浅谈CTE及其对FC—BGA焊点可靠性的影响
- 格式:pdf
- 大小:1.04 MB
- 文档页数:3
BGA焊点可靠性工艺研究巫建华【摘要】伴随高密度电子组装技术的发展,BGA(Ball Grid Array)成为高密度、高性能、多功能及高I/O数封装的最佳选择.文章分析了影响BGA焊点可靠性的关键因素,特别提出了减少焊点空洞缺陷和提高剪切强度的主要措施,并通过试验优化出各工艺参数.结果表明:运用优化的工艺参数制作的BGA焊点,焊接空洞以及芯片剪切强度有了明显改善,其中对BGA焊接样品进行150℃、1000h的高温贮存后,焊点的剪切强度完全满足GJB548B-2005的要求.【期刊名称】《电子与封装》【年(卷),期】2010(010)005【总页数】5页(P7-10,29)【关键词】焊球阵列封装;焊点;空洞;剪切强度【作者】巫建华【作者单位】中国电子科技集团公司第43研究所,合肥230022【正文语种】中文【中图分类】TN305.941 引言随着电子产品向便携式、小型化、网络化和多媒体方向的迅速发展,对多芯片组件的封装技术提出了更高要求,新的高密度封装技术不断涌出,BGA就是近年来兴起的新型高密度封装工艺。
BGA改变传统封装采用的周边引线方式,变成在基板下面面阵排列引出脚,并将引出脚改为Pb/Sn焊料凸点。
与传统的封装形式相比,BGA具有单位面积上的I/O数多,引线电感和电容小,散热效果好、对位要求低等优点,从而使其逐渐成为现代封装技术的主流。
但BGA的焊点质量和可靠性不能依靠常规的目检来检查,即使专用检测设备也不能对BGA 的焊接质量进行定量判定,这些都成为制约BGA封装技术发展的重要因素。
因此,研究提高BGA焊点可靠性的有效方法显得相当重要,提高焊点的可靠性问题成为了BGA 技术发展的关键。
2 试验2.1 试验基板的制作工艺试验基板材料为96%Al2O3,尺寸26.0mm×26.0mm×1.0mm,膜层为采用Dupont4093印制的Pt-Pd-Ag,其中,膜层厚度20 μm,试验基板的制作工艺流程如图1所示。
浅析SMT工艺中BGA焊接不良原因摘要:随着科学技术的不断发展,现代社会与电子产品密切相关。
随着电子产品向便利/小型化、网络化和多媒体的方向快速发展,对电子装配技术提出了严格的要求。
为了实现这一目标,必须对生产技术和组件进行深入的研究。
表面贴装技术(SMT)符合这一趋势,为电子产品的轻巧、微妙、简洁和小巧奠定了基础。
SMT是现代电子装配最流行的技术。
该技术最大的优点是,传统组件的体积被压缩到微型设备上,而体积只有原来的十分之一,因此可以解决传统电子组件的某些缺陷,如低密度、低可靠性、大容量和高成本。
新的高密度组装技术不断出现,其中球栅阵列(BGA)是进入实际阶段的高密度组装技术。
本文分析了BGA器件的组装特性和焊不良的原因。
关键词:SMT工艺;BGA焊接不良;原因分析引言SMT(Surface Mount Technology,表面贴片技术)是一种在电路板上安装表面安装元件的方法。
它是现代装配技术的核心,是一种复杂且不断发展的技术。
通过掌握制造过程的质量要求,了解各种零部件的焊接问题、原因和解决方案,我们可以不断地防止它们发生。
1BGA技术的发展BGA技术自1960年代的美国开始研究,但直到90年代初,BGA才进入实际应用阶段。
虽然SMT可以组装出轻、薄、短、小的电路,但随着人们对小型化电子电路和I/O引线数提出了更高的要求,继而对具有高引线数的精细间距器件的引线间距以及共面性提出了更为严格的要求。
