麻花钻标准
- 格式:doc
- 大小:21.50 KB
- 文档页数:4
磨麻花钻头的技巧和方法麻花钻是一种常用的钻孔工具,结构简单,把钻头刃磨好对于工件的加工很重要,但要把它真正刃磨好,也不是一件轻松的事。
关键在于掌握好刃磨的方法和技巧,方法掌握了,再加上多次刃磨的经验,就可以很好的掌握好钻头的刃磨尺度。
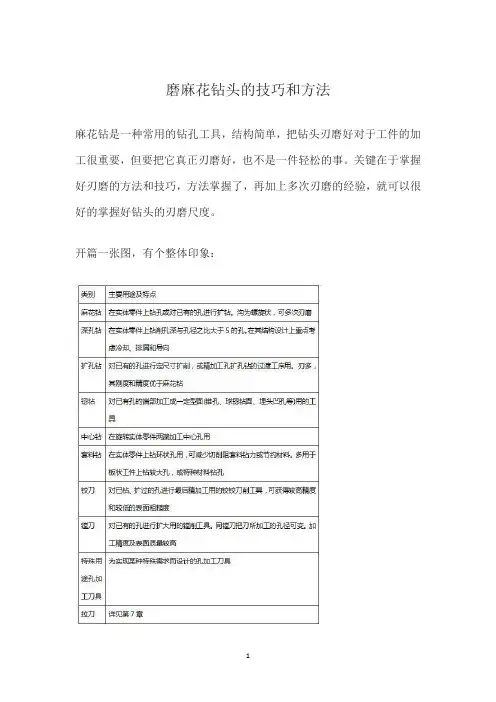
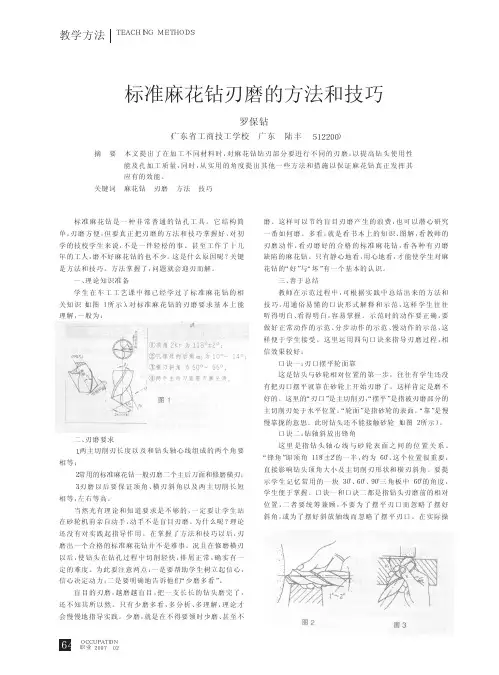
开篇一张图,有个整体印象:麻花钻刃磨步骤麻花钻的顶角一般是118°,也可把它当作120°来看待。
刃磨钻头能掌握好以下6个技巧一般就没有什么问题了。
1. 磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。
这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。
2. 这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。
这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。
这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。
3. 刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。
钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。
发现刃口温度高时,要及时将钻头冷却。
4. 这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动。
而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。
这是最关键的一步,钻头磨得好与坏,与此有很大的关系。
在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些。
5. 一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称。

教学时数: 2 学时课题:麻花钻的切削角度教学目标:掌握麻花钻的辅助平面、顶角2ф、螺旋角ω、前角γ后角α0、横刃斜角ψ、副后角、横刃长度的概念及其对切削性能的影响。
教学重点:1、麻花钻的辅助平面2、麻花钻的顶角2ф3、麻花钻的前角γ4、麻花钻的后角α0教学难点:麻花钻的辅助平面教学方法:讲授法教具:麻花钻教学内容及步骤:〈复习提问〉1、麻花钻在钻孔时钻削运动分析2、麻花钻的构造及各部分的作用3、工作工作部分由哪些部分组成及各组成部分的作用4、解释切削部分的“六面五刃”〈引入新课〉在前面我们学习錾子时,我们学习了錾子的α、β、。
γ那么对于麻花钻其切削角度又是如何的呢?今天我们就来共同学习麻花钻的切削角度。
〈讲授新课〉麻花钻的切削角度:为了研究麻花钻的切削角度我们必须和研究錾子时一样建立辅助平面:(一)、辅助平面:1、基面:通过切削刃上的一点并和该点切削速度方向垂直的平面。
(钻头主切削刃上各点的基面过圆心)2、切削平面:通过主切削刃上点并与工件加工表面相切的平面。
3、主截面:通过主切削刃上点并同时和基面、切削平面垂直的平面。
(二)、顶角2ф1、顶角的定义:顶角又称峰角或顶夹角,为两条主切削刃在其平行的平面上投影的夹角。
2、顶角的大小:顶角的大小根据加工的条件决定。
