常见焊缝焊材消耗速查表
- 格式:doc
- 大小:304.50 KB
- 文档页数:8
焊接定额计算焊材用量消耗量计算
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
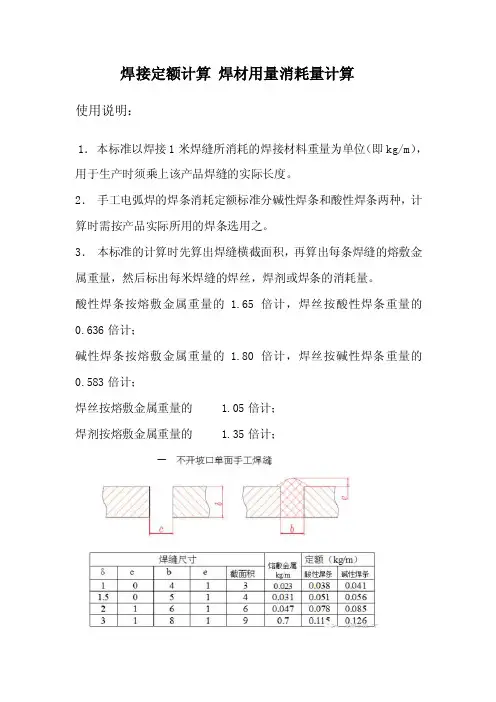
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;。
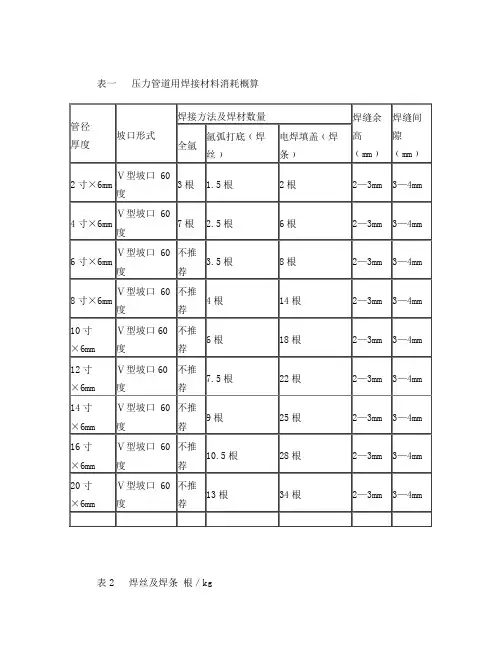
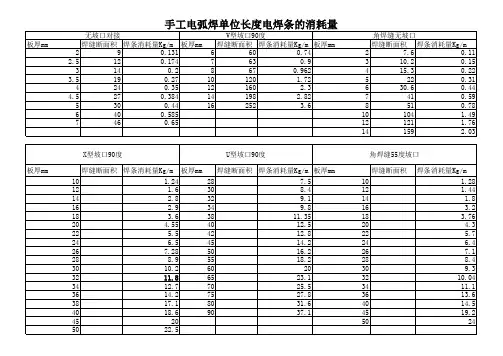
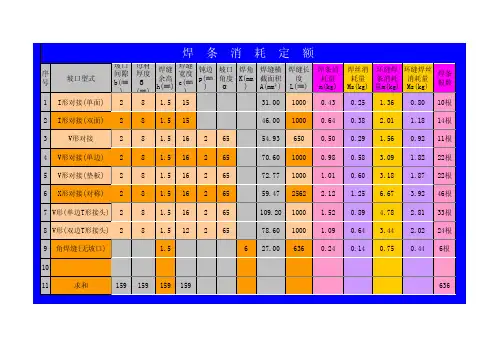
表一压力管道用焊接材料消耗概算
表2 焊丝及焊条根/kg
注:
1、表1 和表2都是根据20﹟钢制作的,其他合金类、不锈钢类的焊接,由于焊条受热快,所留焊条头适当延长。
每一道焊口相应增加1--2根,焊条直径都以3.2计算的,焊条头长度为25mm。
2、表2根据焊材库现场称重计算的,准确性较高。
3、管材的厚度都是以6mm计算的,依表1寸径不变,厚度每增加2mm时,每1寸内焊条数量相应增加1根。
4、所计算的焊缝余高统一为3mm,焊缝间隙为3—4mm.
