HSSB及DNC
- 格式:doc
- 大小:12.00 KB
- 文档页数:1
DNC软件在FANUC数控系统的应用>1 DNC 加工技术的发展用穿孔纸带记载加工程序, 通过纸带阅读机把加工程序读入数控系统的缓冲寄存器, 这是早期数控机床自动运行的主要方式。
因为那时候存储器技术还不完善, 人们只好借助穿孔纸带记录和保存加工程序。
纸带体积庞大, 还要为其准备专门的阅读机装置, 稍有不慎或使用多次会造成破损, 导致输入错误是无法避免的。
存储器技术的发展已经让我们有足够的理由淘汰纸带和阅读机。
640m 纸带所记载的程序容量相当于256K 字节的存储器, 其体积也不过是一个30mm ×15m ×3m 的集成电路模块而已。
读入和读出靠软件, 不占空间。
我们用手工编制的加工程序一般都不太长, 加工一个有钻、镗、铣、攻丝等工序的汽车变速箱程序大约有2K 字节就够了, 这就算长程序。
在256K 程序存储器的FANUC 数控系统里, 存储100个加工零件的程序是毫无问题的。
当前生产制造的中高档数控系统无一例外, 全部都采用了这种程序存储器方式作自动运行。
随着三轴乃至四、五轴联动功能的出现, 加工三维空间曲面的编程已经成为必需解决的问题, 因为靠人手工是无法实现的。
CAD/CAM计算机辅助设计/ 制造软件, 特别是具有三维造型和编程的软件受到用户的喜爱。
市面上流行最广的有Pro/Engineer,Unigraphics,Cimatron 等。
由于模具制造加工的编程都属于三维实体, 它们必需使用这些软件进行造型和编程。
计算机应用上述软件生成的加工程序都很长, 少则1-3 兆, 多则几十至几百兆。
这样长的程序数控系统没有可存放的空间, 它们只能存放在计算机的硬盘中。
当需要加工时, 利用电缆连接计算机和数控系统的RS232C 串行接口, 通过DNC 软件把加工程序一部分、一部分地传送给数控系统。
机床运行完一部分程序后, 会请求计算机再发送一部分, 直到加工完成, 这就是所谓的DNC 加工。

·血液净化中心管理·2种不同类型透析机的对比研究赵小淋1任琴琴1朱晗玉1马志芳1【摘要】目的对比中央透析液供给系统(central dialysis fluid delivery system,CDDS)与普通透析机2种类型设备的透析液洁净度以及故障率,分析CDDS透析设备的临床应用优势与不足。
方法于2017年8月~2018年3月选择解放军总医院透析中心CDDS透析机GC-110N与贝朗德佳透析机各5台,对比2组透析机入口与出口处样本细菌、内毒素水平。
回顾性分析解放军总医院2类透析设备各18台在2017年3月~2019年3月期间水路、电路以及其他故障的发生率。
结果透析机入口采样点CDDS组透析机细菌、内毒素水平均低于普通组透析机(t值分别为11.215、6.468,P值分别为<0.001,<0.001)。
透析机出口采样点CDDS组透析机细菌、内毒素水平均低于普通组透析机(t值分别为9.154、5.490,P值分别为<0.001,<0.001)。
CDDS组透析机水路、电路以及其他故障的总计发生率均低于普通组透析机,差异有统计学意义(t=9.147,P=0.010)。
结论CDDS系统可提高透析液洁净度,降低透析设备故障率在临床应用中具有一定优势。
【关键词】多人用透析装置;CDDS系统;透析液洁净度中图分类号:R19文献标识码:A doi:10.3969/j.issn.1671-4091.2019.11.019A comparative study of two different types of dialysis machines ZHAO Xiao-lin1,REN Qin-qin1,ZHUHan-yu1,MA Zhi-fang11Department of Nephrology,First Medical Center of PLA General Hospital,Beijing100853,ChinaCorresponding