一般2ф=1180 + 202ф=1180 时主切削刃呈直线形;2ф<1180 时主切削刃呈外凸形;2ф>1180 时主切削刃呈内凹形;影响:2ф增大,轴向力增大,扭矩减小;2ф,轴向力减小,扭矩增大,导致排屑困难。
(三)、螺旋角ω1、螺旋角定义:麻花钻的螺旋角是指主切削刃上最外缘处螺旋线的切线与钻头轴心线之间的夹角。
2、螺旋角的大小:在钻头的不同半径处螺旋角的大小是不等的。
钻头外缘的螺旋角最大,越靠近钻心,螺旋角越小。
(相同的钻头,螺旋角越大,强度越低)(四)、前角γ1、前角的定义:主切削刃上任意一点的前角,是指在主截面N-N中,前角与基面的夹角。
麻花钻刃分析(总4页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除1.麻花钻的结构要素图7-32为麻花钻的结构图。
它由工作部分、柄部和颈部组成。
(1)工作部分麻花钻的工作部分分为切削部分和导向部分。
①切削部分麻花钻可看成为两把内孔车刀组成的组合体。
如图7-33所示。
而这两把内孔车刀必须有一实心部分——钻心将两者联成一个整体。
钻心使两条主切削刃不能直接相交于轴心处,而相互错开,使钻心形成了独立的切削刃——横刃。
因此麻花钻的切削部分有两条主切削刃、两条副切削刃和一条横刃(如图7-32b所示)。
麻花钻的钻心直径取为(0.125~0.15)do(do为钻头直径)。
为了提高钻头的强度和刚度,把钻心做成正锥体,钻心从切削部分向尾部逐渐增大,其增大量每100mm长度上为1.4~2.0mm。
两条主切削刃在与它们平行的平面上投影的夹角称为锋角2Φ,如图7-34所示。
标准麻花钻的锋角2Φ=118°,此时两条主切削刃呈直线;若磨出的锋角2Φ>118°,则主切削刃呈凹形;若2Φ<118°,则主切削刃呈凸形。
②导向部分导向部分在钻孔时起引导作用,也是切削部分的后备部分。
导向部分的两条螺旋槽形成钻头的前刀面,也是排屑、容屑和切削液流入的空间。
螺旋槽的螺旋角β是指螺旋槽最外缘的螺旋线展开成直线后与钻头轴线之间的夹角,如图7-34所示。
愈靠近钻头中心螺旋角愈小。
螺旋角β增大,可获得较大前角,因而切削轻快,易于排屑,但会削弱切削刃的强度和钻头的刚性。
导向部分的棱边即为钻头的副切削刃,其后刀面呈狭窄的圆柱面。
标准麻花钻导向部分直径向柄部方向逐渐减小,其减小量每100mm长度上为0.03~0.12mm,螺旋角β可减小棱边与工件孔壁的摩擦,也形成了副偏角。
(2)柄部柄部用来装夹钻头和传递扭矩。
钻头直径do<12mm常制成圆柱柄(直柄);钻头直径do>12mm常采用圆锥柄。
83科技资讯 SCIENCE & TECHNOLOGY INFORMATION 工 业 技 术在机械加工的过程中,麻花钻是加工过程中最常用的钻孔工具。
其中,麻花钻的结构虽然很简单,但是要把刃真正的磨好,还是一件较为复杂的事情。
而磨好刃的关键,就是对刃磨的方法和技巧的掌握程度,只要方法和技巧这两个方面都掌握好了,刃磨的问题就会很容易解决。
而笔者从事钳工实训教学多年,对标准的麻花钻的刃磨有着很深的了解,本文主要对麻花钻的手工刃磨的一些技巧做了一些介绍。
1 标准麻花钻手工刃磨标准麻花钻的顶角是118°,通常在加工过程中常常将其看做120°。
在实际加工和刃磨过程中要掌握以下几个主要技巧。
1.1麻花钻轴线与砂轮面倾斜60°倾斜的目的就是在钻头上刃磨出120°锋角,如果此时无法保证60°,就会直接影响钻头顶角的大小以及主切削刃的形状和横刃斜角。
在这个刃磨过程中,一定要让麻花钻的轴心线与砂轮表面之间的位置保证60°,在刃磨中,60°的角度也较容易保证。