由于QFP器件受到加工精度、可生产性、成本和组装工艺的制约,管脚的最小间距为0.3mm,这就大大限制了高密度组装的发展。
另外,由于精细间距QFP器件细引线易弯曲、质脆、易断,对引线间的共面性和贴装精度的要求严格,其应用受到了很大的限制,为此美国一些公司就把重点放在开发和应用比QFP器件更优越的BGA器件上。
2 BGA技术的特点BGA技术使用一种引线间距大、长度短的全新的设计方式,采用将圆型或柱状点隐藏在封装下面的结构,这样就消除了精细间距器件中由于引线问题而引起的共面性和翘曲的问题。
SMT焊点可靠性研究前言近几年﹐随着支配电子产品飞速发展的高新型微电子组装技术--表面组装技术(SMT)的飞速发展﹐SMT焊点可靠性问题成为普遍关注的焦点问题。
与通孔组装技术THT(Through Hole Technology)相比﹐SMT在焊点结构特征上存在着很大的差异。
THT焊点因为镀通孔内引线和导体铅焊后﹐填缝铅料为焊点提供了主要的机械强度和可靠性﹐镀通孔外缘的铅焊圆角形态不是影响焊点可靠性的主要因素﹐一般只需具有润湿良好的特征就可以被接受。
但在表面组装技术中﹐铅料的填缝尺寸相对较小﹐铅料的圆角(或称边堡)部分在焊点的电气和机械连接中起主要作用﹐焊点的可靠性与THT焊点相比要低得多﹐铅料圆角的凹凸形态将对焊点的可靠性产生重要影响。
另外﹐表面组装技术中大尺寸组件(如陶瓷芯片载体)与印制线路板的热膨胀系数相差较大﹐当温度升高时﹐这种热膨胀差必须全部由焊点来吸收。
如果温度超过铅料的使用温度范围﹐则在焊点处会产生很大的应力最终导致产品失效。
对于小尺寸组件﹐虽然因材料的CTE 失配而引起的焊点应力水平较低﹐但由于SnPb铅料在热循环条件下的粘性行为(蠕变和应力松弛)存在着蠕变损伤失效。
因此﹐焊点可靠性问题尤其是焊点的热循环失效问题是表面组装技术中丞待解决的重大课题。
80年代以来﹐随着电子产品集成水平的提高,各种形式﹑各种尺寸的电子封装器件不断推出﹐使得电子封装产品在设计﹑生产过程中,面临如何合理地选择焊盘图形﹑焊点铅料量以及如何保证焊点质量等问题。
同时﹐迅速变化的市场需求要求封装工艺的设计者们能快速对新产品的性能做出判断﹑对工艺参数的设置做出决策。
目前﹐在表面组装组件的封装和引线设计﹑焊盘图形设计﹑焊点铅料量的选择﹑焊点形态评定等方面尚未能形成合理统一的标准或规则﹐对工艺参数的选择﹑焊点性能的评价局限于通过大量的实验估测。
因此﹐迫切需要寻找一条方便有效的分析焊点可靠性的途径﹐有效地提高表面组装技术的设计﹑工艺水平。
科技风2020年8月机械化工DOT10.19392/ki.1671-7341.202024088 BGA焊接可靠性分析及工艺改进李晓明焦超锋任康中国航空工业集团公司西安航空计算技术研究所陕西西安710065摘要:随着电子产品的升级,为了实现电子产品的微型化、网络化和高性能,电子产品的组装技术,需要进一步的发展。
BGA焊接正是在电子产品组装中,发挥了重要的作用。
然而,从实际情况来看,BGA焊接可能从多个方面,造成芯片固定管脚断裂等焊接方面的问题。
本文从影响焊接可靠性因素的方面,进行BGA焊接可靠性的分析,进一步的提出BGA焊接的工艺改进措施,实现焊接质量问题的防范。
关键词:焊接技术;BGA焊接;焊接工艺-、BGA焊接工艺简介BGA焊接,根据焊接封装材料的区别,可以将其划分为塑胶和陶瓷两个类别。
这两个类别分别为PBGA塑胶焊球、CBGA陶瓷焊球,随着技术的发展,目前也有TBGA载带型球阵列焊接。
PBGA的是最为常见的BGA技术,其使用材质为焊锡 球,从成本来看,成本低廉,且焊接容易,在回流焊过程中,焊球能够实现自主的校准,电学性能能够较好的实现。
