纺织工艺流程图
- 格式:docx
- 大小:37.80 KB
- 文档页数:1
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程.面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题.经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
图解梭织织造的工艺流程图解梭织织造的工艺流程、常用公式、疵点分析,不懂纺织的人也可以看懂纺织求职招聘→?TEXHR纺织人才网?2021-12-2016:30喷气织机是采用喷射气流牵引纬纱穿越梭口的无梭织机。
工作原理是利用空气作为引纬介质,以喷射出的压缩气流对纬纱产生摩擦牵引力进行牵引,将纬纱带过梭口,通过喷气产生的射流来达到引纬的目的。
接下来我们就按照走流程,图片结合理论粗略介绍一下怎么从纱线原料通过喷气织机把坯布织出来的。
1.?纱线原料进仓,为下一流程作备用纱线有单纱,有股线,有环锭纺(市场货产品),有赛洛纺(用于阳粘三合一产品),有涡流纺(品质相对较高),一般都是通过其它纺纱企业外购进来原料,以筒纱形态入库。
涤粘产品我们经常会接触到阳粘三合一或者阳粘四合一纱线。
三合一就是混纺纱里含有阳离子涤纶短纤维、粘胶纤维和普通涤纶短纤维;四合一就是混纺纱里含有阳离子涤纶短纤维、粘胶纤维、普通涤纶短纤维和有色涤纶短纤维。
了解了这些纱线构成,那么最后要学会的本领就是如何拿到一块面料成品分析出来是三合一还是四合一,这就是我们学习基本知识的终极目的。
2.?整经,这是关键性的一步,对于径向排列如果有不同成份或者不同原料的,整经这步如果排纱错误,那整批坯布做出来都是报废的,而且有些坯布还看不出来问题,只有到染色厂染成颜色出来成品后才会发现排纱错误,所以对于径向不同原料的白织产品,属于定织产品的,在机器上有坯布下来后,就需要剪几米去染厂跟色,看布面条形或者格型有没有问题,如果这个时候发现有问题起码损失还是小的,面料没有织成坯布,对于交期还有挽回的余地,所以作为服装公司的面料开发人员或者面料贸易公司的业务跟单人员,这些具体的跟单步骤技能也是必须要掌握的,对于订单的风险把控也可以做到精细化,对于每一步会出问题,容易出问题的,在订单刚确定下来的时候就应该预知到,这也是我那么多年从事面料开发积累下来的经验,希望对各位有用。
下图中一个个在筒子架上的筒纱为什么会有那么多?可能很多人会有这个疑问,其实很多年前,我刚进入车间了解生产情况的时候也有这个疑问,现在终于搞清楚了,为什么说我们特殊产品坯布定织需要收取放样费,其实一部分就是体现在这里。
纺织工艺流程(图1)1、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除一定长度以下的短纤维。
(3)牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。
2、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,根据工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)3、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条具有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)4、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有一定捻度和强力的细纱并卷绕在筒管上。
(图4)一、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱重新卷绕成一定形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把一定根数的经纱,按规定的长度、幅宽,在一定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
把整好的经轴放在浆纱机上,经过吸浆,通过烘箱烘干。
4、穿经工序:穿经机:将经轴上的每一根经纱根据工艺设计要求,按照一定的次序穿入综丝和钢筘,并在经纱上插放停经片,已确定织造环节一切顺利。
5、织造工序:梭织机(图5):将经轴在梭织机上通过梭子导纬纱,按工艺要求交织成坯布,并卷绕成布卷。
(图5)6、整理工序:(1)验布机:对织造工序下机的布卷进行疵点检验。
