塑料原料进料检验标准
- 格式:doc
- 大小:30.00 KB
- 文档页数:1
塑料原材料检验规范1.外观检验外观是塑料原材料的第一道检验环节。
检验人员应对原材料进行外观检查,包括颜色、光滑度、表面缺陷等方面的评估。
外观检验旨在判断原材料的表面是否平整、无杂质,并且颜色是否符合要求。
2.密度检验密度是塑料原材料的一个重要性能指标,对于不同类型的塑料来说,其密度是有一定要求的。
检验人员可利用密度计对原材料进行密度测试,以判断其是否符合标准要求。
3.熔流率检验熔流率是塑料原材料的一个重要物理性能指标,可以反映塑料的熔融流动性能。
检验人员可以通过熔流率仪对原材料进行熔流率测试,以判断其熔融流动性能是否符合标准要求。
4.弯曲强度检验弯曲强度是塑料原材料的一个重要力学性能指标,可以反映塑料的抗弯性能。
检验人员可以利用弯曲强度测试仪对原材料进行弯曲强度测试,以判断其抗弯性能是否符合要求。
5.拉伸强度检验拉伸强度是塑料原材料的一个重要力学性能指标,可以反映塑料的抗拉性能。
检验人员可以利用拉伸试验机对原材料进行拉伸强度测试,以判断其抗拉性能是否符合要求。
6.热变形温度检验热变形温度是塑料原材料的一个重要热学性能指标,可以反映塑料在高温条件下的变形性能。
检验人员可以利用热变形温度测试仪对原材料进行热变形温度测试,以判断其变形温度是否符合标准要求。
7.抗氧化性检验抗氧化性是塑料原材料的一个重要使用性能指标,可以反映塑料在长期使用过程中的抗老化性能。
检验人员可以利用抗氧化性测试装置对原材料进行抗氧化性测试,以判断其抗老化性能是否符合要求。
8.添加剂含量检验添加剂是塑料原材料中常用的一种成分,对塑料的性能起到调节作用。
检验人员可以通过化学分析仪器对原材料中的添加剂含量进行测试,以判断其添加剂含量是否符合需求。
以上是对塑料原材料进行检验的一般规范,通过严格的检验可以保证塑料原材料的质量和性能符合标准要求,从而确保最终塑料制品的品质。
1.目的:规范塑料原材料的检验和试验要求,确保塑料原材料的进货质量。
2.范围:本规范适用于公司所有外购的塑料原材料的全性能实验和常规检验。
3.内容:
3.1规范制定参照依据:机电产品质量检验之《塑料制品检验》、《汽车塑料应用手册》之《塑料检验方法标准》、等
有关资料及规范
3.2公司进口的各类塑料原材料一直质量稳定,但进货时也须按检验规范第1、2、3、4、5、6条进行检测,必要时
需进行相关冷热性能及机械性能试验。
全性能试验一年进行一次。
3.3国产塑料原材料(或替代进口料)检测,材料送样批准时由供应商提供材料试样(或公司试验产品试件),进行
全性能检验,批准后按规范要求进行常规项检验,塑料原材料检验第1、2、3项由外检进行,性能试验由试验室或委外进行。
7、8条试验每季进行一次,全性能试验一年进行一次。
无法进行或定量检测的项目,可取进口塑料原材料试样为对比样件,进行比对效果检验。