author:MA Zhi-fang,Email:mazhifang301@【Abstract】Objective To compare the cleanliness and failure rate between the dialysis machines withcentral dialysis fluid delivery(CDDS)system and the conventional dialysis machines,and to analyze the clini-cal application advantages of the dialysis machines with CDDS system.Methods From August2017toMarch2018,the bacteria number and endotoxin level at the inlet and outlet sites were compared between thedialysis machines with CDDS system(5sets)and the Berengdejia dialyzer(5sets)in the PLA General Hospi-tal Dialysis Center.A retrospective analysis was performed on the incidence of water,circuit and other faultsoccurred in the dialysis machines with CDDS system(18sets)and the Berengdejia dialyzer(18sets)duringthe period from March2017to March2019.Results The bacteria number and endotoxin level at the inletwere lower in the dialysis machines with CDDS system than in the conventional dialysis machines(t=11.215and6.468respectively;P<0.001).The bacteria number and endotoxin level at the outlet were also lower inthe dialysis machines with CDDS system than in the conventional dialysis machines(t=9.154and5.490re-spectively;P<0.001).The incidence of water,circuit and other faults were lower in the dialysis machineswith CDDS system than in the conventional dialysis machines(t=9.147,P=0.010).Conclusion CDDS sys-tem can improve the cleanliness of dialysate and reduce the failure rate of dialysis machines during clinical ap-plication.【Key words】Multi-purpose dialysis device;CDDS system;Dialysis fluid cleanliness目前国内血液透析集中供液设备为中央浓缩液供给系统(central concentrate delivery sys-tem,CCDS),为集中供给A,B浓缩液、单独供给A浓缩液2种模式[1,2]。
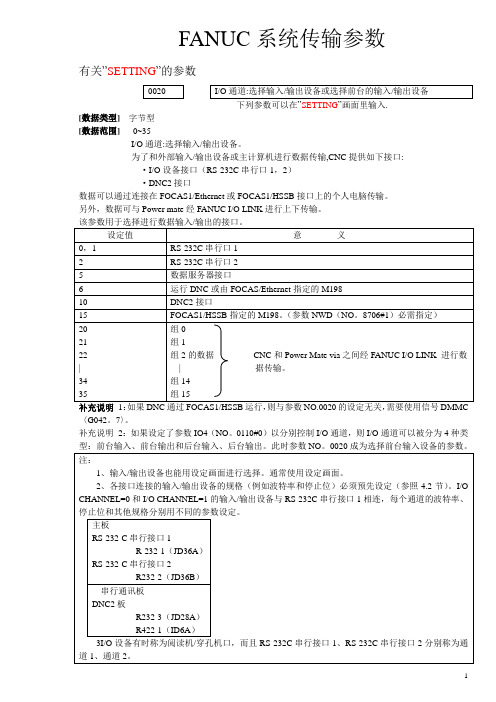
