定制件图号命名规范(参考)
- 格式:doc
- 大小:89.50 KB
- 文档页数:6
文件号JSF2012-004
关于图号规范的规定:
目前图号编排不统一和科学,会导致以后计算机自动识别存在问题,以下几个要特别注意:
1、部件可以包含部件。
即大部件可以包含小部件,目的是分类清
楚。
图号里面只有一个小“-”的,指的应该是产品或部件,如YPPD1-01或YPPD1-10.01。
有两个小“-”的,如YPPD1-01-01,指的是零件(可能是结合件,焊接件)。
2、部件里面可以包含结合件,结合件里不能包含部件,结合件里
也不能包含结合件。
3、结合件本身是一个零件。
4、以-xx-01结尾的,要么是零件,要么是结合件。
5、以-xx.01结尾的,要么是部件(-xx.01),要么是结合件的分件或
焊接分件(-xx-xx.01)。
6、结合以上规定,以下图号就容易区分:
●YPPD1-01 是一个部件;
●YPPD1-01.01也是一个部件,隶属于YPPD1-01;
●YPPD1-01.01.01也是一个部件,隶属于YPPD1-01.01;
●YPPD1-01.01-01是一个零件,隶属于YPPD1-01.01
●YPPD1-01-02 是一个零件(也可能是结合件);
●YPPD1-01-02.01 是一个结合件的分件,如果它存在,同时也说
明YPPD1-01-02 是一个结合件;
YPPD1-01-02.01它不应该是一个部件或零件。
7、新出的图纸图号请各位技术人员认真考虑;
8、备件或临时用的图纸,请在技术要求中加以说明所用项目和要
求等,以免后期记不清楚。
南京华创技术部
2012/11/08。
构件图纸编号命名规则图纸编号由四部分构成:构件拼音两位首字母+材料类别+尺寸+作图时间,具体规则如下:1.第一部分由构件名称前两位拼音首字母的大写形式构成,如底板:DB2.第二部分由表示材料特性的两位数字构成,其中第一位数字0到9分别对应:0碳、1铝、2铜、3硅、4金、5银、6锗、7钢(铁)、8镓、9其他非金属,其中,若第一位数字是0,则第二位数字:0金刚石、1炭、3石墨、4石墨烯…;若第一位数字是1,则第二位数字:0 纯铝、1铝铜系、2铝锰系、3锌铝硅系、4锌铝镁系、5锌铝硅锰系、6锌铝系、7碳化硅铝系、8铝加其他元素系;若第一位数字是2,则第二位数字:0纯铜、1铜锌系、2铜锌铅合金、3铜锌锡合金、4铜锡、铜锡铅合金、5铜铝、铜硅、特殊铜合金、6铜镍、铜镍锌合金;若第一位数字是3,则第二位数字:0纯硅、1碳化硅、2二氧化硅、4硅盐酸;若第一位数字是4,则第二位数字:0金含量99%以上的、1金含量不足99%的;若第一位数字是5,则第二位数字:0银含量99%以上的、1银含量不足99%的;若第一位数字是6,则第二位数字:0纯锗、1一氧化锗、2二氧化锗、3一硫化物、4二硫化锗、5一硒化锗、6碲化锗;若第一位数字是7,则第二位数字0低碳钢、1中碳钢、3高碳钢、4低合金钢、5中合金钢、6高合金钢;若第一位数字是8,则第二位数字0砷化镓、1氮化镓、2磷化镓;若第一位数字是9,则第二位数字0 PVC(聚氯乙烯)、1 PE(聚乙烯)、2 POM(聚甲醛)、3 PC(聚碳酸酯)、4 PP(聚丙烯)、5 PP(聚丙烯)、6 PS(聚苯乙烯)、7 ABS(丙稀晴)、8木材、9玻璃3.