3.4 具体规范内容见下表:
塑料原材料检验规范
4. 相关技术文件。
塑料原材料检验标准塑料原材料是制作各种塑料制品的基础材料,其质量直接影响着塑料制品的质量和性能。
因此,对塑料原材料进行严格的检验是非常重要的。
本文将对塑料原材料的检验标准进行详细介绍,希望能够为相关行业提供一些参考和帮助。
一、外观检验。
外观是最直观的检验指标之一。
首先要检查塑料原材料的表面是否平整,有无气泡、裂纹、杂质等缺陷。
其次要检查颜色是否均匀,有无色差、色泽不良等情况。
外观检验可以通过肉眼观察和比较来进行,是最基础的检验步骤。
二、物理性能检验。
物理性能包括拉伸强度、弯曲强度、冲击强度等指标。
这些指标直接关系到塑料制品的使用寿命和安全性。
因此,在检验塑料原材料时,必须进行物理性能的检测。
拉伸强度可以通过拉伸试验机进行测试,弯曲强度可以通过弯曲试验机进行测试,冲击强度可以通过冲击试验机进行测试。
三、化学成分检验。
塑料原材料的化学成分直接决定了其性能和用途。
因此,化学成分检验是非常重要的一项检验内容。
常见的化学成分检验包括成分分析、添加剂含量检测、重金属含量检测等。
这些检验项目需要借助化学分析仪器进行测试,确保塑料原材料的化学成分符合相关标准和要求。
四、热性能检验。
塑料原材料在使用过程中需要承受不同的温度条件,因此其热性能是一个非常重要的指标。
热性能检验包括热变形温度、热稳定性、热膨胀系数等指标。
这些指标可以通过热分析仪器进行测试,确保塑料原材料在高温条件下能够保持稳定的性能。
五、环境适应性检验。
塑料制品在使用过程中会受到不同的环境条件的影响,因此塑料原材料的环境适应性也是需要检验的内容。
环境适应性检验包括耐候性、耐热性、耐寒性等指标。
这些指标可以通过人工加速老化试验和特殊环境条件下的测试来进行。
六、其他特殊性能检验。
除了以上提到的几个方面,塑料原材料的检验还包括其他一些特殊性能的检验,比如电性能、阻燃性能、耐化学性能等。
这些特殊性能的检验需要根据具体的要求和标准进行,确保塑料原材料符合相关的使用要求。
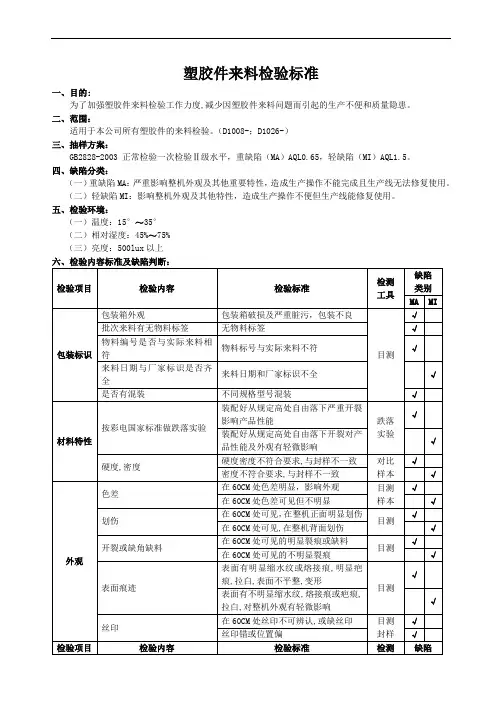
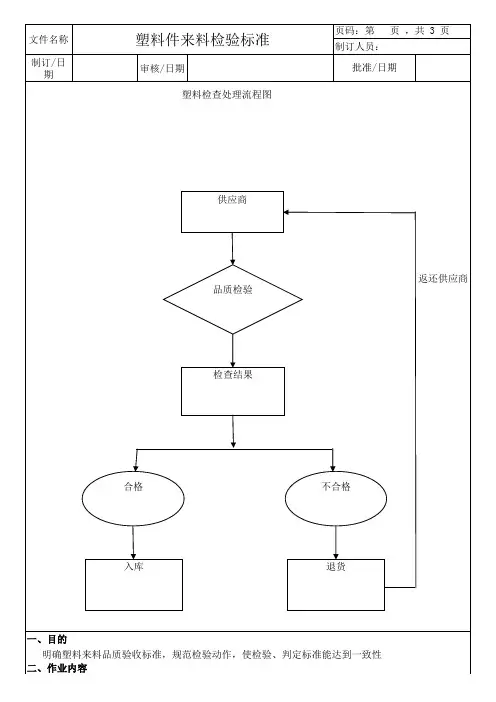
塑胶件来料检验标准一、目的:为了加强塑胶件来料检验工作力度,减少因塑胶件来料问题而引起的生产不便和质量隐患。
二、范围:适用于本公司所有塑胶件的来料检验。
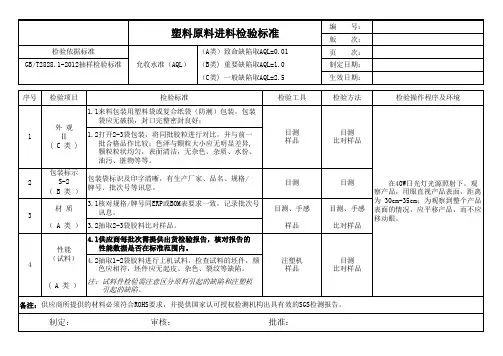
(D1008-;D1026-)三、抽样方案:GB2828-2003 正常检验一次检验Ⅱ级水平,重缺陷(MA)AQL0.65,轻缺陷(MI)AQL1.5。
四、缺陷分类:(一)重缺陷MA:严重影响整机外观及其他重要特性,造成生产操作不能完成且生产线无法修复使用。
(二)轻缺陷MI:影响整机外观及其他特性,造成生产操作不便但生产线能修复使用。