但是,由于封装采用塑料材质,对于环境中湿气较为敏感,容易受潮。
因此,对气密性要求较高的封装焊接,不适用于PBGA。
同时,焊接前普通元器件,需要在八小时内完成焊接使用,否则受潮后容易导致元器件吸附水分,元器件氧化,导致在焊接过程元器件不能充分清除氧化物,产生虚焊、假焊的缺陷。
二、影响BGA焊接可靠性的因素(1)物料因素。
BGA物料,在焊接过程中岀现实效或焊接不良的情况,就会导致焊接可靠性下降。
例如BGA物料焊锡球脱落,或者焊锡球岀现裂纹等质量问题等。
物料的因素,会导致焊接后的焊点,与芯片元件岀现分离空洞。
(2)环境因素。
如采用PBGA完成焊接,可能由于湿度敏感问题,导致BGA出现失效的情况。
或者,在焊接环境下,静电的出现,也有可能导致出现静电击穿的情况,导致BGA焊接可靠性下降。
FC-PBGA644封装的热仿真模拟石磊;黄金鑫;缪小勇;王洪辉【摘要】FC-PBGA (FilpChip-PBGA)倒装球栅格阵列封装相比BGA封装易于实现高密度封装,具有更好的电性能和热性能.利用有限元分析软件对封装产品进行建模仿真计算,添加各自的材料热导热系数、边界条件等,在产品设计研发阶段获得温度分布云图.通过计算其热阻,同时对此封装产品散热性能进行优化改进,得出基板尺寸的最优参数设计,可以通过添加散热盖改善其散热性能,提高产品可靠性.【期刊名称】《电子与封装》【年(卷),期】2015(015)010【总页数】3页(P1-3)【关键词】FC-PBGA;仿真;可靠性;优化;散热【作者】石磊;黄金鑫;缪小勇;王洪辉【作者单位】南通富士通微电子有限公司,江苏南通226006;复旦大学信息科学与工程学院,上海200433;南通富士通微电子有限公司,江苏南通226006;南通富士通微电子有限公司,江苏南通226006;武汉大学电子信息学院,武汉430072;南通富士通微电子有限公司,江苏南通226006【正文语种】中文【中图分类】TN305.94BGA封装具有面积小、对端子间距要求不苛刻、便于实现高密度封装,具有良好的电学性能、散热性能(在芯片背面可加散热器)等优点。
2002年开发的新型封装体FC-PBGA,发展速度很快,通过焊球等进行芯片倒装连接,易于实现高密度封装,利用焊球凸点将芯片与封装基板连接,把芯片正面朝下安装在基板上,使其成为高密度、高性能、多功能及高I/O的封装形式[1]。
如图1所示,散热盖与芯片之间通过贴片胶连接起来,倒扣在上面,使其传热加快,减小热阻。
在芯片与基板之间,由焊点连接形成的间隙中填充一种环氧封装材料,称为底部填充料,主要为了降低芯片与基板由于热膨胀系数(CTE)不同引起的内应力,可以增加芯片的可靠性,降低焊球的应力,保护焊球凸点不受其他环境的影响[2]。
2.1 模型的建立根据FC-PBGA产品的结构图,通过ANSYS建立模型的三维图,如图2所示,分别由芯片、基板、焊球、PCB组成。
无铅焊料的选择与对策Choice of Lead-free Solder and its Countermeasure罗道军刘瑞槐*(中国赛宝实验室,广州,510610;*特尔佳电子有限公司,东莞523900)摘要本文通过大量的数据信息分析了各研究机构在无铅焊料方面的研究成果,在目前流行使用的无铅焊料的基础上,进一步研究并比较了其中的Sn-Cu系列与具有专利限制的SnAgCu系列焊料在消费类电子产品组装的波峰焊工艺中使用的可靠性,同时研究并比较Sn-Ag系列焊料与SnAgCu系列焊料在回流焊工艺使用的情况。