(2)刷布机:对检验后的布坯进行整理除杂。
(3)折布机:按码长(折幅)对刷过的坯布进行折叠整理。
(4)打包机:对符合标准的布匹按品种、工艺、客户要求,将一定段数的坯布打包成包,以便于储存、运输及销售。
实验1 湿法纺丝工艺流程及绘图一、实验目的1、了解湿法纺丝原理、设备及工艺流程。
2、根据设备组成绘制工艺流程图。
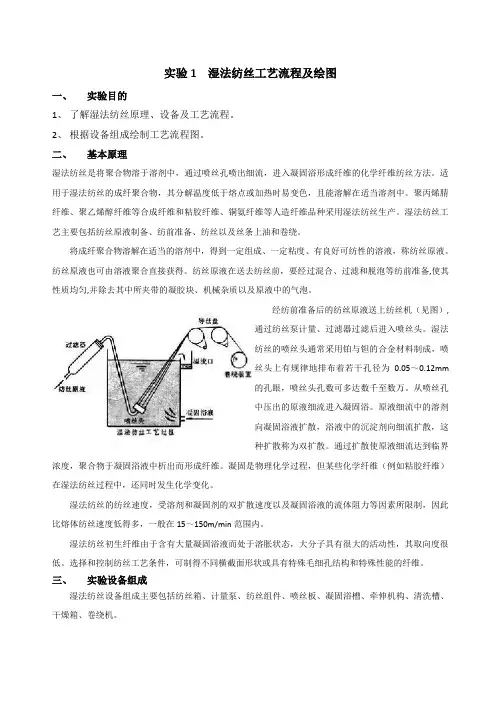
二、基本原理湿法纺丝是将聚合物溶于溶剂中,通过喷丝孔喷出细流,进入凝固浴形成纤维的化学纤维纺丝方法。
适用于湿法纺丝的成纤聚合物,其分解温度低于熔点或加热时易变色,且能溶解在适当溶剂中。
聚丙烯腈纤维、聚乙烯醇纤维等合成纤维和粘胶纤维、铜氨纤维等人造纤维品种采用湿法纺丝生产。
湿法纺丝工艺主要包括纺丝原液制备、纺前准备、纺丝以及丝条上油和卷绕。
将成纤聚合物溶解在适当的溶剂中,得到一定组成、一定粘度、有良好可纺性的溶液,称纺丝原液。
纺丝原液也可由溶液聚合直接获得。
纺丝原液在送去纺丝前,要经过混合、过滤和脱泡等纺前准备,使其性质均匀,并除去其中所夹带的凝胶块、机械杂质以及原液中的气泡。
经纺前准备后的纺丝原液送上纺丝机(见图),通过纺丝泵计量、过滤器过滤后进入喷丝头。
湿法纺丝的喷丝头通常采用铂与钽的合金材料制成,喷丝头上有规律地排布着若干孔径为0.05~0.12mm的孔眼,喷丝头孔数可多达数千至数万。
从喷丝孔中压出的原液细流进入凝固浴。
原液细流中的溶剂向凝固浴液扩散,浴液中的沉淀剂向细流扩散,这种扩散称为双扩散。
通过扩散使原液细流达到临界浓度,聚合物于凝固浴液中析出而形成纤维。
凝固是物理化学过程,但某些化学纤维(例如粘胶纤维)在湿法纺丝过程中,还同时发生化学变化。
湿法纺丝的纺丝速度,受溶剂和凝固剂的双扩散速度以及凝固浴液的流体阻力等因素所限制,因此比熔体纺丝速度低得多,一般在15~150m/min范围内。
湿法纺丝初生纤维由于含有大量凝固浴液而处于溶胀状态,大分子具有很大的活动性,其取向度很低。
选择和控制纺丝工艺条件,可制得不同横截面形状或具有特殊毛细孔结构和特殊性能的纤维。
三、实验设备组成湿法纺丝设备组成主要包括纺丝箱、计量泵、纺丝组件、喷丝板、凝固浴槽、牵伸机构、清洗槽、干燥箱、卷绕机。
四、湿法纺丝工艺流程纺丝前准备→纺丝→凝固→牵伸→清洗→干燥→卷绕。
纺织工艺流程(总20页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March纺织工艺流程纺纱工艺流程主要包括:清棉、梳棉、精梳、并条、纺粗纱、细纱、络筒、捻线、摇线一.清棉工序1.主要任务(1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;(2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
(3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。
(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.主要机械的名称和作用(1)混棉机械:自动抓包机,由于某种原因1-2只打手和抓棉小车组成,抓取平台上多包混合的原棉,用气流输送到前方,同时起开棉作用。
(2)棉箱机械:棉箱除杂机(高效能棉箱,A006B等)继续混合,开松棉块,清除棉籽、籽棉等较大杂质,同时控制好原棉的输送量。
(3)43号棉箱(A092),开松小棉块,具有较好的均棉、松解作用。
(4)打手机械:①毫猪式开棉机(A036),进行较剧烈的开棉和除杂作用,清除破籽等中等杂质。
②直立式开棉机具有剧烈的开棉和除杂作用,但易损伤纤维,产生棉结。
目前清花在流程中一般都不采用(一般可作原料予以处理或统破籽处理之用)。
③A035混开棉机,兼具棉箱机械和打手机械的性能,且有气流除杂装置,有较好的混棉、开棉和除杂作用。
④单程清棉机(A076等)对原棉继续进行开松、梳理,清除较细小的杂质,制成厚薄均匀、符合一定规格重量的棉卷。
二、梳棉工序1.主要任务(1)分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。
(2)除杂:清除棉卷中的细小杂质及短绒。
(3)混合:使纤维进一步充分均匀混合。
(4)成条:制成符合要求的棉条。
2.主要机械名称和作用(1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维。
齿尖将纤维带走,并转移给锡林。
