。
利用所设计的外圆无心磨床,可以实现一定尺寸范围类的轴类等零件的外圆磨削使用同一台机床,从而提高生产效率,降低劳动强度。
导轮架主轴部件架的设计是所设计的外圆无心磨床当中重要组成部分,它的主要作用是随零件尺寸的不同调节砂轮与导轮的距离以及实现零件加工的连续性。
本说明书主要介绍了导轮架主轴以及导轮主轴相关上的相关部件设计。
本磨床在加工零件时具备了快速性、精确性及多样性等诸多优点。
无论性能还是经济上,都能运用于产品生产中,有良好的推广及使用前景。
本说明书当中还大量的使用图表说明以及运算过程,在整个设计过程当中还使用了《机械设计》、《机械原理》、《无心磨削》以及《无心磨削的理论与实践》等相关知识。
在本说明书当中以磨床总体设计、导轮主轴、导轮架等的设计为主要核心部分,电动机固定台、油路、电路以及各部位的相关设计为辅,全方位的将导轮架主轴部件架地进行设计和说明。
关键词:外圆无心磨床;无心磨床导轮架:主轴部件:传动系统AbstractThis design is mainly for the ro und grinder sp ind le co mpo nent parts o f the plane design, which also the design o f the transmissio n system and relatedgrind ing the o verall size to carry on the design. The design o f grind ing machine can be restricted in the-2 º ~ 5 º rotatio n, can be in the p lane o f the 0 º ~ 3 ºrotatio n, the grind ing parameters can achieve in d iameter (Φ 2 ~ Φ 40) mm, the biggest grind ing length for 140 mm, cut into grind ing parameters d iameter: (Φ 7 ~ Φ 40) mm, so as to achieve such as axial parts processing. Its p urpose is to so lve certain k ind o f size range axial parts such as a circular grind ing with freq uent change o f grind ing machine. The design o f the ro und the grinder, can achieve certain size range o f axial parts o f a circular grind ing using the same machinetoo ls, so as to imp ro ve the prod uctio n efficiency, red uces the labor intensity.Guide frame is the design o f sp ind le co mpo nent frame b y a circular design is an important part o f the grinder, its main effect is along with the size o f the different parts o f the grind ing wheel and adjust pushes the d istance and the realizatio n o f the co ntinuity o f machining parts. This manual mainly introd uces a spind le and pushes the guide on the related parts related to the sp ind le design.The grinder in processing co mpo nents have power, when accuracy and diversity, and many other ad vantages. No matter or eco no mic performance, can be used in the