结果表明,Sn-Cu共晶焊料在消费类电子产品组装的波峰焊工艺中完全可以取代Sn-Ag-Cu系列焊料,同时满足使用要求;而同样技术成熟的Sn-Ag共晶焊料也完全可以取代SnAgCu系列焊料在回流焊工艺使用,焊点的可靠性与成本可以比美SnAgCu焊料,而且该二元合金在使用维护以及回收利用方面具有相当的优势。
因此,国内相关企业应大力推动使用无专利限制的SnAg与SnCu共晶焊料,以改变国外专利产品在电子制造领域的统治地位,使我国企业在无铅化电子制造的潮流中占有一席之地。
关键词:无铅焊料可靠性选择与对策SnAgCu SnAg SnCu 共晶焊料前言随着欧盟WEEE 与RoHS 的两个指令的实施日益临近以及国内电子产品污染防治办法的即将出台。
国内电子制造业与焊料制造业的全面无铅化将越来越紧迫,在面临技术和设备升级与制造成本的巨大压力的同时,还面临具有技术优势的国外材料制造商在专利技术的限制,使得无专利的国内制造商尤其是材料供应商损失巨大的市场机会。
其实,仔细研究无铅焊料的研究过程与技术细节,我们可以找到很好的突破口,即技术成熟以及可靠性数据丰富的二元共晶合金SnCu 与SnAg 分别在波峰焊工艺与回流焊工艺的使用方面与SnAgCu 焊料具有相当的竞争力,而在成本、维护以及回收再利用方面更是具有优势,并且不受专利使用的限制。

BGA 板级组装的可靠性系列图6 漏植焊料球封装翘曲在再流焊接过程中,BGA器件封装产生翘曲变形,如图7所示。
最严重的是封装低端出现翘曲(凹形)。
焊料球引脚和焊膏之间没有发生润湿,焊膏和BGA焊料球各自再流。
在某些情况下,这种缺陷可能与相邻拉长变形的焊点(柱状)有关。
1. BGA定位在焊膏上。
2.BGA翘曲,焊料球和焊膏熔融,两者无接触。
3.冷却后,焊膏固化,且导致熔融焊料球上出现凹痕。
图 7 BGA封装翘曲导致的焊点变形机械应力在SMT组装过程,印制板弯曲变形或在线测试产生的机械应力是十分普遍的。
BGA的封装尺寸增大,拐角焊点承受的应力越来越明显。
在BGA封装底部和周边焊点检测已成为可接受的方法,但探针和真空压力导致的机械应力有时被忽略。
由机械应力引起的缺陷对焊点可靠性存在潜在的危害,这一点是很重要的。
强度最低的界面是容易断裂的界面,这种故障特征可能是不同的。
裂缝是在BGA焊料球内或与PCB或是封装的界面间产生的,或是在焊盘与印制板分离。
图8所示,因过大的机械应力造成的拐角焊盘抬起分离。
BGA焊点的牢固性与承受的机械应力与下面因素相关:·BGA位置·PCB厚度·堆栈·焊盘尺寸·刚性机理·焊料量图8焊盘与印制板分离(BGA拐角部位)采用较大的拐角焊盘,增大焊盘面积和封装底层填料来提高牢固性,或采用适当的夹具或工具等方法,对于防止焊点破裂在实践中是可行的。
l 再流不充分BGA焊料球引脚未获得到足够的热量,使让其再流熔融,如图9所示是再流不充分的结果、焊料球没有达到能与焊盘上焊膏结合的再流温度所造成的缺陷。
图9再流不完全的焊点缺陷影响可靠性的重要因素封装技术阵列球引脚器件的种类繁多,封装采用了各种不同的材料。
大多数商品化的阵列器件使用塑料封装和增强型刚性有机封装基板互连材料。
封装与印制板的互连,采用金属化焊垫或球形焊料合金引脚。
为了降低封装高度,使用焊垫栅阵列(LGA)封装的IC,球栅阵列(BGA)将小的焊料合金球用于互连系统。
SMT焊点可靠性研究近几年,随着支配电子产品飞速发展的高新型微电子组装技术--表面组装技术(SMT)的飞速发展,SMT焊点可靠性问题成为普遍关注的焦点问题。
与通孔组装技术THT(Through Hole Technology)相比,SMT在焊点结构特征上存在着很大的差异。