五、检验环境:(一)温度:15°~35°(二)相对湿度:45%~75%(三)亮度:500lux以上七、操作方法与步骤:(一)检查有无来料物料标签,物料标号、日期及厂家名称有无缺漏或错;(二)检查包装箱有无破损,表面有无污垢;(三)检查有无混装物料;(四)在垫有珍珠棉的平台上方1M处物料自由跌落检查物料有无开裂破损;(五)对比封样检测物料的硬度,重量与封样是否一致;(六)60CM距离正对物料左右45°上下15°检查物料有无色差,划伤,破裂等缺陷;(七)60CM距离正对物料左右45°上下15°检查物料表面有无缩水纹,疤痕,拉白;检查表面是否平整,有无变形现象;(八)对比封样检查物料丝印有无印错位置是否正确,60CM距离目测丝印有无模糊;(九)用透明胶纸贴在塑胶件表面,用力将胶纸撕起,检查表面有无脱漆;如有掉漆测量掉漆面积;(十)检测物料外观尺寸是否与图纸要求一致,是否在图纸要求的公差范围内;检查孔径孔位;(十一)用相应的组装件组装,在60CM处目测是否有明显间隙;(十二)对上面的检查项目做好记录,填写来料检验报告,判定合格与否;并填写IQC检验单。
八、引用标准:8.1 GB2828-2003 逐批检查计数抽样程序及抽样表8.2 GB98384-88 跌落实验标准。

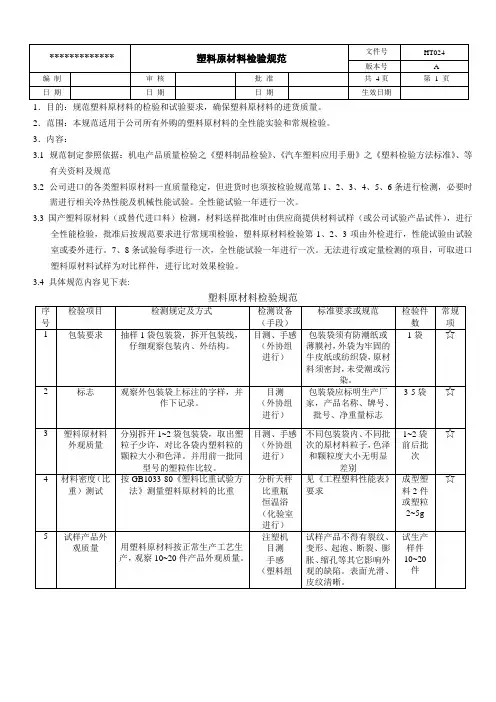
注塑原料检验标准塑料原料检测一般要检测哪些项目?1、对比原料的外观质量,分别拆开1~2袋包装袋,取出塑粒子少许,对比各袋内塑料粒的颗粒大小和色泽。
并用前一批同型号的塑粒作比较。
不同包装袋内、不同批次的原材料粒子,色泽和颗粒度大小无明显差别。
2、试样产品外观质量。
用塑料原材料按正常生产工艺生产,观察10~20件产品外观质量。
试样产品不得有裂纹、变形、起泡、断裂、膨胀、缩孔等其它影响外观的缺陷。
表面光滑、皮纹清晰。
3、熔融指数测试。
按GB/T3682-2000《塑料一热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》测量塑料原材料熔融指数。
4、尺寸及外观质量热稳定性试验。
将制品放入8020C的烘箱中24H,冷却至2350C(2H),测量试件试验前后同一测量点的尺寸,计算百分比变化率。
并观察外观质量的变化情况尺寸变化率<0.2%,外观不充许有变形、裂纹、膨胀、表面灰暗、变色等现象。
这是我们冠宇工业在为周转箱选取原料的时候的一些基本标准中的其中四项,还有不明白的欢迎追问。
如何检测塑胶料的质量?如果要材质证明类的就需要取样到专业检测机构送检,注明你需要检测的项目,比如成份,耐冲击,折弯等。
简单的检测方式一般有以下几种:1.观察原料的颗粒是否均匀,颜色是原色,还是透明,还是有色的。
包装是否规范。
一般原色和透明色的为新料,判断是新料还是回料抽粒。
新料单价贵一点,质量也好。