第三部分表示构件尺寸,由三位阿拉伯数字构成,其中第一位:0 表示其长度在0~9mm范围内、“1”表示其长度在10~99mm范围内、“2”表示其长度在100~999mm范围内、“3”表示其长度在1000~9999mm范围内;第二位:“0”表示其宽度在0~9mm范围内、“1”表示其宽度在10~99mm范围内、“2”表示其宽度在100~999mm范围内、“3”表示其宽度在1000~9999mm范围内;第三位:“0”表示其高度在0~9mm范围内、“1”表示其高度在10~99mm范围内、“2”表示其高度在100~999mm范围内、“3”表示其高度在1000~9999mm范围内;4.第四部分由表示作图的时间,由4位阿拉伯数字构成,第一、二位对应月份、第三、四为对应日份。
一、目的:为了便于读图及图样的管理,本文对本公司图样编号、产品型号及产品命名作相关规定。
要求技术员在对新产品开发时使用统一的编号规则。
二、适用范围:本规则适用于公司所有产品图档。
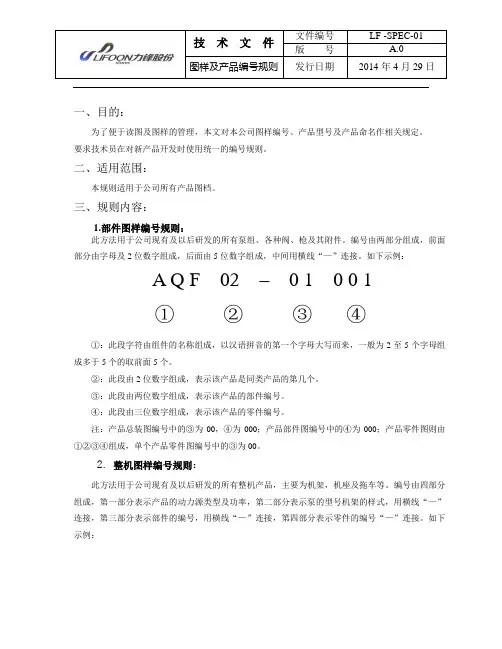
三、规则内容:1.部件图样编号规则:此方法用于公司现有及以后研发的所有泵组、各种阀、枪及其附件。
编号由两部分组成,前面部分由字母及2位数字组成,后面由5位数字组成,中间用横线“—”连接。
如下示例:A Q F 02 –0 1 0 0 1①②③④①:此段字符由组件的名称组成,以汉语拼音的第一个字母大写而来,一般为2至5个字母组成多于5个的取前面5个。
②:此段由2位数字组成,表示该产品是同类产品的第几个。
③:此段由两位数字组成,表示该产品的部件编号。
④:此段由三位数字组成,表示该产品的零件编号。
注:产品总装图编号中的③为00,④为000;产品部件图编号中的④为000;产品零件图则由①②③④组成,单个产品零件图编号中的③为00。
2.整机图样编号规则:此方法用于公司现有及以后研发的所有整机产品,主要为机架,机座及拖车等。
编号由四部分组成,第一部分表示产品的动力源类型及功率,第二部分表示泵的型号机架的样式,用横线“—”连接,第三部分表示部件的编号,用横线“—”连接,第四部分表示零件的编号“—”连接。
如下示例:132 C A –90 A – 01– 001①②③④⑤⑥①:此段由1-3位数字组成,表示动力源的输出功率。
由于在计算机中文件名不能由点“.”组成,所以省去小数部分,如11.5KW的柴油机用11表示。
②:此段由两位字符组成,表示动力源的类型。
C为柴油机,D为电动机,Q为汽油机,详细数据参照下表:省去小数部分,如7.5KW的泵用7表示。