THT焊点因为镀通孔内引线和导体铅焊后,填缝铅料为焊点提供了主要的机械强度和可靠性,镀通孔外缘的铅焊圆角形态不是影响焊点可靠性的主要因素,一般只需具有润湿良好的特征就可以被接受。
但在表面组装技术中,铅料的填缝尺寸相对较小,铅料的圆角(或称边堡)部分在焊点的电气和机械连接中起主要作用,焊点的可靠性与THT焊点相比要低得多,铅料圆角的凹凸形态将对焊点的可靠性产生重要影响。
另外,表面组装技术中大尺寸组件(如陶瓷芯片载体)与印制线路板的热膨胀系数相差较大,当温度升高时,这种热膨胀差必须全部由焊点来吸收。
如果温度超过铅料的使用温度范围,则在焊点处会产生很大的应力最终导致产品失效。
对于小尺寸组件,虽然因材料的CTE 失配而引起的焊点应力水平较低,但由于SnPb铅料在热循环条件下的粘性行为(蠕变和应力松弛)存在着蠕变损伤失效。
因此,焊点可靠性问题尤其是焊点的热循环失效问题是表面组装技术中丞待解决的重大课题。
80年代以来,随着电子产品集成水平的提高,各种形式、各种尺寸的电子封装器件不断推出,使得电子封装产品在设计、生产过程中,面临如何合理地选择焊盘图形、焊点铅料量以及如何保证焊点质量等问题。
同时,迅速变化的市场需求要求封装工艺的设计者们能快速对新产品的性能做出判断、对工艺参数的设置做出决策。
目前,在表面组装组件的封装和引线设计、焊盘图形设计、焊点铅料量的选择、焊点形态评定等方面尚未能形成合理统一的标准或规则,对工艺参数的选择、焊点性能的评价局限于通过大量的实验估测。
因此,迫切需要寻找一条方便有效的分析焊点可靠性的途径,有效地提高表面组装技术的设计、工艺水平。
关于BGA封装器件焊点缺陷X-射线检测法的探讨摘要:制造者一般都是采用目视观察的方法,观察最外面一圈焊点的塌陷是否一致,再将芯片对着光线观察。
通过试验发现,使用X -射线检测仪检查BGA 封装器件的焊点,可以快速、准确地检测出BGA 封装器件中焊点的桥连、空洞、虚焊等缺陷,在BGA 封装器件焊点的质量检测方面得到广泛应用。
本文所用仪器和检测方法能够自动计算BGA 封装器件贴装焊点的空洞率,对空洞缺陷的快速检测和预防具有实际意义。
关键词:BGA;无损检测;缺陷引言:对于表面组装焊点,常用的无损检测方法有X -射线检测、三维光学摄像检验、激光/红外检测、超声波检测等多种方法。
要想不破坏BGA 封装器件本身的结构、性能等,就可以看出BGA 封装器件内在的缺陷或者是更加准确地检测出焊点的质量,就必须采用其它更为先进、可靠的无损检测方法。
通过对BGA 封装器件可视图像X -射线检测和分析,可以准确地检测出BGA 封装器件贴装焊点的各种缺陷。
一.试验材料与仪器(一)试验材料测试工件为采用再流焊焊接的BGA 封装器件,基板材料为FR -4,钎料为A lpha公司生产的Sn62 /Pb36 /Ag2合金焊膏,BGA 焊球的直径为0.7mm,I /O 端子间距为1.27 mm,通过贴片机或贴片装置完成BGA 贴装。
(二)X -射线检测仪实验所用X - 射线检测仪型号为HAWK -160X I型。
X -射线检测仪的工作原理是由在高电压下产生的电子束照射到金属钨表面,产生X 射线,产生的X 束射线倾斜向下照射并高速旋转,同时在下面有一个闪烁器平台也以同样的速度与X射线同步旋转,闪烁器平台实际上是一个对X -射线敏感的接收器。
一般来讲,X -射线不能透过锡、铅等重金属,从而形成深色影像;而一般的物质则被X -射线穿透,不会形成影像。
X -射线在光源与闪烁器平台之间的某一位置上聚焦,出现一个聚焦平面,聚焦平面上的物体或图像会在闪烁器平台上形成一个清晰的图像,不在聚焦平面上的物体或图像在闪烁器平台上则被”虚掉“,只有一个阴影。