下列参数可以在”SETTING ”画面里输入.[数据类型] 字节型 [数据范围] 0~35I/O 通道:选择输入/输出设备。
为了和外部输入/输出设备或主计算机进行数据传输,CNC 提供如下接口: ·I/O 设备接口(RS-232C 串行口1,2) ·DNC2接口数据可以通过连接在FOCAS1/Ethernet 或FOCAS1/HSSB 接口上的个人电脑传输。
另外,数据可与Power mate 经FANUC I/O LINK 进行上下传输。
〈G042。
7〉。
补充说明 2:如果设定了参数IO4(NO 。
0110#0)以分别控制I/O 通道,则I/O 通道可以被分为4种类型:前台输入、前台输出和后台输入、后台输出。
此时参数NO 。
0020成为选择前台输入设备的参数。
[数据类型]:字节型[数据范围]:0~2,5,10这些参数只在设定了参数IO4(NO。
0110#0),分别控制不同的通道时有效。
当I/O通道分成4种类型:前台输入、前台输出和后台输入、后台输出时,用这些参数分别设定输入/输出设备。
前台输入设备在参数NO。
0020中设定。
详细请见关于参数NO。
0020的说明。
有关阅读机/穿孔机接口的参数本CNC有两个输入/输出通道:RS-232C串行接口1和RS-232C串行接口2。
使用的I/O设备由其连接的通道指定。
在参数设定画面的I/OCHANNEL上设定输入/输出的设备连接的通道。
指定通道的波特率、停止位等与I/O设备有关的参数必须预先设定好。
对于通道1,有两组参数可以设定设备的规格。
下面给出了各通道的输入/输出设备相关的设定参数。
设备接口设定FANUC系统传输参数所有通道共用的参数下列参数可以在“SETTING”画面里输入。
[数据类型]:字节型设定与PMC Ladder的开发工具(FAPT LADDER-II/III)通讯的端口。
0:HSSB (COP7)1:RS-232C串行端口1(JD36A)2:RS-232C串行端口#2(JD36B)数据类型:位型CTV 程序注释部分文字的TV校验的设定0:进行。

静脉输液治疗专科护理质量指标评价体系的构建陈娇;熊晓云;梅赣红;汪晓燕;肖丹【摘要】目的构建科学、系统、实用的静脉输液治疗专科护理质量指标体系.方法以三维质量结构管理模式为依据,通过逐条分析《静脉治疗护理技术操作规范》中涉及的静脉输液条目,结合文献检索法、专家小组讨论法、德尔菲专家函询法、百分比权重法,确定静脉输液治疗护理质量指标体系及指标权重.结果 2轮专家函询中,专家积极系数分别为90.9%,100%,专家权威程度Cr值分别为0.864,0.940,总体协调系数W值分别为0.310,0.254,经卡方检验,均具有统计学意义(P<0.01).指标体系包括3项一级指标(要素质量、环节质量、终末质量),10项二级指标和48项三级指标.结论该指标体系设置合理,构建过程科学,具有较高的科学性和可靠性,能够为护理管理者进行静脉输液治疗护理质量评价提供客观、可量化的依据.【期刊名称】《护理学报》【年(卷),期】2018(025)021【总页数】5页(P57-61)【关键词】静脉输液;专科护理;质量指标;德尔菲法【作者】陈娇;熊晓云;梅赣红;汪晓燕;肖丹【作者单位】宜春职业技术学院,江西宜春 330000;南昌大学第二附属医院护理部,江西南昌 330006;南昌大学第二附属医院护理部,江西南昌 330006;南昌大学医学院,江西南昌 330000;南昌大学医学院,江西南昌 330000【正文语种】中文【中图分类】R4712013年11月,国家卫生计生委颁布的《静脉治疗护理技术操作规范》[1],是循证医学思想在静脉治疗护理技术中运用的体现,是一个最低要求的行业标准,标志着我国静脉输液治疗护理技术步入了规范化、专业化发展的时代,但是自实施以来,全国各级医疗机构只是在推广、学习规范,对于静脉输液治疗护理质量的横向或纵向的比较评价较少,究其原因,是目前缺乏统一、规范的静脉输液治疗护理质量指标体系。