p roductio n o f prod ucts, have good pro motio n and use prospects.This manual amo ng a lot o f use illustratio ns and operatio n process, in the design o f process still USES the "mechanical design", "the mechanical theory", "centerless grind ing" and "the theo ry and practice o f centerless grind ing", and other relevant k nowled ge. In this manual o f grind ing machine general design, pushes the sp ind le and parts o f the rack design as the main core part, motor fixed platform, fuel, circuit and the re levant parts o f the design is co mp lementary, comprehensive will guide frame the sp ind le co mpo nent frame to design and instructio ns.Key words: the ro und grinder; The grinder guide frame: the sp ind le co mponent: drive system目录引言 (1)第一章、外圆无心磨床总体方案设计 (2)1、总体方案的确定 (2)2、磨床外形尺寸 (5)3、砂轮架总体尺寸 (8)4导轮架总体尺寸 (8)5、液压系统原理设计 (8)6、传动原理设计 (10)第二章、导轮主轴部件架设计 (11)1、导轮主轴设计 (11)2、涡轮蜗杆设计 (13)3、前轴承设计 (19)4、轴承座设计 (20)5、端盖设计 (21)6导轮架V带的设计 (22)7、导轮架结构简介 (26)结论 (28)参考文献 (29)谢辞 (30)引言随着科学技术的不断提高,机械设计产品的应用范围日益发展和壮大。
平面磨床常用砂轮的种类有很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。
每一种砂轮根据其本身的特性,都有一定的适用范围。
平面磨床一般使用陶瓷结合剂的白刚玉砂轮,硬度为中软,粒度为46。
磨削铸铁件较多时可使用陶瓷结合剂的36粒度白刚玉大气孔砂轮,发热小效率高。
1.普通磨床砂轮:500*100*305,600*63*305,900*125*305,750*75*305;2.万能磨床砂轮片:250*20*75,300*40*127,300*50*127,400*50*203,500*50*203,500*75*203;3.端面磨床砂轮片:600*75*305,750*75*305;4.高精密度半自动磨床砂轮:400*50*203;无心外圆磨床与专用磨床砂轮介绍1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。
2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。
这类无心磨床的砂轮、导轮主轴多数采用双支承结构形式。
3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。
托架固定在床身上,砂轮、导轮主轴为双支承结构。
导轮架相对托架可做调整运动,砂轮架作进给补偿运动。
无心外圆磨床型号M1010磨床专用砂轮规格:棕刚玉砂轮125*50*50A砂轮、白刚玉砂轮125*50*50WA砂轮、绿碳化硅砂轮125*50*50GC砂轮、铬刚玉砂轮125*50*50PA砂轮。
无心外圆磨床型号M1025、M1020、M1025k磨床专用砂轮规格:棕刚玉砂轮300*100*127A砂轮、白刚玉砂轮300*100*127WA砂轮、绿碳化硅砂轮300*100*127GC砂轮、铬刚玉砂轮300*100*127PA砂轮。
磨床结构
(一)磨床结构
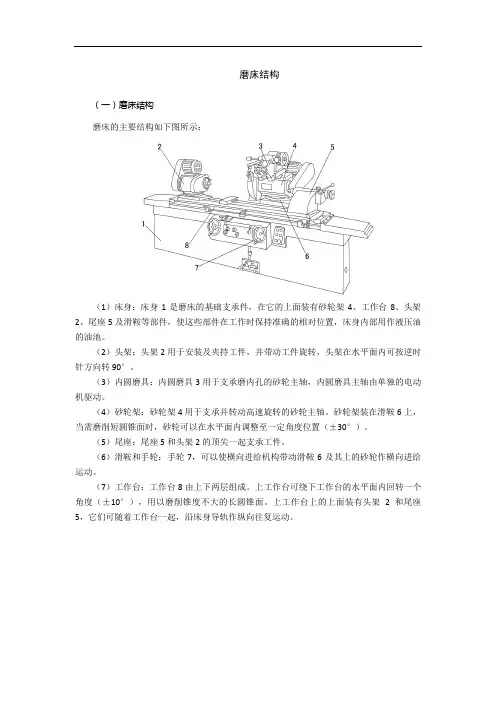
磨床的主要结构如下图所示:
(1)床身:床身1是磨床的基础支承件,在它的上面装有砂轮架4、工作台8、头架2、尾座5及滑鞍等部件,使这些部件在工作时保持准确的相对位置,床身内部用作液压油的油池。
(2)头架:头架2用于安装及夹持工件,并带动工件旋转,头架在水平面内可按逆时针方向转90°。
(3)内圆磨具:内圆磨具3用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。
(4)砂轮架:砂轮架4用于支承并转动高速旋转的砂轮主轴。
砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮可以在水平面内调整至一定角度位置(±30°)。
(5)尾座:尾座5和头架2的顶尖一起支承工件。
(6)滑鞍和手轮:手轮7,可以使横向进给机构带动滑鞍6及其上的砂轮作横向进给运动。
(7)工作台:工作台8由上下两层组成。
上工作台可绕下工作台的水平面内回转一个角度(±10°),用以磨削锥度不大的长圆锥面。
上工作台上的上面装有头架2和尾座5,它们可随着工作台一起,沿床身导轨作纵向往复运动。
M7120A 磨床砂轮架结构的安装与调试在机械加工过程中,平面磨削是经常应用的方法,主要是在各种平面磨床上进行。
磨床因构造不同,磨削方法也不样。
根据磨削时砂轮工作表面的不同,可分为以下两种方式:是圆周磨削:用砂轮的圆周面来磨削平面。
是端面磨削:用砂轮的端面来磨削平面。
进行平面磨削时,所使用机床设备的好坏,工装夹具的合理性和刚性、操作方法等都会直接影响到加工精度。
机床各运动部件的精度是加工质量的保证,现就M7120A 型卧轴矩台平面磨床砂轮架的安装调试谈一点自己粗浅的看法。
、M7120A 型卧轴矩台平面磨床砂轮架的修理工艺对砂轮架的修理,主要是恢复主轴的装配精度和工作精度,因而对主轴、轴瓦的修理工作是修理的主要内容。
进行旧主轴、旧轴瓦修复时,要计算好最大的修磨量,以保证修磨后主轴热处理层不被完全磨去。
确保修磨后的主轴有足够的刚度。
旧轴瓦修复前,应将轴瓦、球面、支承螺钉配对编号,并记下其原来的装配位置,轴瓦的刮削量在保证触点数的同时应尽量少。
拉毛采用新轴、新轴瓦时,要仔细检查轴瓦是否有碰伤、等现象,如有碰伤、毛刺应仔细刮去。
装配前,还应保证轴瓦的接触面积。
砂轮架主轴动平衡:由于平面磨床主轴的转速很高,长度又长,稍有不平衡就会产生振动,直接影响磨削质量,所以主轴必须在装入电动机转子和风扇后在动平衡机上进行动平衡实验,要求动平衡精度不低于级。
砂轮架轴瓦的修刮工艺。
修刮轴瓦时,应在事先准备好的假轴上对轴瓦进行粗刮削,假轴的直径可以比真轴的直径小0.005mm,把接触点子先刮出来,点子要均匀(15〜18点125 X25mm),再在主轴上进行精刮。
此时,轴瓦在油楔大端一侧应刮低一些,以便形成油楔。
精刮轴瓦的接触点数刮到要求后( 般为18〜22点/25 X 25mm),才能进行主轴的装配。
二、M7120A型卧轴距台平面磨床砂轮架的装配工艺砂轮架装配的质量是保证和决定砂轮架工作及运转精度的重要环节,因此,装配时应认真仔细地做好每一项工作。
目录1前言 (1)1.1外圆磨削与端面外圆磨削 (1)1.2.1外圆磨削 (2)1.2.2端面外圆磨床及其特点 (3)1.3磨床现状及其发展趋势 (5)2.砂轮架总体方案设计 (5)2.1砂轮架总体设计 (5)2.1.1 纵向与横向尺寸设计 (5)砂轮架相关尺寸设计 (6)3砂轮架部件设计 (8)3.1砂轮架设计基本思想 (9)3.2主轴旋转精度及其提高 (9)3.3主轴轴承系统刚度 (9)3.4砂轮架主轴初步设计 (9)3.5 主轴刚度校核 (10)3.6传动装置设计 (11) (12)皮带的设计 (12) (14) (17)结论 (18)致谢 (19)参考文献 (19)附录一:英文原文 (21)附录二:英文译文 (26)M131W万能外圆磨床设计——砂轮架学生:xxx专业:机械设计制造及其自动化指导教师:xxx摘要:磨床广泛的运用于零件表面精加工。
由于近年来科学技术的发展,对机器和仪器的表面精度要求越来越高,所以磨床的作用显而易见。
砂轮架作为切削的主要部件,直接影响工件的加工精度和表面粗糙度。
这次设计是通过对M131W万能外圆磨床的调查研究,比较国内外同类机床,明确了设计思路,在前人实际经验的基础上,结合所学理论知识对磨床砂轮架设计,并利用Auto CAD软件对各部件进行设计绘图。
确保能达到预定的使用要求。
本课题通过对磨床设计,巩固和深化了所学知识,取得了比较满意的效果,达到了预期的设计意图。