④:此段由一位字母组成,表示整机的安装类型,详细如下:A:平板式,最简易的机架安装。
B:框架式,简易或带4个轮子。
C:撬装式,不带轮子,有起吊孔。
D:箱式,全封闭安装。
E:小推车式,带两个轮子。
F:小推车式,带4个轮子。
零部件图样编号规范文件编号WI-RD-006 版次A/0页次1/151.范围本标准规定了**产品零部件的编号规则。
本标准适用于******有限公司自主开发的**产品。
本标准不适用于汽车标准件和滚动轴承的编号。
2.规范性引用文件下列标准所包含的条文通过本标准的引用而成为本标准的条文。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励使用本标准的各方应探讨使用下列标准的最新版本。
QC/T 265-2004 汽车产品零部件编号规则3.定义下列术语和定义适用于本标准:3.1组号:用2位数字表示**各功能系统的分类代号,按顺序排列,见附录A。
3.2分组号:用4位数字表示各功能系统内分系统的分类顺序代号,前2位数字代表它所隶属组号,后2位数字代表它在该组内的顺序号,见附录A。
3.3件号:用3位数字表示零件、总成和总成装置的代号。
总成的第三位应为零,零件第三位不得为零。
3.4 零部件编号:指汽车零部件实物的编号,由基本编号和设计编号组成。
3.5 设计编号:用5位阿拉伯数字或字母表示新设计的车型或结构特征。
3.6 基本编号:是总成图、总成和零件的代号,它包括组号、分组号和件号三部分,由7位数字组成。
必要时,加后缀用作变更代号。
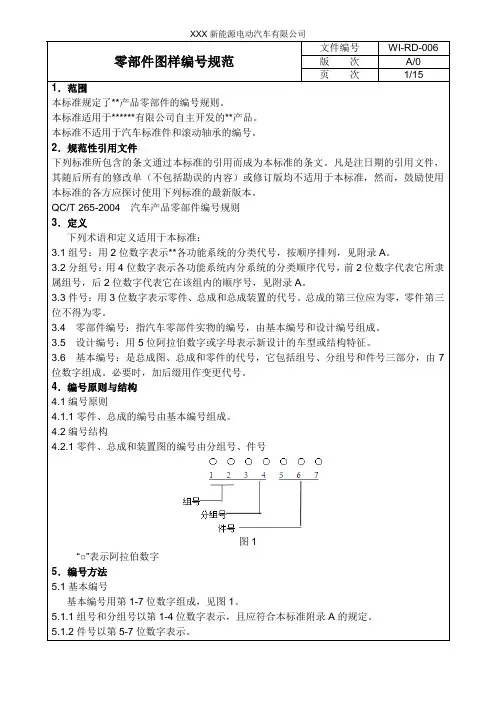
4.编号原则与结构4.1编号原则4.1.1零件、总成的编号由基本编号组成。
4.2编号结构4.2.1零件、总成和装置图的编号由分组号、件号图1“○”表示阿拉伯数字5.编号方法5.1基本编号基本编号用第1-7位数字组成,见图1。
5.1.1组号和分组号以第1-4位数字表示,且应符合本标准附录A的规定。
5.1.2件号以第5-7位数字表示。
图纸编号规则文件号:ZH/QE-C06-01版本:A/0受控:编制:日期:审核:日期:批准:日期:2015-3-26发布2015-3-26实施文件修订记录修订日期变更前版本变更后版本变更内容摘要修订者审核批准A/0 初版发行一、目的为规范图纸编号及图纸标题栏的编制方法,统一编号形式和标题栏的使用,特制订本规定。
二、范围本规定适用于公司以下图纸编号的编制和标题栏的使用:1、零部件图纸2、电气图纸3、结构图纸4、安装布置图5、外来图纸6、任务单四、要求1、每种产品、部件、零件的图纸应遵循“一件一号”的原则,均应有独立的编号;2、同一产品、部件及零件的图纸用数张图纸绘出时,各张图纸号应相同。
3、通用件的编号可采用被通用件的图纸编号。
4、本公司出图的外购件、外协件,其图号由本厂给出;外购、外协件由外购、外协单位设计出图要由公司技术质保部给予验证确认,并给出公司内部图号。