因此,本研究拟以《静脉治疗护理技术操作规范》为基准,构建静脉输液治疗专科护理质量指标体系,对静脉输液治疗各环节的护理质量进行评价,基于该规范构建的指标体系具有更高的系统性、更强的实用性和更好的可行性,能够更高效地改善静脉输液治疗护理质量,同时可以进一步促进规范的落实,保障患者的静脉输液安全。
【干货】IC,UASB反应器调试经验总结一、正式启动反应器的步骤及经验总结1、池内升温。
对反应器的污泥进行升温,可以用加热的清水也可以用稀释后的低浓度的生产废水(一般COD<2000mg/l)进行加热。
进水温度控制在39±2(中温消化),最好不要超过42℃,注意升温控制每天不要超过2℃,直至反应器温度升高到37±2,这时标志反应器升温结束,37±2也就是以后反应器控制的进水温度。
2、正式进水调试。
厌氧调试没有固定的模式,真正的厌氧调试专家可能给出最多的还是建议。
针对项目具体设计情况和具体水质水量情况而具体对待。
每个项目的调试都是变化的,最重要的还是靠临场经验,特别是要根据表面现象结合分析数据做出及时调整。
经验总结如下:进水初期建议低浓度进水,然后逐步提升负荷。
之所以选择低浓度进水,主要考虑是较低的浓度对于刚接种的污泥来说会有一个更好的适应,也会降低废水中有毒物质对接种污泥的毒害性,随着污泥慢慢驯化,它的适应能力会逐渐增强,抗毒害性和冲击性也会逐步增强。
等到反应器产气量比较大时,如果考虑进行沼气利用时,这时可以将水封上的放空阀关闭,直接供给用户(提醒:供用户使用前一定要进行安全置换直至沼气组分的检验确认合格后方可同意用户使用)。
即使不利用,这时也要关闭放空阀,通过火炬燃烧排放,不可直接排到大气中。
多低浓度进水为好及负荷提升依据,我接下来再讲。
4、要充分发挥调节池作用,保证进水尽可能稳定是至关重要的。
不要仅依赖化验数据出来才去被动的调整。
在这引导一下大家:譬如平时养成勤听水封产气情况、反应器表面气泡变化情况、污泥上翻情况、气柜升降变化情况、火炬火长变化情况、沼气产气量变化情况等表面现象来综合分析判断反应器进水可能出现高低情况。
如发现异常情况要及时迅速查明原因及时解决,不可拖延时间。
必要时可以提前采取应急措施加以预防。
5、重点巡视部位:水封液位、沼气压力表(防止水封液位太高,污泥外翻)、厌氧反应器出水(SV)(控制污泥合理洗出)(在线PH)、进水温度、进水流量、进水(在线PH、T℃)。
第一篇电厂实习内容《2020发电厂实习个人鉴定范文》一、实习目的通过参观和参与工厂的生产实际,将理论知识与生产实践相结合,优化知识结构,提高思考分析能力。
在参观过程中,通过向技术人员提问学习,了解与初步掌握本专业相关产品技术参数等方面的实际知识和相关标准,增强对锅炉、汽轮机系统及辅助设备的组成及结构的具体知识,为今后专业课程的学习、专业课程设计及毕业设计打下良好的基础。
此外,经过对电厂的实地了解,为今后步入社会作必要的心理准备。
二、实习内容3月24号今天是到大港发电厂的第一天,从来的路上就对天津有了不错的印象。
干净的地面,干净的天空,总之就是清新感觉。
大港发电厂位于天津大港区,距渤海湾很近,装机容量4台30万。
厂区干净有序,到处洋溢着勤奋拼搏的新气息。
初来札到,最先要解决的是生活问题,吃饭饮水无疑又是重中之重,最让人无奈的是港电的食堂开饭在6点,而习惯了学校5点吃饭的我们,多少有点措手不及,只好忍着咕咕直叫的肚子,匆忙中寻求新的解决途径。
一顿酒饱饭足之后,又开始了做了四年的娱乐生活。
大家的口中,多少有些报怨,最多的还是对实习的憧憬,以及各自心里的一些小九九,渴望美好的周末快快到来吧…熟悉地理环境,是我们每到一个新地方的首要任务。
利用饭后的时间,叫上三两同学,就开始了我们的港电之旅。
港电的建筑很有特点,都是统一的黄墙红瓦造型,也使生活区看起来井然有序,错落有致。
塑胶大操场看起来特别诱人,要能在绿色的草坪上踢上一场足球就更好了。
足球场、篮球场…各种设施一应俱全。