关键词:卸荷带轮;主轴刚度;M131W 砂轮架The Design of Grinding carriage M131W Universal CylindricalGrinding MachinesName:xxxMajor:Machinical Design Manufacturing and AutomationTutor:xxxAbstract:Grinding machine widely used in parts of the surface finishing. In recent years due to the development of science and technology of the instrument and the machine in the surface accuracy is more and more high, so the role of grinding machine is obvious.The grinding wheel frame as a major part of the cutting, the direct impact of the workpiece machining accuracy and surface roughness. This design is based on M131W universal cylindrical grinder research and the domestic and foreign sim .A clear idea of the design, in this based on the practical experience, the combination of theory of knowledge to a component design of the grinding machine design, use Auto CAD software to design the drawing parts.Ensure that can meet the use requirements.This topic through the grinder design, consolidate and deepen the knowledge, and achieved satisfactory results, to achieve the desired design intentKeywords:Unloading belt pulley;The stiffness of the spindle;M131W Grinding carriage1 前言用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),它们是因精加工和硬表面的需要而发展起来的[1]。
磨床的分类及用途(完整版)磨床分为外圆磨床、内圆磨床、坐标磨床、无心磨床、平面磨床、轧辊磨床、导轨磨床、砂带磨床、砂轮机、珩磨机、研磨机、工具磨床、曲线磨床、凸轮轴磨床、轴承磨床、数控磨床、磨削中心、复合磨床、其他磨床等大类,每个大类又包括若干小类。
一.外圆磨床:主要用于磨削圆柱形和圆锥形外表面的磨床。
一般工件装夹在头架和尾架之间进行磨削。
1.1工作台移动式外圆磨床:用工作台纵向移动的方式磨削工件的外圆磨床。
1.1.1端面外圆磨床:用于磨削轴类工件,其砂轮轴线与工件轴线呈一定角度 ,一次切入磨削可同时完成轴颈和轴肩加工的外圆磨床。
1.1.2万能外圆磨床:具有磨削圆柱形和圆锥形内表面装置的外圆磨床。
1.2.3宽砂轮外圆磨床:用于磨削轴类工件 ,其砂轮宽度数倍于同规格磨床的外圆磨床。
1.2砂轮架移动式外圆磨床:用砂轮架纵向移动的方式磨削工件的外圆磨床。
二、内圆磨床:主要用于磨削圆柱形和圆锥形内表面的磨床。
砂轮主轴一般为水平布置。
2.1立式内圆磨床:砂轮主轴垂直布置的内圆磨床。
2.2立式行星内圆磨床:工件固定在工作台上 ,砂轮除绕本身轴线旋转外,还绕工件孔轴线公转,同时作垂直方向往复运动的内圆磨床。
三、坐标磨床:具有精密坐标定位装置的磨床。
主要用于磨削尺寸、形状和位置精度要求较高的孔系及型腔。
四、无心磨床:工件采用无心夹持,一般支承在导轮和托架之间 ,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。