2.把塑胶颗粒用火机点燃,每款料的燃烧现象在百度上可以找到,观察原料是否含有杂质,如果有杂质的话火焰会跳动,会有噼啪的爆炸声。
3.是把注塑出来的产品做拉力,耐冲击及跌落测试。
一般经常用的原料合格的参数应该都有记录,对比一下就好了。
要做成高光产品,首先要有好的原料,其次要有好的着色剂高光黑粉,要实现免喷涂高光注塑,首先需要选用高光泽塑料材料,当然模具也是要抛光的,模具的材质一定要好。
目前,免喷涂平板电视面框的注塑生产主要采用PMMA/ABS、PC/ABS或高光ABS。
塑胶原料进料检验标准
塑胶原料是塑料制品的基础材料,其质量直接影响着最终制品的质量。
为了保
证塑胶制品的质量稳定,对塑胶原料的进料检验至关重要。
本文将介绍塑胶原料进料检验的标准和要求。
首先,对于塑胶原料的外观检验,应该注意颜色、光泽、表面是否平整等方面。
颜色应与样品一致,光泽应良好,表面不应有裂纹、气泡等缺陷。
其次,对于塑胶原料的尺寸和形状,应该进行严格的测量和比对,确保符合产品要求。
另外,还需要对原料的密度、硬度、熔点等物理性能进行测试,以确保其符合相关标准。
在化学成分方面,塑胶原料的成分应符合国家标准或行业标准的要求。
对于不
同种类的塑胶原料,其成分要求也有所不同,应严格按照相应的标准执行。
此外,还需要对原料中的有害物质进行检测,确保不超出国家规定的限量标准,以保障产品的安全性。
除了上述基本要求外,塑胶原料的检验还需要根据具体产品的要求进行定制化
的检验标准。
比如,对于食品包装用塑料原料,需要检测其对食品的迁移性,对医疗器械用塑料原料,需要检测其生物相容性等特殊要求。
在实际检验中,应该采用合适的检测设备和方法,确保检验结果的准确性和可
靠性。
同时,还需要建立完善的检验记录和档案,以备日后查证和追溯。
总之,塑胶原料的进料检验是保证塑胶制品质量稳定的重要环节。
只有严格执
行相关标准和要求,才能有效地保障塑胶制品的质量和安全性。
希望本文介绍的塑胶原料进料检验标准和要求能够为相关从业人员提供参考,促进塑胶制品行业的健康发展。
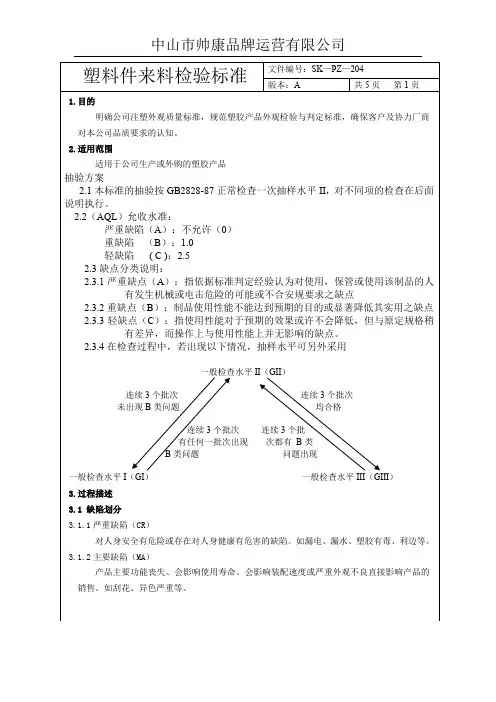
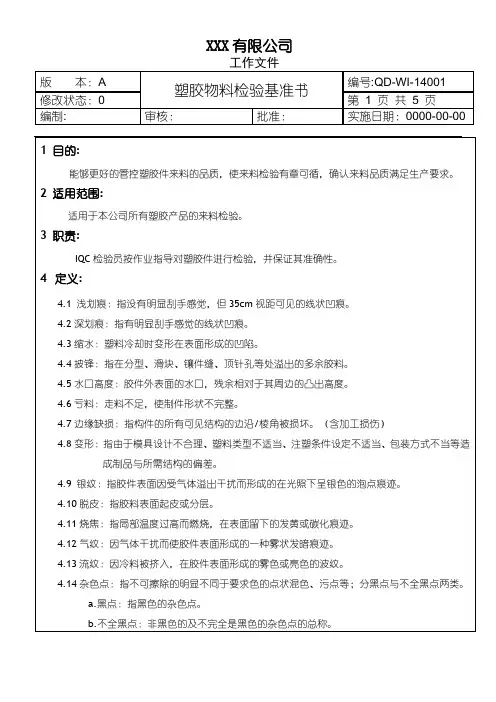
塑料原料进料检验规范
1目的
使塑料原料进料检验规范化﹐以使品管人员有章可循﹐达到更好的对质量控制之目的。
2范围
所有塑料原料(含委外﹑厂内的抽粒染色)进料检验。
3权责
IQC:依照检验规范对原料进行检验﹐并对检验规范的保管及提出建立不断的改善。
4定义
无
5工作流程
无
6工作内容
6.1检验要求﹕
6.1.1每批来料中抽出500克作样品进行检验。
6.1.3来料必须附送色板与出货检验报表。
6.1.4厂商随货附送的色板与IQC检测的压片需保留6个月。
6.2测量工具﹕
色差机﹑电子秤﹑MI测试仪﹑压片机﹑硬度计、ROHS检测仪
6.3检验条件﹕
