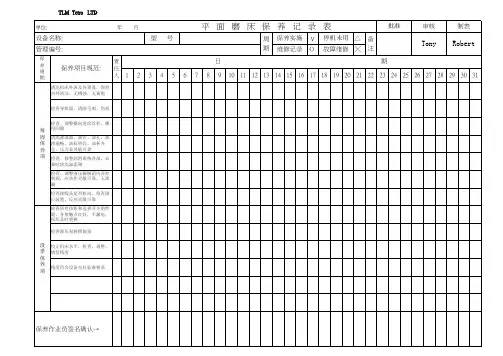
平面磨床设备日常保养点检表
- 格式:xls
- 大小:66.00 KB
- 文档页数:2
1月
日月年12345678910111213141516171819202122232425262728293031 1Ⅴ
2Ⅴ
3Ⅴ
4Ⅴ
5Ⅴ
6Ⅴ
7Ⅴ
8Ⅴ
9Ⅴ
10Ⅴ
11Ⅴ
13Ⅴ
保养点检项目
操作人签字
16
记
入方法×…………不正常2、停工后再开机前以△注记原停工日期
⊙…………修理完毕3、若多日停工可以大△注记即可
△…………停工
√………….正常1、每日开关前必须实际操作点检第一周第二周第三周第四周
维修工周检
控制按钮是否正常
电气控制系统是否正常
电脑程序是否正常
冷却系统是否正常
排削系统是否正常
液压站抗磨油填补
钻轴传动系统是否有异
常响声
X轴回零是否正常
y轴回零是否正常
自动润滑机是否定时加
注润滑油
油箱温升是否正常
油压系统是否正常
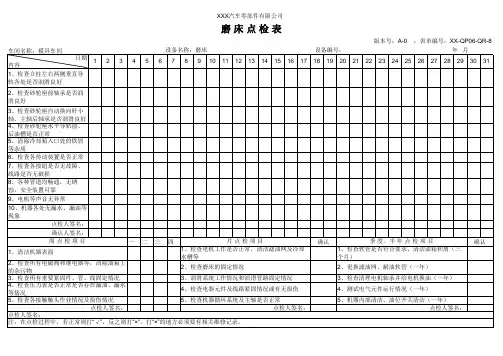
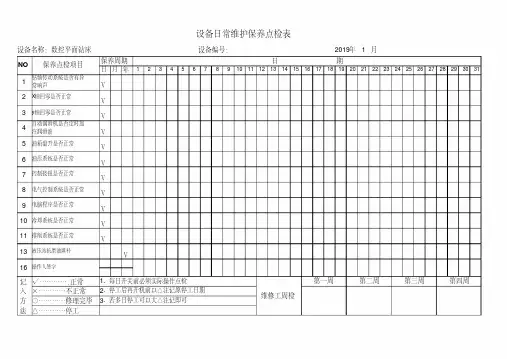
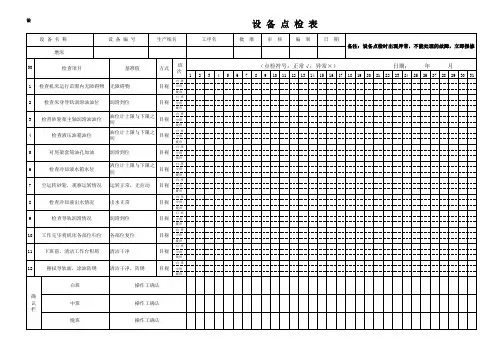
设备日常维护保养点检表
设备名称:数控平面钻床设备编号:2019年保养周期日期NO。
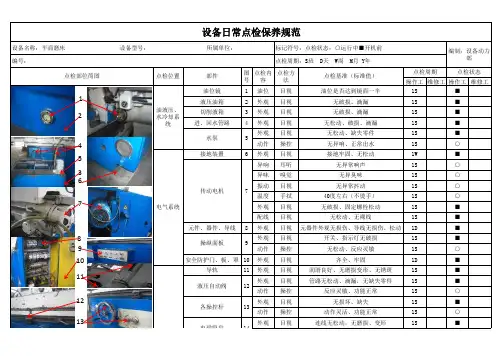
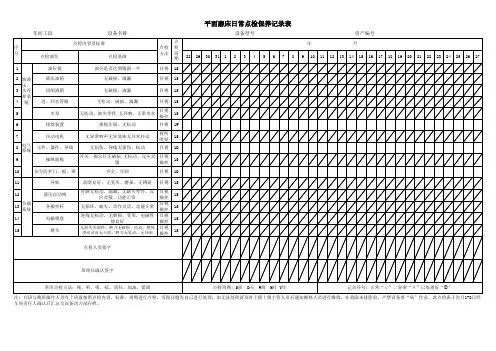
车间工段设备名称点检基准282930311234567891011121314151617181920212223242526271油位镜油位是否达到镜面一半目视1S 2液压油箱无破损、滴漏目视1S 3切削液箱无破损、滴漏目视1S 4进、回水管路无松动、破损、滴漏目视1S 5水泵无松动、缺失零件,无异响、正常出水目视操控1S 6接地装置接地牢固、无松动目视1W 7传动电机无异常响声无异臭味无异常抖动视听嗅拭1S 8元件、器件、导线无损伤、导线无损伤、松动目视1D 9操纵面板开关、指示灯无破损,无松动、反应灵敏目视操控1S 10安全防护门、板、罩齐全、牢固目视1D 11导轨润滑良好、无变形、磨损、无锈斑目视1S 12液压自动阀管路无松动、滴漏,无缺失零件,反应灵敏、功能正常目视操控1S 13各操控杆无损坏、缺失,动作灵活、功能正常目视操控1S 