5、所计算焊材不包括返修用料。
6、根据个人经验及咨询其他基层焊接人员编制,由于不同焊工所焊接焊缝的余高、宽度不同,无法精确到位,仅供参考。
7、只限技术部内部统计焊材用,不推荐为其它用途使用参考。
8、错误和不妥之处在所难免,每名焊工应根据自己所用焊材做好数据统计,上报焊接责任师,进一步修订本焊材概算表,达到更加完善和准确。
焊接材料的選用及消定額1、本標準適用於鍋爐、壓力容器焊材定額的制定和選用2、引用標準GB324-88《焊縫符號標記法》GB985-88《氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸》GB986-88《埋弧焊焊縫坡口的基本形式和尺寸》3、焊接材料的選擇3.1.焊條的選擇原則3.1.1考慮母材的機械性能和化學成分(常見化學成分和焊縫金屬機械參見表)1、普通結構鋼的焊接,通常要求焊縫金屬與母材等強度,應選用抗拉強度等於或稍高於母材的焊條2、對於合金結構鋼,通常要求焊縫金屬的主要成分與母材金屬相同或者相近。
3、當母材中C及S、P等元素含量偏高時,焊縫金屬容易產生裂紋,應選用抗裂性能好的低氫型焊材。
⑴低碳鋼或低合金高強鋼的焊接應根據鋼材的抗拉強度來選擇等強或稍高強度的焊材。
⑵耐熱鋼或不銹鋼的焊接,應選用熔敷金屬化學成分與母材相同或相近的焊條⑶異種鋼焊接材料的選擇比較複雜,選擇時應遵循以下一般原則:①組織基本類似,強度等級不同的鋼之間的焊接,最好選用抗拉強度介於被焊材料之間的折中焊條。
②碳鋼、低碳鋼、耐熱鋼與奧氏體鋼焊接,如果產品工作溫度較低,選用Cr25Ni13型不銹鋼填充金屬。
③碳鋼與耐熱鋼焊接4應選用E5015型焊條。
3.1.2考慮焊件的結構複雜程度和剛性⑴形狀複雜、結構剛性大以及厚度大的焊件必須採用抗裂性能較好的低氫焊條⑵考慮焊件的工作條件,包括載荷、介質和溫度等,選用相應的能滿足使用要求的焊條,如高溫條件下工作的焊件應選擇耐熱鋼焊條,接觸腐蝕介質的焊條應選擇不銹鋼焊條,承受動載或衝擊載荷的焊件應選擇強度較高、塑性和韌性較高的低氫型焊條。
在沒有規定的情況下,一般受壓件選擇鹼性焊條,結構件選擇酸性焊條,對於同一強度級別或同一化學成分的焊條,鹼性焊條可代替酸性焊條,強度略低的焊條,但不得反代。
3.1.4考慮改善焊工勞動條件,提高勞動生產率,經濟合理性等方面在酸性焊條和鹼性焊條都可滿足性能的要求時,應儘量採用酸性焊條,在使用性能相同的基礎上選擇價格較低的焊條。
焊材消耗定额的计算一、压力容器及常压产品的焊材消耗:(一)、不锈钢产品1、焊条电弧焊⑴、δ3不锈钢对接焊缝双面焊接需用焊条0.46 kg/m(Φ3.2)⑵、δ4不锈钢对接焊缝双面焊接需用焊条0.52 kg/m(Φ4.0)⑶、δ5不锈钢对接焊缝双面焊接需用焊条0.66 kg/m(Φ4.0)⑷、δ6不锈钢对接焊缝双面焊接需用焊条0.87 kg/m(Φ4.0)⑸、δ8的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.26 kg/m⑹、δ10的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.64 kg/m⑺、δ12的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.97 kg/m⑻、δ14的不锈钢采用焊条电弧焊双面焊需用焊材为焊条2.25 kg/m2、钨极氩弧焊⑴、不锈钢采用钨极氩弧焊打底则需用焊丝0.05 kg/m(Φ2.0)⑵、Φ38×3不锈钢管子对接钨极氩弧焊焊缝需用焊丝0.071 kg/m(第一遍不填加焊丝重熔,第二遍填加焊丝)⑶、不锈钢单层锅δ3的筒体外加加强板δ6的角焊缝平焊为0.075 