焊接过程记录与检查表最新版
- 格式:docx
- 大小:83.57 KB
- 文档页数:7
. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
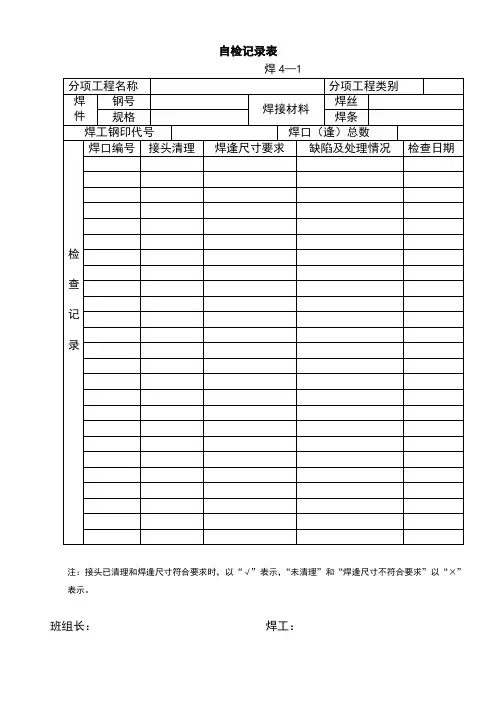
自检记录表
焊4—1
注:接头已清理和焊逢尺寸符合要求时,以“√”表示,“未清理”和“焊逢尺寸不符合要求”以“×”
表示。
班组长:焊工:
焊接质量等级评定结果通知单
焊4—4
公司(处)质检部门(公章)焊接质检员:签发日期:
分项工程焊接接头表面质量检验评定表
单位:mm 焊4—2
注:验评结果符合格级标准者,在相应检验指标下记√,优良者记Δ。
合格级与优良级标准相同亦记Δ。
公司(处)质检代表:工地(队)技术负责人:
工地(队)质检员:班组长:验评日期:
分项工程焊接综合质量等级评定表
焊4—3
设单位代表:工地(队)技术负责人:
公司(处)质检代表:验评日期:
工地(队)质检员:。


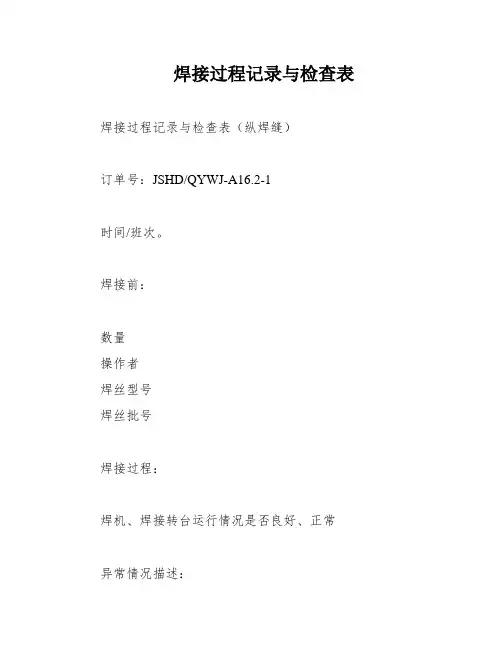
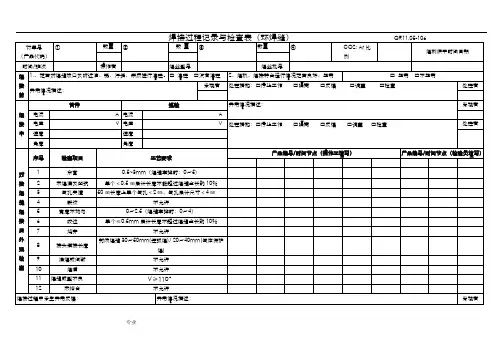
焊接过程记录与检查表焊接过程记录与检查表(纵焊缝)订单号:JSHD/QYWJ-A16.2-1时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112焊接过程记录与检查表(环焊缝)订单号:JSHD/QYWJ-A16.2-2时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112在焊接过程中,要求任意300mm内宽度相差不大于 1.5,长度不大于50mm,深度不大于0.3mm。
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
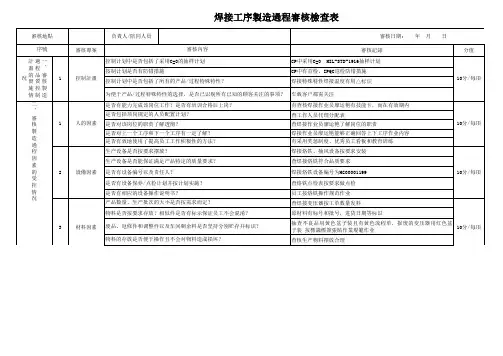
审核人员:审核日期:No.标准审核人员审核频次检查结果1员工必须按PPE 的要求穿戴劳防用品,班长每天必须对员工进行检查,未穿戴劳防用品者不允许进入生产区域。
班长、组长每班次/每工作日2操作工上岗前必须先经过上岗考试,考试通过后方能上岗,上岗后必须严格按照作业指导书规定进行操作。
班长、组长每班次/每工作日3操作工每天做好设备点检,检查工作区域水管和气管有无渗漏,如有问题及时填写报修单,并上报班长,班长跟踪状态。
班长、组长每班次/每工作日4产品质量各项检查的长短期措施必须落实,跟踪其有效性,并做记录。
班长、组长每班次/每工作日5操作工工作前检查设备的水、电、气及安全门钥匙和系统急停按钮是否完好,车间内禁止吸烟.生产区域发现有安全隐患需立即排除(或上报)。
班长、组长每班次/每工作日6由班长负责保管和发放工具、劳防用品,使用完的电极每天班产结束后负责清点数量并回收,有效节约成本。
组长每工作日1熟练掌握生产岗位的《焊接质量检验记录表》的要求,并按《焊接质量检验记录表》要求对产品进行自检。
班长、组长每班次/每工作日2操作工是否按要求填写设备、质量、防错、电极修磨点检表,由班长负责检查。
班长、组长每班次/每工作日3参数调试人员是否按照作业指导书要求进行参数设定并记录,班长每天检查相关工位的工艺参数,作业指导书工艺参数与现场参数是否一致。