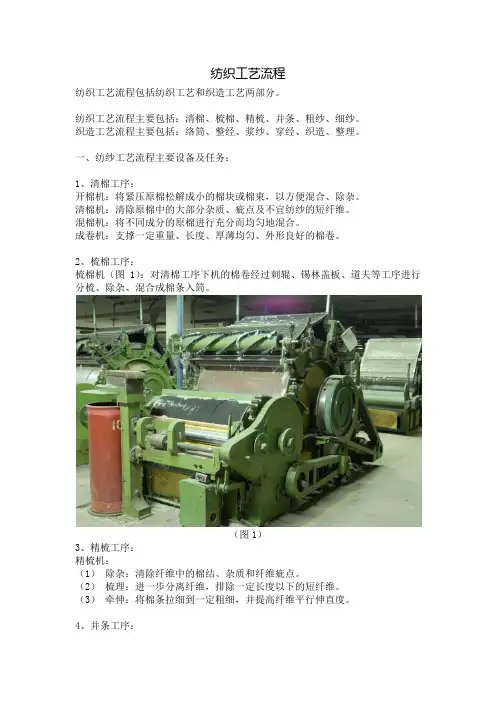
纺织工艺流程纺织工艺流程包括纺织工艺和织造工艺两部分。
纺织工艺流程主要包括:清棉、梳棉、精梳、并条、粗纱、细纱。
织造工艺流程主要包括:络筒、整经、浆纱、穿经、织造、整理。
一、纺纱工艺流程主要设备及任务:1、清棉工序:开棉机:将紧压原棉松解成小的棉块或棉束,以方便混合、除杂。
清棉机:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
混棉机:将不同成分的原棉进行充分而均匀地混合。
成卷机:支撑一定重量、长度、厚薄均匀、外形良好的棉卷。
2、梳棉工序:梳棉机(图1):对清棉工序下机的棉卷经过刺辊、锡林盖板、道夫等工序进行分梳、除杂、混合成棉条入筒。
(图1)3、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除一定长度以下的短纤维。
(3)牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。
4、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,根据工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)5、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条具有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)6、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有一定捻度和强力的细纱并卷绕在筒管上。
(图4)二、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱重新卷绕成一定形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把一定根数的经纱,按规定的长度、幅宽,在一定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
纺织工艺纺织工艺流程包括纺纱工艺和织造工艺两部分。
纺纱工艺流程主要包括:清棉、梳棉、精梳、并条、粗纱、细纱。
织造工艺流程主要包括:络筒、整经、浆纱、穿经、织造、整理。
一、纺纱工艺流程主要设备及任务:1、清棉工序:开棉机:将紧压原棉松解成小的棉块或棉束,以方便混合、除杂。
清棉机:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
混棉机:将不同成分的原棉进行充分而均匀地混合。
成卷机:支撑一定重量、长度、厚薄均匀、外形良好的棉卷。
2、梳棉工序:梳棉机(图1):对清棉工序下机的棉卷经过刺辊、锡林盖板、道夫等工序进行分梳、除杂、混合成棉条入筒。
(图1)3、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除一定长度以下的短纤维。
(3)牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。
4、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,根据工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)5、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条具有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)6、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有一定捻度和强力的细纱并卷绕在筒管上。
(图4)二、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱重新卷绕成一定形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把一定根数的经纱,按规定的长度、幅宽,在一定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
通用服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。