kg/m(Φ2.0)横焊为0.089 kg/m(Φ2.0),δ3的筒体对烧需用焊丝0.066 kg/m(Φ2.0)(注:探伤或焊透)⑷、不锈钢δ5或δ6角焊缝焊采用钨极氩弧焊焊一遍需用焊丝0.05 kg/m(Φ2.0)⑸、不锈钢换热器换热管与管板的钨极氩弧焊需用不锈钢焊丝0.06kg/m3、埋弧自动焊注:埋弧自动焊焊丝与焊剂配比约为1 : 1.84、混合焊⑴、δ8的不锈钢采用钨极氩弧焊打底焊条电弧焊盖面则需用:焊丝0.05 kg/m(Φ2.0)+焊条0.584 kg/m(Φ4.0)(注:单面焊双面成形)⑵、δ8的不锈钢采用焊条电弧焊打底,埋弧自动焊盖面需用焊材为焊条0.526 kg/m(Φ4.0)+焊丝0.58 kg/m(Φ3.2)(二)、碳钢产品1、焊条电弧焊⑴、碳钢δ6若探伤则需焊条0.36 kg/m(Φ3.2)+0.42(Φ4.0),若不探伤单面焊则为0.26 kg/m(Φ3.2)⑵、碳钢δ8双面焊条电弧焊需用焊条0.36 kg/m (Φ3.2)+0.80 kg/m(Φ4.0) (J427)⑶、碳钢δ8双面焊焊条电弧焊需用焊条0.94 kg/m(Φ4.0)(J422)⑷、δ10的碳钢板双面焊条电弧焊需用焊条1.68kg/m(J427)或1.42kg/m(J507)⑸、δ12的碳钢板双面焊条电弧焊需用焊条1.96 kg/m(J427)或1.68 kg/m(J507)⑹、δ14的碳钢板双面焊条电弧焊需用焊条2.45 kg/m(J427)或1.98 kg/m(J507)(7)、δ22的碳钢板双面焊条电弧焊需用焊条6.5kg/m(J427)或5.6 kg/m(J507)(8)、δ25的碳钢板双面焊条电弧焊需用焊条7.9kg/m(J427)或6.4 kg/m(J507)2、钨极氩弧焊⑴、碳钢换热器换热管与管板的钨极氩弧焊需用碳钢焊丝0.0572kg/m⑵、20# Φ89×4的管子对接钨极氩弧焊焊缝需用焊丝0.162 kg/m(Φ2.5)注:管子对接钨极氩弧焊时只考虑管子的壁厚,而不考虑外径,当壁厚与以上实测的管子壁厚相同,而管子的外径与以上实测的管子不相同时,也可按照实测管子的相同的壁厚去计算焊材的消耗。
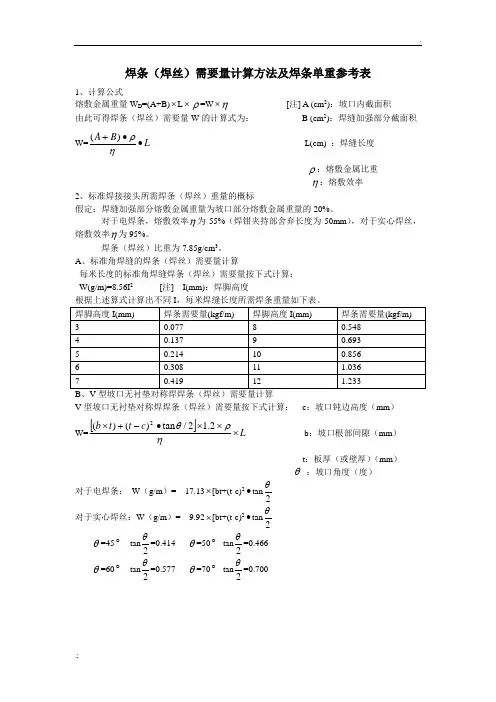
..;焊条(焊丝)需要量计算方法及焊条单重参考表1、计算公式熔敷金属重量W D =(A+B)⨯L ⨯ρ=W ⨯η [注] A (cm 2):坡口内截面积由此可得焊条(焊丝)需要量W 的计算式为: B (cm 2):焊缝加强部分截面积 W=L B A ••+ηρ)( L(cm) :焊缝长度ρ:熔敷金属比重 η:熔敷效率2、标准焊接接头所需焊条(焊丝)重量的概标假定:焊缝加强部分熔敷金属重量为坡口部分熔敷金属重量的20%。
对于电焊条,熔敷效率η为55%(焊钳夹持部舍弃长度为50mm ),对于实心焊丝,熔敷效率η为95%。
焊条(焊丝)比重为7.85g/cm 3。
A 、标准角焊缝的焊条(焊丝)需要量计算每米长度的标准角焊缝焊条(焊丝)需要量按下式计算: W(g/m)=8.56I 2 [注] I(mm):焊脚高度根据上述算式计算出不同I ,每米焊缝长度所需焊条重量如下表。
B 、V 型坡口无衬垫对称焊焊条(焊丝)需要量计算V 型坡口无衬垫对称焊焊条(焊丝)需要量按下式计算: c :坡口钝边高度(mm )W=[]L c t t b ⨯⨯⨯•-+⨯ηρθ2.12/tan )()(2b :坡口根部间隙(mm )t :板厚(或壁厚)(mm ) θ :坡口角度(度)对于电焊条: W (g/m )= 17.13⨯[bt+(t-c)2•tan2θ 对于实心焊丝:W (g/m )= 9.92⨯[bt+(t-c)2•tan 2θθ=45 tan 2θ=0.414 θ=50 tan 2θ=0.466θ=60 tan 2θ=0.577 θ=70 tan 2θ=0.700。