5、产品开发中如出现零、部件相互借用时,图纸的编号应按最先开发的产品图纸编号为准,借用关系应借用最先开发的产品,不准间接借用。
6、产品中通用性高,使用范围较广的零部件应尽快转换为通用件。
技术部门应编制通用件目录和通用件图册,供相关部门查阅使用。
相关部门负责设计变更的申请与确认,并依技术部发布的设计变更通知单内容配合相关工作的实施与落实。
五、图纸编号的编制规则1、电气图纸编号规则电气图纸编号按产品名称分类编号的方法进行编号,分类编号其代号的基本部分由图纸识别码、特征号(图纸分类代码)、分类号(产品分类码)、识别号(产品零部件顺序号)四部分组成。
图纸编号区位及含义区位1图纸识别码2分类号3特征号4识别号含义图纸分类加企业代码产品类别代码图纸分类代码产品图纸顺序号图纸分类含产品合同记录编号(《技术部工作流程记录表》编号)和图纸年份。
产品类别代码见表1。
表1产品类别代码产品代号产品名称代号产品名称GY 高压柜XB 箱式变电站DY 低压柜、配电柜、HW 高压环网柜三箱类图纸分类代码用短横线隔开,用于同一项目中相同产品的不同图纸中图号的区分,采用数字、字母或数字加字母的形式进行编号;图纸序号用短横线隔开,编号从01开始,依次顺延。
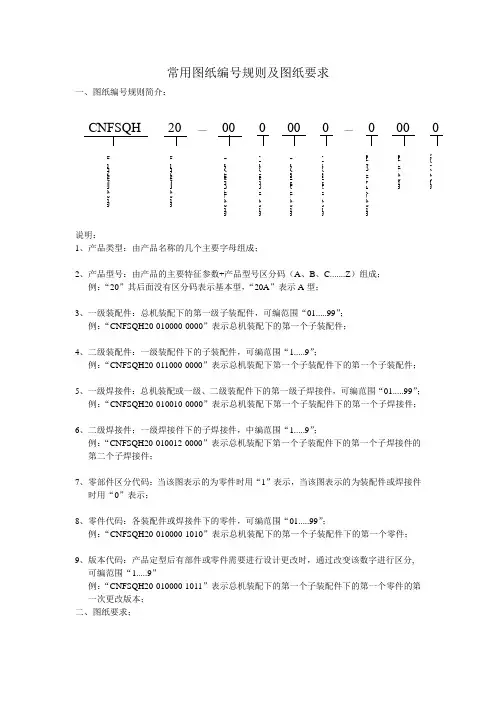
常用图纸编号规则及图纸要求一、图纸编号规则简介:——说明:1、产品类型:由产品名称的几个主要字母组成;2、产品型号:由产品的主要特征参数+产品型号区分码(A 、B 、C.......Z )组成; 例:“20”其后面没有区分码表示基本型,“20A ”表示A 型;3、一级装配件:总机装配下的第一级子装配件,可编范围“01.....99”; 例:“CNFSQH20-010000-0000”表示总机装配下的第一个子装配件;4、二级装配件:一级装配件下的子装配件,可编范围“1.....9”; 例:“CNFSQH20-011000-0000”表示总机装配下第一个子装配件下的第一个子装配件;5、一级焊接件:总机装配或一级、二级装配件下的第一级子焊接件,可编范围“01.....99”; 例:“CNFSQH20-010010-0000”表示总机装配下第一个子装配件下的第一个子焊接件;6、二级焊接件;一级焊接件下的子焊接件,中编范围“1.....9”; 例:“CNFSQH20-010012-0000”表示总机装配下第一个子装配件下的第一个子焊接件的 第二个子焊接件;7、零部件区分代码:当该图表示的为零件时用“1”表示,当该图表示的为装配件或焊接件 时用“0”表示;8、零件代码:各装配件或焊接件下的零件,可编范围“01.....99”; 例:“CNFSQH20-010000-1010”表示总机装配下的第一个子装配件下的第一个零件;9、版本代码:产品定型后有部件或零件需要进行设计更改时,通过改变该数字进行区分, 可编范围“1.....9” 