但是值得注意的是麻花钻刃磨前相对的水平位置和角度位置,这两个要素要同时兼顾,在平整刃口的同时还要使角度保证正确。
1.2钻头的刃口与砂轮面摆平在刃磨钻头之前,先要将钻头的主切削刃与砂轮面放在一个水平面上,这也就意味着,在刃磨的过程中,钻头的所有刃口都可以喝砂轮面接触到,从而更好的完成刃磨。
这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。
麻花钻轴线与砂轮面倾斜60°。
倾斜的目的就是在钻头上刃磨出120°锋角,如果此时无法保证60°,就会直接影响钻头顶角的大小以及主切削刃的形状和横刃斜角。
在这个刃磨过程中,一定要让麻花钻的轴心线与砂轮表面之间的位置保证60°,在刃磨中,60°的角度也较容易保证。
但是值得注意的是麻花钻刃磨前相对的水平位置和角度位置,这两个要素要同时兼顾,在平整刃口的同时还要使角度保证正确。
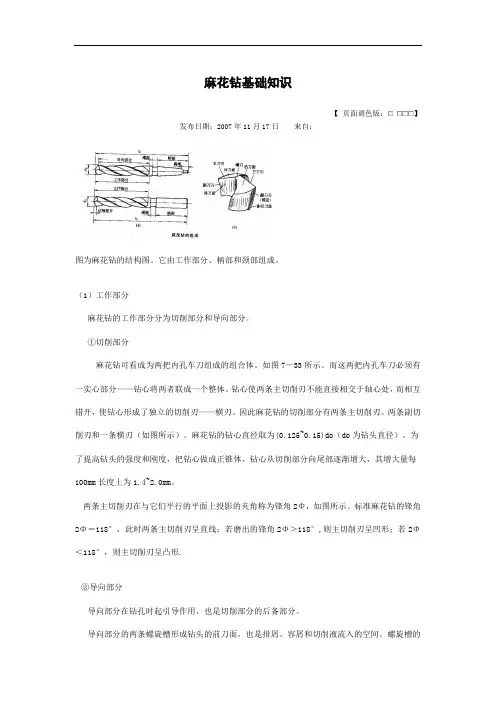
麻花钻基础知识【页面调色版:】发布日期:2007年11月17日来自:图为麻花钻的结构图。
它由工作部分、柄部和颈部组成。
(1)工作部分麻花钻的工作部分分为切削部分和导向部分。
①切削部分麻花钻可看成为两把内孔车刀组成的组合体。
如图7-33所示。
而这两把内孔车刀必须有一实心部分——钻心将两者联成一个整体。
钻心使两条主切削刃不能直接相交于轴心处,而相互错开,使钻心形成了独立的切削刃——横刃。
因此麻花钻的切削部分有两条主切削刃、两条副切削刃和一条横刃(如图所示)。
麻花钻的钻心直径取为(0.125~0.15)do(do为钻头直径)。
为了提高钻头的强度和刚度,把钻心做成正锥体,钻心从切削部分向尾部逐渐增大,其增大量每100mm长度上为1.4~2.0mm。
两条主切削刃在与它们平行的平面上投影的夹角称为锋角2Φ,如图所示。
标准麻花钻的锋角2Φ=118°,此时两条主切削刃呈直线;若磨出的锋角2Φ>118°,则主切削刃呈凹形;若2Φ<118°,则主切削刃呈凸形.②导向部分导向部分在钻孔时起引导作用,也是切削部分的后备部分。
导向部分的两条螺旋槽形成钻头的前刀面,也是排屑、容屑和切削液流入的空间。
螺旋槽的螺旋角β是指螺旋槽最外缘的螺旋线展开成直线后与钻头轴线之间的夹角,如图所示。
愈靠近钻头中心螺旋角愈小。
螺旋角β增大,可获得较大前角,因而切削轻快,易于排屑,但会削弱切削刃的强度和钻头的刚性。
导向部分的棱边即为钻头的副切削刃,其后刀面呈狭窄的圆柱面。
标准麻花钻导向部分直径向柄部方向逐渐减小,其减小量每100mm长度上为0.03~0.12mm,螺旋角β可减小棱边与工件孔壁的摩擦,也形成了副偏角。
(2)柄部柄部用来装夹钻头和传递扭矩。
钻头直径do<12mm常制成圆柱柄(直柄);钻头直径do>12mm常采用圆锥柄。
(3)颈部颈部是柄部与工作部分的连接部分,并作为磨外径时砂轮退刀和打印标记处。
小直径钻头不做出颈部。
车工工艺学麻花钻————————————————————————————————作者:————————————————————————————————日期:ﻩ《车工工艺学》教案备课组长签名________________教师签名马利班次日期课题第三章套类工件的加工§3.1钻孔教学目的知识目标:麻花钻的几何参数的理解以及掌握麻花钻的几何参数的变化对钻孔效率和质量的影响。
