钻头直径规格表
- 格式:docx
- 大小:13.37 KB
- 文档页数:3
钻头规格是什么钻头是一种可以旋转并在头端具有切削能力的工具。
它通常由碳钢SK或高速钢skh2,skh3等材料经过铣削或轧制,淬火,回火和热处理后制成。
它用于在金属或其他材料上钻孔。
它可用于钻床,车床,铣床,电动手钻和其他工具。
这是钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的规格:钻头的规格钻头的规格:钻头的规格钻头的规格对于钻头:规格:钻头的规格钻头:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格用于位的比特:规范:规范:用于比特的比特规范:规范:规范:用于比特比特的规范:规范:规范:规范:比特规范:规范:规范:Φ1.0,Φ1.5,Φ2.5,Φ2.5,Φ2.5,Φ1.0,Φ3.3,Φ3.5,Φ3.5,Φ3.5,Φ3.5,Φ4.5,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5,Φ11.0,Φ12.0 ,Φ12.5,Φ13.0,Φ13.5Φ14。
钻头直径规格:1.钻头有许多规格和标准。
例如,一些水管的钻孔相对较大,而电线的钻孔则小得多,因此钻头的直径也不同。
2.大约有1毫米,2毫米,3毫米,4毫米,5毫米,6毫米,7毫米,8毫米,9毫米,9.8毫米等。
每1毫米的距离累积有0.1毫米。
例如,从1mm到2mm的钻头的尺寸承载0.1mm,并且存在较大的钻头,其通常不用于石油钻探。
除了石油勘探。
演习的类型是什么根据结构分类,可以分为:整体钻头:顶部,主体和手柄由相同的材料制成。
端部焊接头:钻头的顶部由硬质合金焊接。
根据钻钉的分类,它们可以分为:直柄钻头:钻头直径小于13.0 mm,使用直柄。
锥柄钻头:钻头的手柄是锥形的,通常锥度是莫氏锥度。
按用途分类,可分为:中心钻:通常用于在钻削之前钻出中心点。
前端的圆锥面为60°75°和90°等,以便在车床操作过程中用尾架支撑,应使用60°中心钻与车床尾架的顶部中心匹配。
钻头:在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。
一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关。
钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。
钻头是进行石油钻井工作的重要工具之一,钻头是否适应岩石性质及其质量的好坏,在选用钻井工艺方面起着非常重要的作用,特别是对钻井质量、钻探速度、钻井成本方面产生着巨大的影响,PDC 钻头是当今石油和天然气勘探开发行业广泛使用的一种破颜工具,它有效地提高了机械钻具,缩短了钻井周期。
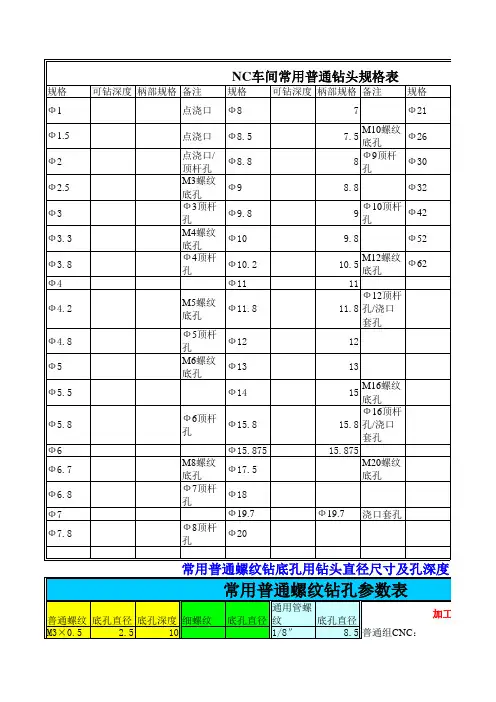
钻头直径规格表:钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。
2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。
除非石油勘探。
钻头直径规格表:钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。
2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。
除非石油勘探。
依构造分类可分为:整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
端焊式钻头:钻顶部位由碳化物焊接而成。
依钻枘分类可分为:直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。
锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
依用途分类可分为:中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。
麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。
超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。


附:美制螺纹参数对照表美制外螺纹(2A)常用规格极限尺寸表(粗牙)公称尺寸和每英寸牙数螺纹系列代号大径极限中径极限小径max螺胚直径最小最大最小最大最小最大8-32UNC 0.1571 0.1631 0.1399 0.1428 0.12483.58 3.61(0.164-32) 3.9903 4.1427 3.5535 3.6271 3.169910-24 0.1818 0.1890 0.1586 0.1619 0.13794.07 4.10 (0.190-24) 4.6177 4.8006 4.0284 4.1123 3.502712-24 0.2078 0.2150 0.1845 0.1879 0.16394.72 4.75 (0.216-24)5.2781 5.4610 4.6863 4.7727 4.16311/4-20 0.2408 0.2489 0.2127 0.2164 0.18765.45 5.48 (0.250-20)6.1163 6.3221 5.4026 5.4966 4.76505/16-18 0.3026 0.3113 0.2712 0.2752 0.24316.94 6.98 (0.3175-18)7.6860 7.9070 6.8885 6.9901 6.17473/8-16 0.3643 0.3737 0.3287 0.3331 0.29708.40 8.44 (0.375-16) 9.2532 9.4920 8.3490 8.4607 7.54387/16-14 0.4258 0.4361 0.3850 0.3897 0.34859.83 9.87 (0.4375-14) 10.8153 11.0769 9.7790 9.8984 8.85191/2-13 0.4876 0.4985 0.4435 0.4485 0.404111.34 11.38 (0.50-13) 12.3850 12.6619 11.2649 11.3919 10.26419/16-12 0.5495 0.5609 0.5016 0.5068 0.458712.80 12.84 (0.5625-12) 13.9573 14.2469 12.7406 12.8727 11.65105/8-11 0.6113 0.6234 0.5589 0.5644 0.511914.27 14.32 (0.625-11) 15.5270 15.8344 14.1961 14.3358 13.00233/4-10 0.7353 0.7482 0.6773 0.6832 0.625517.28 17.33 (0.750-10) 18.6766 19.0043 17.2034 17.3533 15.88777/8-9 0.8592 0.8731 0.7946 0.8009 0.736820.27 20.32 (0.875-9) 21.8237 22.1767 20.1828 20.3429 18.71471"-8 0.9830 0.9980 0.9100 0.9168 0.844623.22 23.27 (1.000-8) 24.9682 25.3492 23.1140 23.2867 21.4528美制外螺纹(2A)常用规格极限尺寸表(细牙)公称尺寸和每英寸牙数螺纹系列代号大径极限中径极限小径max螺胚直径最小最大最小最大最小最大8-36UNF 0.1577 0.1632 0.1424 0.1452 0.12913.65 3.67(0.164-36) 4.0056 4.1453 3.6170 3.6881 3.279110-32 0.1831 0.1891 0.1658 0.1688 0.15084.24 4.27 (0.190-32) 4.6507 4.8031 4.2113 4.2875 3.830312-28 0.2085 0.2150 0.1886 0.1918 0.17124.82 4.85 (0.216-28)5.2959 5.4610 4.7904 4.8717 4.34851/4-28 0.2425 0.2490 0.2225 0.2258 0.20525.69 5.71 (0.250-28)6.1595 6.3246 5.6515 5.7353 5.21215/16-24 0.3042 0.3114 0.2806 0.2843 0.26037.17 7.20 (0.3175-24) 7.7267 7.9096 7.1272 7.2212 6.61163/8-24 0.3667 0.3739 0.3430 0.3468 0.32288.75 8.78 (0.375-24) 9.3142 9.4971 8.7122 8.8087 8.19917/16-20 0.4281 0.4362 0.3995 0.4037 0.374910.19 10.23 (0.4375-20) 10.8737 11.0795 10.1473 10.2540 9.52251/2-20 0.4906 0.4987 0.4619 0.4662 0.437411.78 11.82(0.50-20) 12.4612 12.6670 11.7323 11.8415 11.11009/16-18 0.5524 0.5611 0.5205 0.5250 0.492913.27 13.31 (0.5625-18) 14.0310 14.2519 13.2207 13.3350 12.51975/8-18 0.6149 0.6236 0.5828 0.5875 0.555414.85 14.89 (0.625-18) 15.6185 15.8394 14.8031 14.9225 14.10723/4-16 0.7391 0.7485 0.7029 0.7079 0.671817.91 17.95 (0.750-16) 18.7731 19.0119 17.8537 17.9807 17.06377/8-14 0.8631 0.8734 0.8216 0.8270 0.785820.93 20.97 (0.875-14) 21.9227 22.1844 20.8686 21.0058 19.95931"-12 0.9868 0.9982 0.9382 0.9441 0.896023.90 23.95 (1.000-12) 25.0647 25.3543 23.8303 23.9801 22.75841.螺胚直径指滚丝前的尺寸,数值为依经验公式计算而得,在实践中需验证。
钻头规格型号表
钻头规格型号一览
在工业生产中,钻头是一种常用的切削工具,用于在金属、木材、混凝土等材料上进行孔洞加工。
不同的应用领域和材料需要不同规格和型号的钻头才能达到最佳效果。
以下是一份钻头规格型号表,以帮助选择合适的钻头进行工件加工。
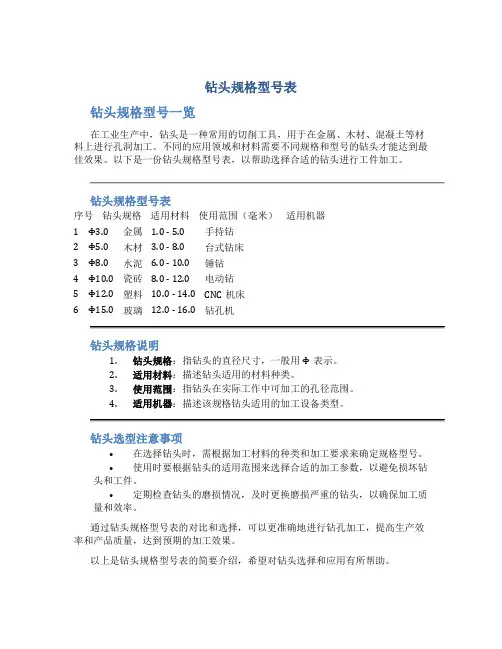
钻头规格型号表