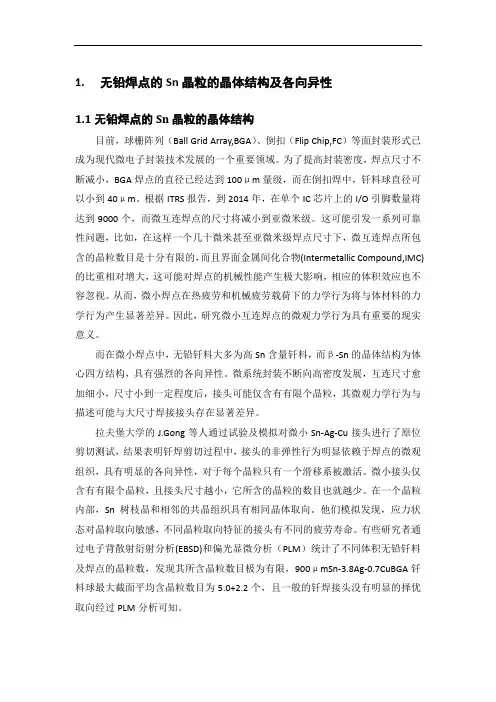
不同尺寸对FCBGA元器件焊点可靠性有限元分析薛松柏;张亮;禹胜林;赖忠民;韩宗杰;卢方焱【摘要】采用有限元法对FCBGA器件焊点尺寸和焊点间距进行了优化模拟.研究发现,元器件整体的最大应力集中在阵列最拐角焊点的上表面上,该部位可能成为焊点裂纹的发源地.对焊点最大应力节点进行时间历程处理,发现应力松弛现象严重,且应力值随着温度循环加载具有累积迭加的趋势.焊点优化结果显示,焊点高度对应的应力值曲线具有明显的单调递减特性.模拟的焊点直径值和实际情况吻合,同时发现焊点直径为0.02mm时对应的应力值最小.焊点间距曲线单调性表现为单调递增性,因此,可以根据应力最小的原则来选择焊点尺寸.【期刊名称】《江苏科技大学学报(自然科学版)》【年(卷),期】2007(021)006【总页数】4页(P13-16)【关键词】有限元;优化模拟;应力松弛;累积迭加【作者】薛松柏;张亮;禹胜林;赖忠民;韩宗杰;卢方焱【作者单位】南京航空航天大学,材料科学与技术学院,江苏,南京,210016;南京航空航天大学,材料科学与技术学院,江苏,南京,210016;南京航空航天大学,材料科学与技术学院,江苏,南京,210016;中国电子科技集团,第十四研究所,江苏,南京,210013;南京航空航天大学,材料科学与技术学院,江苏,南京,210016;江苏科技大学,先进焊接技术省级重点实验室,江苏,镇江,212003;南京航空航天大学,材料科学与技术学院,江苏,南京,210016;南京航空航天大学,材料科学与技术学院,江苏,南京,210016【正文语种】中文【中图分类】TG4540 引言随着IT技术的高速发展,电子元器件的组装密度要求越来越高,以满足电子器件微型化的需要。
电子元器件由最早的DIP元件朝着普遍应用的引线器件发展,如QFP、PLCC和TSOP等。
目前较为流行的封装形式如FCBGA(Flip Chip Ball Grid Array)等,虽然在电子行业的应用还刚刚开始,但由于其可满足高的I/O接口、信号传输可靠性高等特点,正越来越受到重视,所以FCBGA封装的发展潜力很大[1]。
BGA 封装的焊点失效分析张浩敏1,2,李晓倩1,2,张旭武1,2,李鹏1,3(1.工业和信息化部电子第五研究所,广东广州510610;2.宁波赛宝信息产业技术研究院有限公司,浙江宁波315040;3.工业和信息化部电子第五研究所华东分所,江苏苏州215011)摘要:针对BGA 封装中产生的PCB 焊盘坑裂,利用X 射线扫描、染色渗透、金相分析、扫描电镜和热分析等方法对其失效原因进行了分析。
结果表明:由于失效品器件PCB 焊盘的热膨胀系数不匹配,导致PCB 基材受到的热应力过大,最终导致PCB 焊盘坑裂。
关键词:球栅阵列封装;焊盘坑裂;热应力;失效分析中图分类号:TN 41文献标志码:A文章编号:1672-5468(2021)01-0032-07doi:10.3969/j.issn.1672-5468.2021.01.007Solder Joint Failure Analysis of BGA PackageZHANG Haomin 1,2,LI Xiaoqian 1,2,ZHANG Xuwu 1,2,LI Peng 1,3(1.CEPREI ,Guangzhou 510610,China ;2.Ningbo CEPREI Information Industry Technology