首先说明:1、每道焊缝截面积(cm 2):埋弧焊,0.52;自保护半自动粉芯焊,0.60;手工电弧焊,0.64(如焊缝截面积为41.48cm 2
,则焊丝为φ4埋弧焊有41.48/0.52=80道);
2、埋弧焊所用焊丝为:型号L-61,规格φ4,焊剂为:F960(焊接速度为250-300mm/分,焊接电流600-700A,焊接电压28-30V); 自保护半自动粉芯焊所用焊丝为:型号NR-311-Ni,规格φ2.4; 手工电弧焊所用焊条为:型号LB52,规格φ3.2 & φ4;
3、焊材利用率为:埋弧焊丝0.90,自保护药芯焊丝0.65,CO2气体保护药芯焊丝0.85,电焊条0.55;
4、辅助时间(包括清理、打磨与翻面移动等)与施焊时间之比:埋弧焊0.95,自保护半自动粉芯焊为0.95,手工电弧焊为0.26。
5、八小时内实际施焊时间为:埋弧焊4.1h,自保护半自动药芯焊4.1h,手工电弧焊为6.35h;
6、每小时可焊焊缝金属重量为:埋弧焊8.42kg,自保护半自动药芯焊5.90kg,手工电弧焊1.16kg; 每小时可焊焊材重量为:埋弧焊9.36kg,自保护半自动药芯焊9.08kg,手工电弧焊2.11kg;
7、八小时内可焊焊材重量为:埋弧焊38kg,自保护半自动药芯焊37kg,手工电弧焊13kg;
8、上述数据是从PW-0008由板(三种板厚分别为45TK、60TK&80TK)焊工字钢统计提炼出来的。
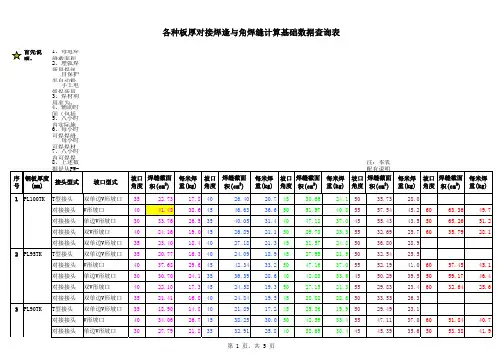
注:本表配有说明坡口尺寸附图。
各种板厚对接焊逢与角焊缝计算基础数据查询表。
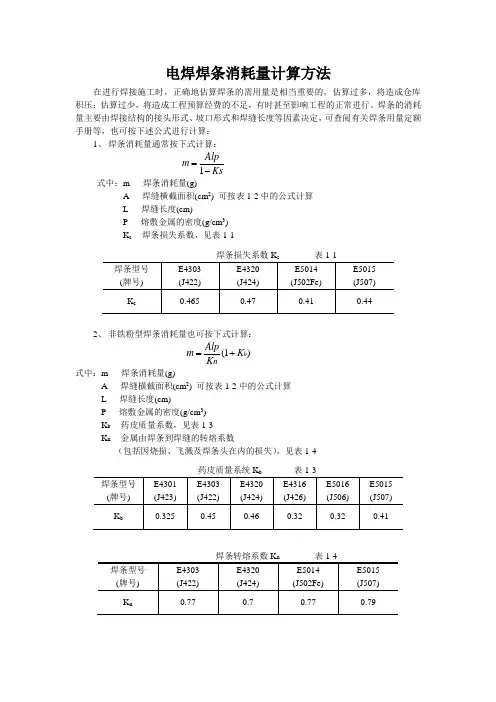
电焊焊条消耗量计算方法
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压;估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:
1、 焊条消耗量通常按下式计算:
1Alp
m Ks
=
- 式中:m 焊条消耗量(g)
A 焊缝横截面积(cm 2) 可按表1-2中的公式计算 L 焊缝长度(cm)
P 熔敷金属的密度(g/cm 3) K s 焊条损失系数,见表1-1
2、 非铁粉型焊条消耗量也可按下式计算: (1)b n
Alp
m K K =
+ 式中:m 焊条消耗量(g)
A 焊缝横截面积(cm 2) 可按表1-2中的公式计算 L 焊缝长度(cm)
P 熔敷金属的密度(g/cm 3) K b 药皮质量系数,见表1-3
K n 金属由焊条到焊缝的转熔系数
(包括因烧损、飞溅及焊条头在内的损失),见表1-4
药皮质量系统K 表1-3
表1-4。
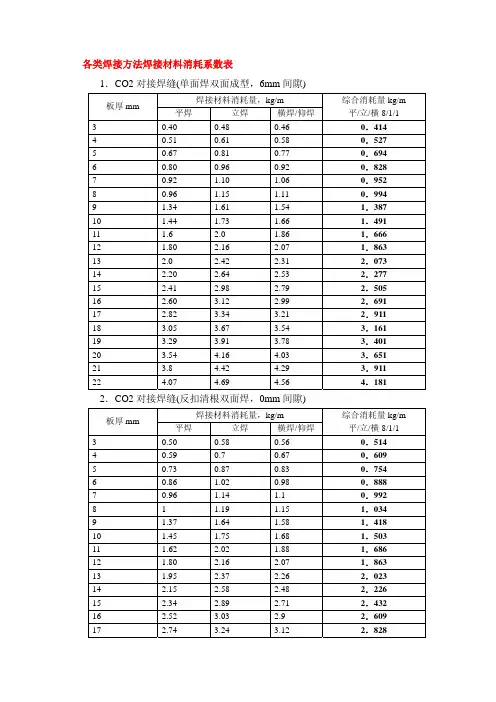
各类焊接方法焊接材料消耗系数表1.CO2对接焊缝(单面焊双面成型,6mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.400.480.46 0.414 4 0.510.610.58 0.527 5 0.670.810.77 0.694 6 0.800.960.92 0.828 7 0.921.101.06 0.952 8 0.961.151.11 0.994 9 1.341.611.54 1.387 10 1.441.731.66 1.491 11 1.62.01.86 1.666 12 1.802.162.07 1.863 13 2.02.422.31 