序号钻头规格适用材料使用范围(毫米)适用机器
1 Φ3.0金属 1.0 - 5.0 手持钻
2 Φ5.0木材 3.0 - 8.0 台式钻床
3 Φ8.0水泥 6.0 - 10.0 锤钻
4 Φ10.0瓷砖8.0 - 12.0 电动钻
5 Φ12.0塑料10.0 - 14.0 CNC机床
6 Φ15.0玻璃12.0 - 16.0 钻孔机
钻头规格说明
1.钻头规格:指钻头的直径尺寸,一般用Φ表示。
2.适用材料:描述钻头适用的材料种类。
3.使用范围:指钻头在实际工作中可加工的孔径范围。
4.适用机器:描述该规格钻头适用的加工设备类型。
钻头选型注意事项
•在选择钻头时,需根据加工材料的种类和加工要求来确定规格型号。
•使用时要根据钻头的适用范围来选择合适的加工参数,以避免损坏钻头和工件。
•定期检查钻头的磨损情况,及时更换磨损严重的钻头,以确保加工质量和效率。
通过钻头规格型号表的对比和选择,可以更准确地进行钻孔加工,提高生产效率和产品质量,达到预期的加工效果。
以上是钻头规格型号表的简要介绍,希望对钻头选择和应用有所帮助。
高速钢直钻麻花钻头规格:长74mm单头钻,直径:Φ2.2、Φ2.5、Φ2.8、Φ3、Φ3.2、Φ3.5、Φ4、Φ4.2、Φ4.5、Φ5、Φ5.2、Φ5.5、Φ6.0、Φ6.5、Φ7、Φ8、Φ10--20--30双头钻,直径:Φ3、Φ3.2、Φ4、Φ4.2、Φ4.5钻头的长度和直径之比越大,其弯曲倾向增加。
减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。
较深的孔要求钻头规格有较大的长径比。
通常孔深超过3倍直径就是“深孔”,而微钻的孔深一般都要超过这个限度。
如直径为3.175mm的钻头加工孔深31.75mm的孔,长径比达10:1;而直径为0.508mm的钻头加工孔深25.4mm的孔,其长径比达到50:1。
所以,随着钻头直径减小和脆性的增加,挠曲便成为产生很多问题的根源。
而控制钻头的脆性,就要在刀具基体的硬度和韧性之间加以权衡。
1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
钻头规格有哪些- 钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。
2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm 的钻头规格按0.1mm进位,.还有更大的,用于石油钻探的,一般用不到。
除非石油勘探。
钻头的种类有哪些- 依构造分类可分为:整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
端焊式钻头:钻顶部位由碳化物焊接而成。
依钻枘分类可分为:直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。
锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
依用途分类可分为:中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。
麻
花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。
超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
油孔钻头:钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止。
深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑。
钻头铰刀:为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。
锥度钻头:当加工模具进料口时,可使用锥度钻头。
圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆。
圆锥孔钻头:为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种。
三角钻头:一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头。
如何选到好的钻头- 根据不同用途选择钻头麻花钻一般麻花钻用高速钢制造;深孔钻通常是指加工孔深与孔径之比大于6的孔的刀具。
常用的有枪钻、BTA深孔钻、喷射钻、DF深孔钻等;扩孔钻有3~4个刀齿,用于扩大已有的孔并提高加工精度和光洁度。
锪钻有较多的刀齿,以成形法将孔端加工成所需的外形,用于加工各种沉头螺钉的沉头孔,或削平孔的外端面。
钻供钻削轴类工件的孔用,它实质上是由螺旋角很小的麻花钻和锪钻复合而成,故又称复合钻。
空心钻钻杆中间是中空的钻头,主要用于钻物取芯。
考虑钻削加工的尺寸精度要求一般来说,被加工孔径越小,其公差也
越小。
因此它一般用于精度要求不高的孔加工,或者通过换装镗刀片完成孔的精加工。
注意钻头的坚韧程度这也是一些厂家所能够带来的保障,在这个过程中厂家能够通过一系列的良好的材料配比以及一些生产工艺使其产生比较好的效果。
考虑加工机床的稳定性机床稳定性对于钻头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作状态。
此外,还应考虑钻头自身的稳定性。
例如,整体硬质合金钻头刚性好,因此可达到很高的加工精度。
而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。