更让人兴奋的是文体中心,在这儿,员工可以尽情地放松,台球、乒乓球、KTV…外面有的,咱港电也有,我不禁向往着在港电工作了。
文体中心的后面是职工医院,充分体现了港电的人性化。
不知不觉已经在港电转了近一个小时了,对港电也有初步的了解,相信这次港电之旅定会收获不小。
3月25号今天是到大港发电厂的第二天,依照安排,早早就起床了,也如愿以偿地吃上了电厂食堂的早饭,感觉还不错,要比学校的好上很多。
CNC系统与计算机之间PMC的传输现在的PMC由于功能较以往的强大,其传输方法也与原来不同,主要有三种方法。
1.使用传统的RS-232口的传输1)在目前的CNC系统的PMC传输画面上大家看不到以往的HOST健,也找不到专门的SPEED 画面设置RS-232口的传输参数。
现在传输主要通过按[PMC]à[MONIT]à[ONLINE]健后,在出现的下面画面中进行设定。
2)计算机侧的设定:在FANUC LADDER Ⅲ[Communication ],出现如下 图所示的画面:点击Connect 后,计算机与CNC 建立通讯连接,出现下面的画面。
建立好连接后,关闭上面的画面。
然后,如下图所示,点击[TOOL]下的[Load from PMC]。
3)点击[Load from PMC]后进入如下画面。
在此画面上可以选择传输Ladder程序或PMC Parameter(PMC参数) 。
点击[Browse]选择存放的路径。
按照提示的步骤一步步向下。
点击[Finish],从系统向计算机传输PMC。
左图显示传输进程。
反编译。
4)在计算机上显示的梯形图可以进行编辑、修改。
若要修改,须点击[ON Line] 使通讯处于脱线[OFF Line]状态,然后修改。
修改后的梯形图不能直接传回给CNC,CNC要求把图形格式的PMC程序转变为二进制数据格式,因此必须将该梯形图进行编译(Compile)。
为此,须再次点击[ON Line] 与系统建立通讯,系统自动提示编译源程序。
编译后,根据提示[Store to PMC],把编辑好的、并经过编译的PMC(二进制数据格式)传入到CNC系统中。
注意:把PMC传输到CNC系统后,应注意保存,即应把PMC写入到系统的F-ROM中。
其写入操作(在CNC系统上)如下图所示。
若不进行此项操作,CNC断电后PMC程序即丢失。
RS-232-C进行PMC的传输后,应在CNC系统上操作,将RS-232-C口置于[NOT状态(见下图),以关断系统的在线编辑(也可按下[EMG ST]键)。
“HSSB”(High Speed Serial Bus的缩写)是FANUC开发的采用光纤作为转递媒介的高速串行总线。
1980年国际标准ISO2806把DNC定义为“direcr numerical conrrol(直接数控)”。
其概念为:“此系统使一群数控机床与公用零件程序或加工程序存贮器发生联系。
一旦提出请求,它立即把数据分配给有关机床”,有时也称为“群控”。
20世纪70年代到80年代的研制及应用表明,由于系统复杂,可靠性差,因此这种技术得不到发展。
在1994年颁布的ISO2806定义DNC为“distributed numerical control(分布式数控)”。
这样,其概念也发生了本质的变化,其意义为“在生产管理计算机和多个数控系统之间分配数据的分级系统。
”实质上,DNC就变为一个通信网络,允许在单元控制器与CNC机床之间交换信息。
DNC 标准内容概念的变化,说明技术的内涵也发生了变化。
FANUC的系统有DNC1、DNC2两种。
DNC1有两种工作方式,如图3所示。
图3a表示单元控制器为主站,以多点连接的方式控制多台CNC机床,此种方式一般用于小规模的FMS控制。
图3b单元控制器与CNC系统以点对点连接,它们共同起混合站的作用,这种方式主要用于传送连续多个小程序段的长程序,以实现模具加工。
DNC2是一个通信协议,它由FANUC的CNC系统与PC计算机之间通过RS-232C接口进行通信。
如图4所示。