例:“CNFSQH20-010000-1011”表示总机装配下的第一个子装配件下的第一个零件的第 一次更改版本; 二、图纸要求;产品类别代码产品类别代码一级装配件代码二级装配件代码一级焊接件代码二级焊接件代码零部件区分代码零件代码版本代码1、图框要求a、标题栏b、阶加栏c、代号栏d、分区e、装订线2、标题栏要求a、企业名称:兴之源环保科技有限公司b、图号:左上角、右下角均有图号c、名称d、材料e、比例f、重量3、明细栏要求a、材料b、名称c、重量d、数量e、外购件备注栏内注明“品牌”,借用件备注栏内注明“借用”,无图件在备注栏内注明“无图”4、其他要求a、字体:GB宋体b、各线条颜色:待定c、版本:CAD 2004版。
定制结构件图号命名规范前言本规范起草部门:机电部本规范起草人:本规范审核人:本规范批准人:本规范修订记录:目录1目的 (4)2范围 (4)3名词定义 (4)4 图号命名原则 (4)4.1、企业代码 (5)4.2、产品编号 (5)4.3、类型代码 (5)4.4、序列代码 (6)1目的制定本规范的目的是为了规范外协定制结构件产品图号,便于进行产品数据的管理。
2范围本规范适用于公司所有外协定制件图号的命名。
3名词定义企业代码:一般由信息产业部发放,公司图号特有的代码,也可以由企业自行规定,如XXX有限公司的图号企业代码为HN。
产品编号:产品编号指的是外包设计加工的产品的序号。
类型代码:描述产品、部件、零件的分类、分级。
序列代码:描述同类零件的序号。
4 图号命名原则一个完整的图号分为四部分组成:企业代码、产品编号、类型代码和序列代码,如:4.1、企业代码一般由信息产业部发放,公司图号特有的代码,也可以由企业自行规定,如XXX的图号企业代码为HN。
4.2、产品编号产品编号为结构设计申请单的流程单号再加上220(因最初为手工编号,已经到了220号)。
如:FlexHammer 5210-24C的流程单号为J000400,则产品编号为0620(0400+220)。
4.3、类型代码类型代码共有三位,第一位代表大类,后两位代表小类。
第一位类型说明:后两位类型代码说明:4.4、序列代码主要是区分同类零、部件的号码,由2位整数构成,从01开始。
有的序列代码后面还有字母后缀JG或AS,这两种为指定含义:如:HN0620.403.01JG为机箱结构件的明细表,而HN0620.203.01AS 则为装上电子元器件后的总装明细表。
"^展浩电气包头市展浩电气股份有限公司2015-3-26 发布 2015-3-26 实施图纸编号规则文件号:ZH/QE-C08-07版本:A/0受控: 编 制: 日 期: 审 核:日期:批准:日 期:文件修订记录、目的为规范产品图样编号及图纸标题栏的编制方法,统一编号形式和标题栏的使用,特制订本规定。
二、范围本规定适用于公司以下产品图样编号的编制和标题栏的使用:1、产品零部件图纸2、电气图纸3、结构图纸4、安装布置图四、要求1、每种产品、部件、零件的图样应遵循“一件一号”的原则,均应有独立的编号;2、同一产品、部件及零件的图样用数张图纸绘出时,各张图样号应相同。