14电磁吸盘连线无松动,无磨损、变形,电磁性能良好目视操控1S 15磨头无缺失零部件,磨刀无破损、松动,整体滑动灵活无卡阻,磨刀无晃动、无异响目视操控1S 资产编号注:白班与晚班操作人员在上班前按照点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知维修人员进行维修,在故障未排除前,严禁设备带“病”作业,此点检表于次月1-2日经车间责任人确认后汇总交设备动力部存档。
点检周期油液压、水冷却系统班组长确认签字点检人员签字点检方法负载系统点检部位常用点检方法:视、听、嗅、拭、清扫、加油、紧固电气系统年 月点检周期:S班 D天 W周 M月 Y年记录符号:正常“√”、异常“×”已处理好“U ”平面磨床日常点检保养记录表设备型号序号点检内容及标准。
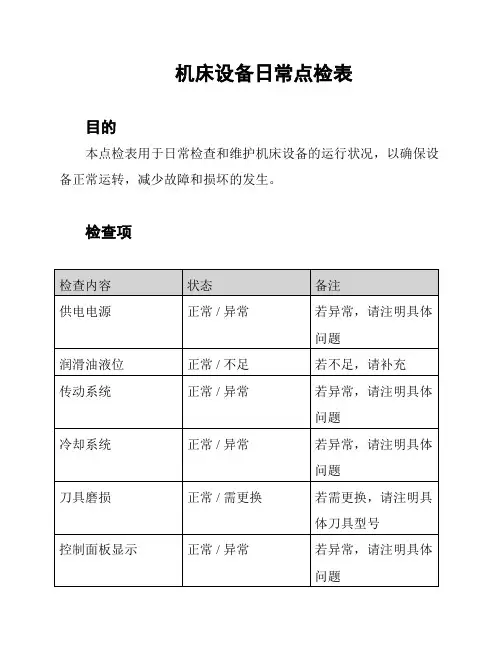
机床设备日常点检表
目的
本点检表用于日常检查和维护机床设备的运行状况,以确保设备正常运转,减少故障和损坏的发生。
检查项
使用说明
1. 每日使用本点检表进行机床设备的日常点检。
2. 对每个检查项进行观察和检测,将状态填写在“状态”栏。
3. 若某项检查状态异常,请在“备注”栏注明具体问题。
4. 如需补充润滑油或更换刀具等操作,请在“备注”栏注明具体型号或操作。
5. 检查完成后,将点检表归档保存。
注意事项:
- 若发现异常状态,请及时进行处理或报修。
- 点检过程中请注意安全,确保落地开关和紧急停机装置正常可用。
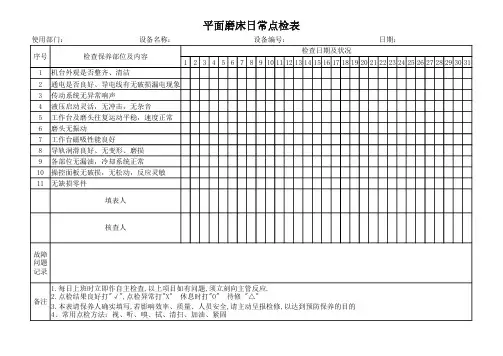
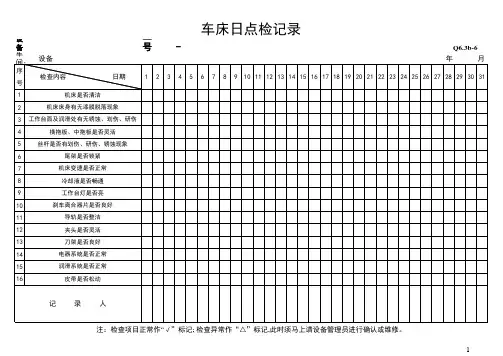
平面磨床日常点检表
使用部门: 设备名称: 设备编号: 日期:
序号检查保养部位及内容
检查日期及状况12345678910111213141516171819202122232425262728293031
1机台外观是否整齐、清洁
2通电是否良好、导电线有无破损漏电现象3传动系统无异常响声
4液压启动灵活,无冲击,无杂音
5工作台及磨头往复运动平稳,速度正常
6磨头无振动
7工作台磁吸性能良好
8导轨润滑良好、无变形、磨损
9各部位无漏油,冷却系统正常
10操控面板无破损,无松动,反应灵敏
11无缺损零件
填表人
核查人
故障
问题
记录
备注1.每日上班时立即作自主检查,以上项目如有问题,须立刻向主管反应.
2.点检结果良好打"√",点检异常打"X" 休息时打"O" 待修 "△"