能力目标:1、怎样观测和刃磨麻花钻的几何参数2、如何通过正确的刃磨手法获得合理的刀具几何参数素质目标:通过理论结合实际的直观教学方法让学生明白实践出真知的道理,从而培养学生求是、创新、勤学、精技的学习精神教学重点麻花钻的几何参数的理解和如何刃磨获得合理的麻花钻几何参数教学难点麻花钻的几何参数和几何参数的变化对加工的影响教学准备学生准备:课前预习,将这节内容里的名词解释找出来并理解教师准备:钻孔和刃磨的录象、活片、挂图、钻头实物和模型课型理论课教学方法录象多媒体演示法、启发式总结、讲授教学过程教学方法时间分配【导入新课】由车床上麻花钻钻孔的过程的录象开始,让学生建立起钻孔的感性认识,分析钻孔的运动和加工的特点,激发学生学习的热情和兴趣。
【讲授新课】第三章套类工件的加工§3.1钻孔一、钻孔的定义与钻削的运动a钻削:用钻头在实心材料上加工孔的方法。
b运动:主运动:钻头或工件的回转运动。
进给运动:钻头沿自身轴线方向的移动。
二、标准麻花钻(一)、标准麻花钻的组成标准麻花钻由柄部、颈部和工作部分组成。
1、工作部分:包括切削部分和导向部分a 切削部分:★b导向部分:是切削部分的后备部分,有“倒锥”5分钟直观导入法5分钟由导入引出钻孔与钻削的运动12分钟在书上找出麻花钻组成的名词,并在麻花钻实物上对照指出。
(准备钻头实物)教学过程教学方法时间分配2、柄部:直柄:一般d=0.3~16mm (用钻夹头夹持)锥柄:莫氏锥度(用锥套连接)3、颈部:刀体与刀柄间过渡部分,在麻花钻制造的磨削过程中起退刀槽作用,标注麻花钻直径、材料牌号等。
麻花钻标准
麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。
切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。
为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。
柄部--钻头的夹持部分,并用来传递扭矩。
柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。
麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。
表6-10-56麻花钻检验标准
产品名称国家标准等效国际标准适用范围(直径)
粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm
直柄短麻花钻 GB/T6135.2-1996 ISO235-1980 0.50-40.00mm
直柄麻花钻 GB/T6135.3-1996 ISO235-1980 0.20-20.00mm
直柄长麻花钻 GB/T6135.4-1996 ISO494-1975 1.00-31.50mm
直柄超长麻花钻 GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm
莫氏锥柄麻花钻 GB/T1438.1-1996 ISO235-1980 3.00-100.00mm
莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm
莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm
莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm
3.检验项目、技术要求:
(1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。
(2)麻花钻的表面粗糙度,见表6-10-57。
表6-10-57