目视检验时应使用无荧光之照明,照明度应不小于500 Lux﹐目视角度应在45-135度内﹐眼睛距离待检物15-20cm。
6.4检验项目
6.4.1 QVL检验
依据XXX系统,确认是否是符合QVL的产品
6.4.2包装检验
查验来料标签是否与AA单品名相符﹑包装是否统一并完好无损﹑是否有潮湿现象﹑标签是否填写正确﹑是否有PASS标识。
塑料件来料检验标准塑料件来料检验是生产过程中非常重要的环节,其质量直接关系到产品的质量和性能。
为了确保塑料件来料的质量符合要求,我们制定了以下的来料检验标准。
一、外观检验。
1.1 外观质量。
外观应无裂纹、气泡、烧伤、变色、变形等缺陷,应光滑、均匀、无明显的毛刺和划痕。
1.2 尺寸检验。
尺寸应符合设计要求,尺寸偏差应在允许范围内。
二、物理性能检验。
2.1 强度检验。
应进行拉伸、弯曲等强度测试,确保其强度符合要求。
2.2 硬度检验。
硬度应符合设计要求,表面不得有明显的软化和变形。
三、化学性能检验。
3.1 耐腐蚀性检验。
应进行酸碱腐蚀试验,确保塑料件具有良好的耐腐蚀性。
3.2 耐热性检验。
应进行高温试验,确保塑料件在一定温度范围内不发生软化和变形。
四、其他检验。
4.1 包装检验。
包装应完整、无损坏,符合运输要求。
4.2 标识检验。
应检查标识是否齐全、清晰、准确。
通过以上的来料检验标准,我们可以有效地确保塑料件来料的质量,从而保证产品的质量和性能。
同时,我们也要求供应商严格按照这些标准进行生产和检验,确保供货的塑料件符合我们的要求。
在实际操作中,我们还要不断总结经验,不断完善来料检验标准,以适应市场和产品的需求变化。
只有不断提高来料检验的标准和质量,才能更好地保证产品质量,提高客户满意度,从而赢得市场竞争优势。
在制定和执行来料检验标准的过程中,我们还要注重与供应商的沟通和合作,建立良好的合作关系,共同推动来料质量的提升。
同时,我们也要加强内部培训,提高员工的质量意识和技术水平,确保来料检验工作的顺利进行。
总之,塑料件来料检验是非常重要的环节,我们要严格执行标准,不断完善和提高来料检验的质量,从而为产品质量和客户满意度提供有力保障。
希望全公司员工都能认真执行来料检验标准,共同努力,为公司的发展贡献力量。
2塑胶件来料检验标准及方法创维显示技术事业部塑胶件来料检验标准及方法一、目的:为了加强塑胶件来料检验工作力度,减少因塑胶件来料问题而引起的生产不便和质量隐患。
二、范围:适用于本公司所有塑胶件的来料检验。
(D1008-;D1026-)三、抽样方案:GB2828-2003 正常检验一次检验Ⅱ级水平,重缺陷(MA)AQL0.65,轻缺陷(MI)AQL1.5。
四、缺陷分类:(一)重缺陷MA:严重影响整机外观及其他重要特性,造成生产操作不能完成且生产线无法修复使用。
(二)轻缺陷MI:影响整机外观及其他特性,造成生产操作不便但生产线能修复使用。