Research Institute Co.,Ltd.,Ningbo 315040,China ;3.CEPREI-EAST ,Suzhou 215011,China )Abstract :In view of the PCB craters generated in BGA packaging ,the reasons for its failureare analyzed by X -ray scanning ,dyee penetration ,metallographic analysis ,scanning electron microscopy and thermal analysis.The results show that due to the mismatch of the coefficient of thermal expansion of the failed device PCB pad ,the PCB substrate is subjected to excessivethermal stress ,which eventually leads to the PCB pad cracking .Keywords :BGA package ;pad crack ;thermal stress ;failure analysis收稿日期:2020-05-11作者简介:张浩敏(1988-),男,安徽池州人,工业和信息化部电子第五研究所、宁波赛宝信息产业技术研究院有限公司工程师,主要从事电子元器件分析测试工作。
X射线实时成像技术在BGA器件焊点的失效判定研究摘要:随着计算机技术及软件技术的日益发展,X射线中广泛应用的胶片技术照相法逐步被X射线实时成像替代。
X射线实时成像系统主要包括X射线探伤机、高分辨率图像采集单元、计算机图像处理单元、机械传动及电气控制单元、射线防护单元五个单元组成。
其原理与传统X射线类似,主要利用X射线穿过不同密度、厚度的物体后,得到不同灰度显示图像的特性,对物体内部进行无损评价,是产品的筛选、失效分析、质量评价、改进工艺等工作的有效手段。
对于电子元器件的失效分析,X射线实时成像系统更是不可替代的重要工具。
本文首先对X射线实时成像的原理及功能进行介绍,对BGA电路中焊点的锡溅,冷焊,气泡,裂纹,锡球损伤等具有代表的失效模式进行研究。
该研究取得的成果已用于实际生产,极大地提高了失效分析的成功率,对后续的电子元器件失效分析及质量控制工作有一定的借鉴意义。
关键词:X射线实时成像系统 BGA器件缺点定位一、引言BGA器件有焊点较多,焊球密集,焊球无法直观检查等特点,电性能测试不能检测由焊接工艺造成的缺陷,利用X射线检测系统,可以检测出由焊接工艺造成硬件上的失效,如锡溅,冷焊,气孔,裂纹,锡球损伤,且利用X射线检测系统可以确认失效点的具体位置。
二、X射线原理及功能X射线是电子波形态的能量,是光的一种,与可见光差别是每个光子含的能量不一样,X射线光子含的能量是普通光光子能量的5000倍,X射线有着光子的能量高,能够穿透物体的特点。
X射线的产生过程为:1.灯丝发热,像灯泡一样本身加热到高温,在高温下组成灯丝的钨原子内部电子逸出,在高温灯丝周围会形成电子云。
2.电子云在阳极和阴极之间的电压差的作用下,从灯丝向靶运动,并且速度越来越快。
3.在这个过程中,电子云被聚焦线圈聚焦,形成电子束。
4.电子束通过高电压区,获得能量及速度。
5.电子轰击靶(重金属如钨),电子能量超过98%能量转为热和能量转化为热量并通过阳极发散,小于2%的能量转化为X射线。