2.073 14 2.202.642.53 2.277 15 2.412.982.79 2.505 16 2.603.122.99 2.691 17 2.823.343.21 2.911 18 3.053.673.54 3.161 19 3.293.913.78 3.401 20 3.544.164.03 3.651 21 3.84.424.29 3.911 22 4.074.694.56 4.181 2.CO2对接焊缝(反扣清根双面焊,0mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.500.580.56 0.514 4 0.590.70.67 0.609 5 0.730.870.83 0.754 6 0.861.020.98 0.888 7 0.961.141.1 0.992 8 11.191.15 1.034 9 1.371.641.58 1.418 10 1.451.751.68 1.503 11 1.622.021.88 1.686 12 1.802.162.07 1.863 13 1.952.372.26 2.023 14 2.152.582.48 2.226 15 2.342.892.71 2.432 16 2.523.032.9 2.609 17 2.743.243.12 2.82818 2.933.533.4 3.03719 3.163.763.63 3.26720 3.43.993.87 3.50621 3.624.214.09 3.72622 3.884.474.34 3.985 3.埋弧焊对接焊缝焊接材料消耗量,kg/m板厚mmI型坡口V型坡口X型坡口4 0.3065 0.3476 0.3887 0.4398 0.4909 0.54110 0.60211 0.63812 0.66313 0.955(含反扣)14 1.033(含反扣)15 1.45816 1.54517 1.69918 1.78419 1.87320 1.96521 2.04422 2.1264.角焊缝(CO2焊、手工焊)普通填角焊缝焊接材料消耗量,kg/m焊脚高度mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.180.220.21 0.187 4 0.240.290.28 0.249 5 0.300.360.35 0.311 6 0.390.460.44 0.402 7 0.480.580.55 0.577 8 0.580.690.66 0.599 9 0.700.840.81 0.725 10 0.800.96 0.92 0.828深熔焊(P.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊0.48/0.48 0.480.38/0.386 0.30/0.300.58/0.58 0.580.45/0.457 0.36/0.360.53/0.530.67/0.67 0.678 0.42/0.420.77/0.77 0.770.6/0.69 0.48/0.480.67/0.670.85/0.85 0.8510 0.53/0.530.72/0.720.93/0.93 0.9312 0.57/0.570.95/0.95 0.950.74/0.7412 0.59/0.591.01/1.01 1.010.79/0.7913 0.63/0.631.07/1.07 1.070.84/0.8414 0.67/0.671.17/1.17 1.170.92/0.9215 0.73/0.731.27/1.27 1.270.99/0.9916 0.79/0.791.19/1.191.56/1.56 1.5617 0.93/0.931.67/1.67 1.671.30/1.3018 1.04/1.041.49/1.491.93/1.93 1.9319 1.17/1.171.58/1.582.02/2.02 2.0220 1.26/1.26全焊透(F.