3、通用件的编号可采用被通用件的图纸编号。
4、本公司出图的外购件、外协件,其图号由本厂给出;外购、外协件由外购、外协单位设计出图要由公司技术质保部给予验证确认,并给出公司内部图号。
5、产品开发中如出现零、部件相互借用时,图样的编号应按最先开发的产品图样编号为准,借用关系应借用最先开发的产品,不准间接借用。
6、产品中通用性高,使用范围较广的零部件应尽快转换为通用件。
技术部门应编制通用件目录和通用件图册,供相关部门查阅使用。
相关部门负责设计变更的申请与确认,并依技术部发布的设计变更通知单内容配合相关工作的实施与落实。
五、产品图样编号的编制规则1、电气图纸编号规则电气图纸编号按产品名称分类编号的方法进行编号,分类编号其代号的基本部分由图样识别码、特征号(图纸分类代码)、分类号(产品分类码)、识别号(产品零部件顺序号)、尾注号(图纸版本号)五部分组成。
图样编号区位及含义图样分类含产品合同记录编号(《技术部工作流程记录表》编号)和图纸年份。
表1产品类别代码图纸分类代码用短横线隔开,用于同一项目中相同产品的不同图纸中图号的区分,采用数字、字母或数字加字母的形式进行编号;产品图纸序号用短横线隔开,编号从01开始,依次顺延。
尾注号需用短横线隔开,图纸第一次改动,其版本号为A,第二次改动版本号为B, 依次顺延。
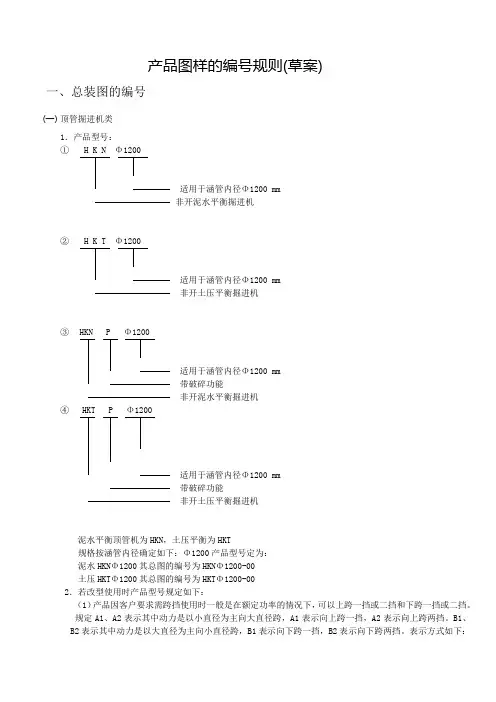
产品图样的编号规则(草案)一、总装图的编号(一)顶管掘进机类1.产品型号:① H K N Φ1200适用于涵管内径Φ1200 mm非开泥水平衡掘进机② H K T Φ1200适用于涵管内径Φ1200 mm非开土压平衡掘进机③ HKN P Φ1200适用于涵管内径Φ1200 mm带破碎功能非开泥水平衡掘进机④ HKT P Φ1200适用于涵管内径Φ1200 mm带破碎功能非开土压平衡掘进机泥水平衡顶管机为HKN,土压平衡为HKT规格按涵管内径确定如下:Φ1200产品型号定为:泥水HKNΦ1200其总图的编号为HKNΦ1200-00土压HKTΦ1200其总图的编号为HKTΦ1200-002.若改型使用时产品型号规定如下:(1)产品因客户要求需跨挡使用时一般是在额定功率的情况下,可以上跨一挡或二挡和下跨一挡或二挡。
规定A1、A2表示其中动力是以小直径为主向大直径跨,A1表示向上跨一挡,A2表示向上跨两挡。
B1、B2表示其中动力是以大直径为主向小直径跨,B1表示向下跨一挡,B2表示向下跨两挡。
表示方式如下:a.动力以小直径为主向上跨一挡,如HKTΦ2000-- HKTΦ2200,动力共用其型号表示如下:HKTΦ2200A1,其总图的编号为HKTΦ2200A1-00。
b.动力以小直径为主向上跨两挡,如HKTΦ2000-- HKTΦ2200- HKTΦ2400,动力共用其型号表示如下:HKTΦ2200A1, HKTΦ2400A2。