表面粗糙度种类切削刃后面Rz 刃带Rz 沟槽Rz 柄部表面Ra
普通级麻花钻 6.3 6.3 12.5 1.25
精密级麻花钻 6.3 6.3 6.3 1.25
(3)工作部分的尺寸偏差按国家标准规定。
(4)普通级麻花钻位置公差按表6-10-58的规定,精密级麻花钻位置公差按表6-10-59的
规定。
表6-10-58普通级麻花钻位置公差mm
项目 d≤3 d>3~6 d>6~10 d>10~18 d>18
工作部分对柄部轴线的径向圆跳动 0.08
钻芯对工作部分轴线的对称度 0.16 0.20 0.24 0.30 0.36切削刃对工作部分轴线的斜向圆跳动 0.10 0.15 0.18
表6-10-59精密极麻花钻位置公差mm项目
d≤3 d>3~6 d>6~10 d>10~18 d>18
工作部分对柄部轴线的径向圆跳动 0.06
钻芯对工作部分轴线的对称度 0.08 0.10 0.12 0.14 0.18
切削刃对工作部分轴线的斜向圆跳动 0.06 0.08 0.10 0.12 0.15
刃沟等分 0.06 0.08 0.12 0.15 0.18
(5)麻花钻工作部分直径倒锥度:每100mm长度上为0.03~0.10mm。
(6)麻花钻工作部分钻芯增量:每100mm长度上为1.4~2.0mm。
(7)材料:麻花钻用W6Mo5Cr4V2或同等性能的其他牌号高速钢制造;焊接麻花钻柄部用
45号、60号钢或同等以上性能的合金钢制造。
(8)硬度:麻花钻工作部分的淬硬范围、硬度和扁尾硬度。
淬硬范围:整体麻花钻在离钻
尖4/5刃沟的长度上;焊接麻花钻在离钻尖3/4刃沟的长度上。
硬度:不低于
63HRC 扁尾硬度:30-45HRC。
(9)普通级麻花钻应经蒸汽表面处理或其他表面强化处理。
(直径d<3mm的麻花钻允许不
进行蒸汽表面处理或其他表面强化处理。
)
(10)性能试验:麻花钻出厂前应按本标准的规定进行切削性能试验,试验后的麻花钻不得
有崩刃和显著的磨损现象,并保持其应有的使用性能。
①麻花钻性能试验应按表6-10-60
的规定,在符合精度标准的钻床上进行。
表6-10-60麻花钻性能试验
直径dmm 切削速度m/min 进给量mm/r 钻削深度mm 钻孔数
~2.0 30 手动 6 40
>2.0~2.5 7
>2.5~3.0 9
>3.0~3.5 10
>3.5~4.0 12
>4.0~4.5 28 0.12 14 >4.5~5.0 0.15 16
>5.0~6.0 0.17 20 30
>6.0~8.0 0.20 25
>8.0~10.0 0.25
>10.0~12.0 0.28 30
>12.0~14.0 0.32
>14.0~16.0 0.36 20
>16.0~18.0 0.40 35
>18.0~20.028 0.43 40
注:当机床的转速或进给量与标准不符合时,每min进给量应不低于按标准计算的数值。
②试验材料用经退火或正火处理的45号或50号钢,其硬度为170~200HB。
供钻孔的一面应预先加工,并应与机床主轴中心线垂直。
③冷却液为乳化油水溶液。
④钻削不通孔。
(11)标志和包装:
①麻花钻上应标志(直径d<3mm的麻花钻可不标志):
a. 制造厂商标;
b. 麻花钻直径;
c. 材料代号(HSS)。
②包装盒上应标志: a. 制造厂名称和商标; b. 本标准规定的标记; c. 材料牌号或代号; d. 件数; e. 制造年、月。
③包装:麻花钻在包装前应经防锈处理,包装必须牢靠,并能防止运输过程中的损伤。
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。