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊6 0.40/0.40.64/0.64 0.640.5/0.50.77/0.77 0.777 0.48/0.480.6/0.60.90/0.90 0.908 0.56/0.560.7/0.71.03/1.03 1.030.8/0.89 0.64/0.641.14/1.14 1.1410 0.71/0.710.89/0.891.22/1.22 1.220.94/0.9411 0.75/0.751.27/1.27 1.270.99/0.9912 0.79/0.791.35/1.35 1.351.05/1.0513 0.84/0.841.43/1.43 1.431.11/1.1114 0.89/0.891.55/1.55 1.551.21/1.2115 0.97/0.971.68/1.68 1.681.31/1.3116 1.05/1.052.08/2.08 2.081.59/1.5917 1.24/1.241.74/1.742.23/2.23 2.2318 1.39/1.392.67/2.67 2.672.07/2.0719 1.55/1.552.18/2.182.82/2.82 2.8220 1.66/1.66说明:1、采用CO2焊接方法计算焊材消耗量时,应乘以1.6的系数;2、采用手工电弧焊的焊接方法计算焊材消耗量时,应乘以1.8的系数;3、考虑到现场施工的实际情况,计算对接缝焊材消耗量时,应乘以1.4的系数;计算角焊缝时,应乘以2.0的系数。

焊材消耗定额标准LG GROUP SyStem OffiCe room [LGA16H-LGYY-LGUA8Q8-LGA162]焊材消耗定额标准HBPC-CHB-OOI1.本标准适合于手工电弧焊、氮弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料3.相应的焊缝标准、焊接工艺规程及生产实际情况。
4.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料山相应的焊接工艺指定。
5 计算公式6.熔焊金属重量公式见附表7・焊条消耗定额(Kg)二熔焊金属重量X8.焊丝消耗定额(Kg)二熔焊金属重量X9.埋弧自动焊焊剂定额(Kg)二焊丝消耗定额X10.附表1F= δ × b+2∕3B X C2附表3单面不开坡口有底对接焊缝F= δ × b÷4∕3B × C 4XF= δ ×b+(δ -P)72×tg(α /2) +4∕3B×C附表5双边V型坡口无底对接焊缝F= δ ×b+δ×tg(α∕2)+2∕3B×CF= δ X b+4∕3B × C附表9双边V型坡口埋弧自动焊对接焊缝F= δ ×b+(δ-10)72×tg(α /2) +4/3X (E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F= δ ×b+(δ -P)72×tg(a /2) +4∕3BXC附表11无坡口单面角焊缝F=K72÷K×h注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准注:表内给出的熔焊金属重量为一条焊缝的重量附表14管子对接V型坡口熔焊金属计算表注:手氮焊焊丝用量二熔焊金属X X头数。