班长、组长每班次/每工作日4在工位对应的摆放台上,必须看到首检、巡检、自检、破检。
班长、组长每班次/每工作日5手工点焊工位按《点焊电极的修磨与更换作业指导书》要求修磨电极和更换电极,根据自制卡板来检验电极端面。
并在《手工点焊电极修磨及更换记录表》上做相应记录。
班长、组长每班次/每工作日6操作工按《凸焊电极的修磨与更换作业指导书》要求参照计数器凸焊件数修磨和更换电极。
并在《凸焊电极修磨及更换记录表》上做相应记录。
焊接过程中自检电极表面、绝缘套及定位销是否磨损过多或飞溅粘连班长、组长每班次/每工作日7对每一箱成品进行目检,确认一箱一卡,对每箱的零件流转卡的内容进行确认。
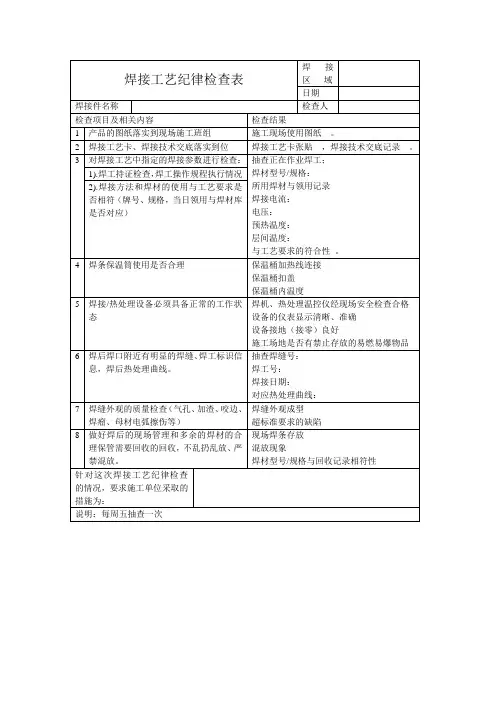
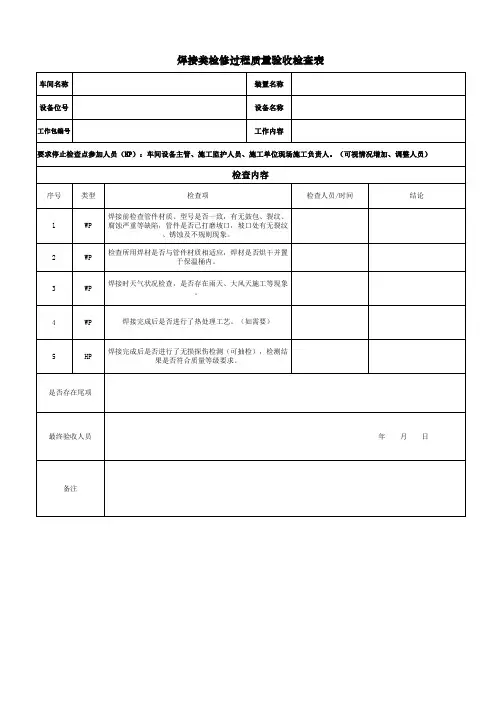
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
页脚内容。
3.4
杂志/卸架 3.4.1
正确类型的产品(铅/无铅)控制计划持续 3.4.2
正确的宽度和高度的产品控制计划持续 3.4.3
正确的加载顺序(自上而下)控制计划持续 3.4.4
涵盖运输和储存控制计划持续3.5
托盘清洗控制计划依控制计划1.42.112.124.1
1.6元件的温度适合焊锡/预热成分规格 设计审查4.2
1.6元件焊接兼容 成分规格 设计审查4.3
1.6锡炉元素分析产品规格无铅;季度实验室检测结果,铅,每年的化验结果4.4
防止铅/无铅焊锡棒组合 正确的防错100%1.42.112.125.1
符合标准的最大对角线翘曲根据IPC - TM - 650标准,第2.4.22,或根据客户要求换/修形1.42.112.126.1
2.8电源故障的反应计划控制计划持续6.2
2.8紧急停止反应计划控制计划持续6.3
2.8 卡料反应计划控制计划持续6.4
2.8 产品掉落反应计划控制计划持续6.5
2.8过程延迟反应计划控制计划持续6.6 1.11修理/返工程序基于IPC - 7711,7721持续
4.0
5.0
6.0
组件兼容性 翘曲Control 异常反应计划。
QR11.05-106
说明:1 —记录频率:每隔2小时/次。
2—检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在 QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
QR11.05-107
说明:1 ――记录频率:每隔 2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行
并将不符合内容记录在 QR\QC 看板。
3—检验员按 <焊接作业指导书 >进行首巡末检查
QR11.05-108
焊接过程记录与检查表(纵焊缝)
说明:1 ――记录频率:每隔 2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行并将不符合内容记录在 QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
QR11.05-109。