4.1无心外圆磨床(简称无心磨床) :用于磨削圆柱形外表面的无心磨床。
4.2圆锥滚子无心磨床:用于磨削圆锥滚子外表面的无心磨床。
4.3无心超精机:用于超精加工圆柱和圆锥滚子外表面的无心磨床。
五、平面磨床:主要用于磨削工件平面的磨床。
5.1卧轴矩台平面磨床:砂轮主轴水平布置 ,矩形工作台作往复运动的平面磨床。
5.2立轴矩台平面磨床:砂轮主轴垂直布置,矩形工作台作往复运动的平面磨床。
5.3卧轴圆台平面磨床:砂轮主轴水平布置,圆形工作台作回转运动的平面磨床。
磨床砂轮平衡架及砂轮平衡调整方法一:摡述砂轮平衡支架砂轮平衡架是磨床必须配备的附件,用它可以静平衡砂轮,以达到正确使用砂轮的目的,是检查帮轮组织均匀性和几何形状正确性的手段之一,是保证用户磨削质量的关键。
加水平仪还可以检测精密工件的静平衡。
二:制作工艺砂轮平衡架选用优质材料作平衡轴,经热处理以及精密的加工与装配故而精度高,性能稳定是一理想的机床附件。
三:规格<砂轮平衡架规格、特殊规格可以定做。
一般直径大于>125mm的砂轮都要进行平衡,使砂轮的重心与其旋转轴线重合。
不平衡的砂轮在高速旋转时会产生振动,影响加工质量和机床精度,严重时还会造成机损坏和砂轮碎裂引起不平衡的原困主要是砂轮各部分密度不均匀,几何形状不对称以及安装偏心等。
因此在安装砂轮之前都要进行平衡,砂轮的平衡有静平衡和动平衡两种。
一般情况下,只需作静平衡,但在高速磨削速度大于>50m/s和高速度磨削时,必须进行动平衡。
平衡时将砂轮装在平衡心轴上,然后把装好心轴的砂轮平放到砂轮平衡支架的平衡导轨上,砂轮会作来回摆动,直至摆动停止。
平衡的砂轮可以在任意位置都静止不动。
如果砂轮不平衡,则其较重部分总是转到下面这时可移动平衡块的位置使其达到平衡。
轮平衡支架的使用方法及步骤松开并取下法兰盘上的条螺钉。
向上取出可动法兰把砂轮从固定法兰上拆下。
清理固定法兰面,用油石除去法兰和砂轮接触面的磕伤和修蚀。
顺时针方向松开平衡块的螺钉,并把三个平衡砂轮块从法兰盘的沟槽中取出用油石清理法兰盘和新砂轮的接触面,除去伤和锈蚀。
清扫砂轮内侧把砂轮装到固定法兰上。
清理可动法兰盘。
用油石清理法兰盘和新砂轮的接触面,除去磕伤和锈蚀把可动法兰装到固定法兰上条螺钉使用的定力矩搬手,在对角线上相互拧紧条螺钉。
清理法兰盘的锥孔,穿上平衡心轴。
看着平衡架的水平调整三条螺钉,调平平衡把平衡心轴放到平衡架上。
当砂轮有不平衡量时,停止时重的地在下面。
这个时候用粉笔在法兰盘的上侧做一标记。
毕业设计开题报告_数控外圆磨床砂轮架及进给机构一、选题背景与意义随着现代制造业的快速发展,数控技术已成为提升生产效率、保证产品质量的关键所在。
数控外圆磨床作为高精度加工设备,在机械零件制造领域发挥着重要作用。
砂轮架及进给机构作为数控外圆磨床的核心部件,其性能直接影响加工精度和效率。
因此,开展数控外圆磨床砂轮架及进给机构的设计研究,对于提升我国制造业的整体水平具有重要意义。
当前,国内外对数控外圆磨床的研究主要集中在整体结构设计、控制系统优化等方面,而对砂轮架及进给机构的专项研究相对较少。
因此,本选题旨在针对数控外圆磨床砂轮架及进给机构进行深入研究,通过优化设计和改进制造工艺,提高砂轮架及进给机构的精度和稳定性,为提升数控外圆磨床的整体性能提供技术支持。
二、研究目标及内容(一)研究目标本毕业设计的研究目标主要包括:1. 深入了解数控外圆磨床砂轮架及进给机构的工作原理和现有技术水平;2. 分析现有砂轮架及进给机构存在的问题和不足;3. 提出针对性的优化设计方案,提高砂轮架及进给机构的精度和稳定性;4. 完成优化设计方案的仿真分析和实验验证,确保优化效果的有效性。
(二)研究内容本毕业设计的研究内容主要包括以下几个方面:1. 数控外圆磨床砂轮架及进给机构的工作原理分析:通过查阅相关文献和资料,了解数控外圆磨床砂轮架及进给机构的工作原理和现有技术水平,为后续的优化设计提供理论支撑。
2. 现有砂轮架及进给机构问题诊断:通过实地调研和实验测试,分析现有数控外圆磨床砂轮架及进给机构存在的问题和不足,为后续的优化设计提供方向。
3. 优化设计方案制定:根据问题分析结果,提出针对性的优化设计方案。
针对砂轮架,可以从材料选择、结构改进、加工工艺等方面进行优化;针对进给机构,可以从传动方式、驱动系统、控制算法等方面进行改进。
4. 仿真分析与实验验证:利用仿真软件对优化设计方案进行仿真分析,预测优化效果。
同时,搭建实验平台对优化后的砂轮架及进给机构进行实验验证,确保优化效果的有效性。