3.本表请保养人确实填写,若影响效率、质量、人员安全,请主动呈报检修,以达到预防保养的目的
4、常用点检方法:视、听、嗅、拭、清扫、加油、紧固。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:浙江佳诚婴童用品有限公司设备日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:浙江佳诚婴童用品有限公司设备日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
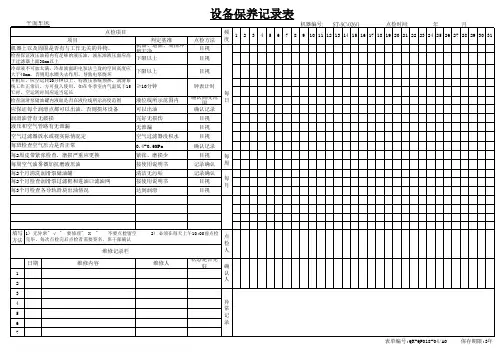
设备名称平面磨床设备编号设备负责人/操作人保养类别二级保养保养周期上次保养日期保养内容12345清理配电箱灰尘、管线。
检查各接触器,更换损坏件,要求安全可靠。
更换电机润滑脂。
清洗粗、精过滤器,要求无油污、油标醒目。
清洗液压油箱,更换新油。
检查各滑阀,更换损坏件。
调整工作和润滑压力,达到液压传动和润滑要求。
清洗冷却泵过滤网及冷却箱更换冷却液清洗床表面及死角,做到漆见本色,铁见光。
清除各滑动面的毛刺。
清洗砂轮架,清洗各滑动面,清除毛刺。
清洗砂轮主轴油箱,更换新油。
调整砂轮架移动的平行度达到要求。
手轮进给要灵活,空转量要适当。
台面应干净,拆洗工作台导轨面,清除导轨面毛刺和研伤。
撞块压紧时要牢固可靠,否则应修复或更换。
检查磁力线圈有无损坏,磁性强而有力。
除执行一级保养作业项目,拆检齿轮变速和电磁变速器,清除污垢、要对各部件进行解体、清洗、检查,清除隐患,排除缺陷,对设备进行全面检查,视需要进行除锈、补漆,对电气设备进行检查、试验。
校验指示用仪器仪表和控制用仪器仪表、计量用仪器仪表,延长使用寿命,维护设备的技术性能。
保养项目完成情况编号: SC-PM-011次 / 1年设备名称平面磨床设备编号设备负责人/操作人保养类别二级保养保养周期上次保养日期保养内容除执行一级保养作业项目,拆检齿轮变速和电磁变速器,清除污垢、要对各部件进行解体、清洗、检查,清除隐患,排除缺陷,对设备进行全面检查,视需要进行除锈、补漆,对电气设备进行检查、试验。
校验指示用仪器仪表和控制用仪器仪表、计量用仪器仪表,延长使用寿命,维护设备的技术性能。
保养项目完成情况编号: SC-PM-011次 / 1年注:本保养负责人以维修工为主,操作人协助。
SC-6.2-02-01SC-6.2-02-01。