五、检验环境:(一)温度:15°~35°(二)相对湿度:45%~75%(三)亮度:500lux以上六、检验内容标准及缺陷判断:检验项目检验内容检验标准检测缺陷类别工具MA MI包装标识包装箱外观包装箱破损及严重脏污,包装不良目测√批次来料有无物料标签无物料标签√物料编号是否与实际来料相符物料标号与实际来料不符√来料日期与厂家标识是否齐全来料日期和厂家标识不全√是否有混装不同规格型号混装√材料特性按彩电国家标准做跌落实验装配好从规定高处自由落下严重开裂影响产品性能跌落实验√装配好从规定高处自由落下开裂对产品性能及外观有轻微影响√硬度,密度硬度密度不符合要求,与封样不一致对比样√密度不符合要求,√与封样不一致本外观色差在60CM处色差明显,影响外观目测样本√在60CM处色差可见但不明显√划伤在60CM处可见,在整机正面明显划伤目测√在60CM处可见,在整机背面划伤√开裂或缺角缺料在60CM处可见的明显裂痕或缺料目测√在60CM处可见的不明显裂痕√表面痕迹表面有明显缩水纹或熔接痕,明显疤痕,拉白,表面不平整,变形目测√表面有不明显缩水纹,熔接痕或疤痕,拉白,对整机外观有轻微影响√丝印在60CM处丝印不可辨认,或缺丝印目测√丝印错或位置偏封样√检验项目检验内容检验标准检测工具缺陷类别MA MI外观丝印丝印模糊但60CM处清晰可见目测√喷油附着力用透明胶纸贴在塑胶件表面,用力将胶纸撕起将油漆从表面揭起的面积≥3CM2透明胶带√将油漆从表面揭起的面积<3CM2√尺寸结构尺寸与结构图纸的尺寸不符,装配困难且严重影响整机性能游标卡尺米尺√与结构图纸的尺寸不符,不影响装配和整机性能√螺孔孔径大小与图纸要求不符,无法装配游标卡尺√孔径大小与图纸要求不符,但可装配√孔位偏无法装配√孔位偏但不影响装配√装配间隙用相应的组装件进行组装间隙在60CM处明显可见,影响外观目测√间隙在60CM处可见不明显√其它本标准未提及的问题,在执行过程中如有发现,将实际问题具体讨论,并随时进一步完善更新本标准要求版本七、操作方法与步骤:(一)检查有无来料物料标签,物料标号、日期及厂家名称有无缺漏或错;(二)检查包装箱有无破损,表面有无污垢;(三)检查有无混装物料;(四)在垫有珍珠棉的平台上方1M处物料自由跌落检查物料有无开裂破损;(五)对比封样检测物料的硬度,重量与封样是否一致;(六)60CM距离正对物料左右45°上下15°检查物料有无色差,划伤,破裂等缺陷;(七)60CM距离正对物料左右45°上下15°检查物料表面有无缩水纹,疤痕,拉白;检查表面是否平整,有无变形现象;(八)对比封样检查物料丝印有无印错位置是否正确,60CM距离目测丝印有无模糊;(九)用透明胶纸贴在塑胶件表面,用力将胶纸撕起,检查表面有无脱漆;如有掉漆测量掉漆面积;(十)检测物料外观尺寸是否与图纸要求一致,是否在图纸要求的公差范围内;检查孔径孔位;(十一)用相应的组装件组装,在60CM处目测是否有明显间隙;(十二)对上面的检查项目做好记录,填写来料检验报告,判定合格与否;并填写IQC检验单。