其总图的编号为:HKTΦ2200A1-00和HKTΦ2400A2-00。
c.动力以大直径为主向下跨一挡,如HKTΦ2400-- HKTΦ2200,动力共用其型号表示如下:HKTΦ2200B1,其总图的编号为HKTΦ2200B1-00d.以大直径为主向下跨两挡,如HKTΦ2400-- HKTΦ2200- HKTΦ2000,动力共用其型号表示如下:HKTΦ2200B1,HKTΦ2000B2。
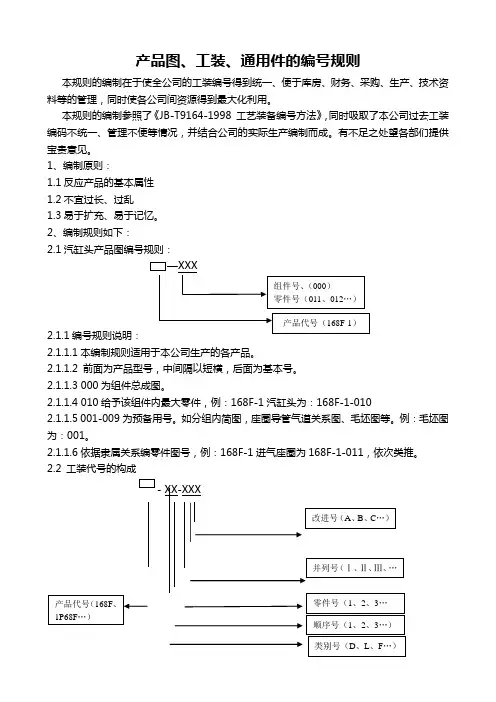
产品图、工装、通用件的编号规则本规则的编制在于使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时吸取了本公司过去工装编码不统一、管理不便等情况,并结合公司的实际生产编制而成。
有不足之处望各部们提供宝贵意见。
1、编制原则:1.1反应产品的基本属性 1.2不宜过长、过乱 1.3易于扩充、易于记忆。
2、编制规则如下:2.1汽缸头产品图编号规则:—XXX2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1公司代号:为区分三个公司均生产同种型号产品时用,若为独家生产时则可取消公司代号。
2.2.1.2类别号有:D:刀具; L:量具; F:辅具,J:夹具。
2.2.1.3顺序号:选择一条生产线作为基准线,依此条生产线生产的基本产品工序顺序依次编制,同一加工部位、固定顺序号。
2.2.1.3.1同一加工部位、同一生产线、不同产品时顺序号一致。
2.2.1.3.2 同一加工部位、不同生产线、相同/不同产品时顺序号一致。
2.2.2具体举例表1 表12.3.1.1 T表示通用2.3.1.2 类别号同工装类别号,见2.2.1.2。
2.3.1.3 特征号见表1表2表3表3续编制:审核:批准:。
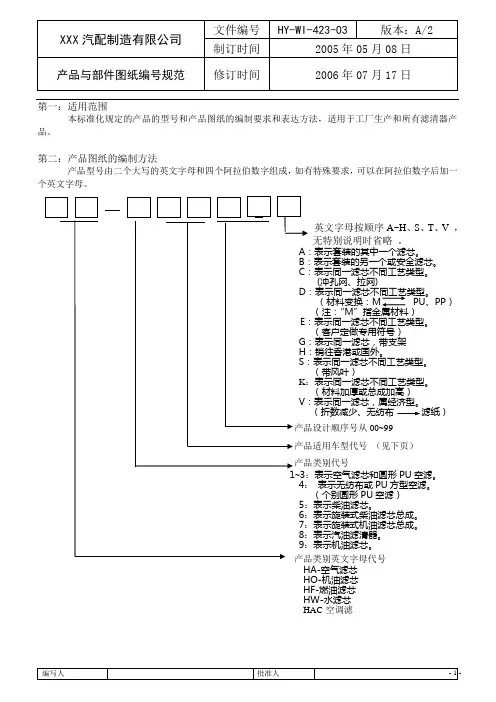
第一:适用范围本标准化规定的产品的型号和产品图纸的编制要求和表达方法,适用于工厂生产和所有滤清器产品。
第二:产品图纸的编制方法产品型号由二个大写的英文字母和四个阿拉伯数字组成,如有特殊要求,可以在阿拉伯数字后加一个英文字母。
英文字母按顺序A~H、S、T、V ,无特别说明时省略。
(冲孔网、拉网):表示同一滤芯不同工艺类型。
(材料变换:M PU、PP)(注:“M”指金属材料)(客户定做专用符号)(带风叶)表示同一滤芯不同工艺类型。
(材料加厚或总成加高)(折数减少、无纺布滤纸)00~99(见下页)表示空气滤芯和圆形PU空滤。
表示无纺布或PU方型空滤。
(个别圆形PU空滤)表示柴油滤芯。
表示旋装式柴油滤芯总成。
表示旋装式机油滤芯总成。
表示汽油滤清器。
表示机油滤芯。
HA-空气滤芯HO-机油滤芯HF-燃油滤芯HW-水滤芯HAC-空调滤第三:产品适用车型、代号当产品设计顺序号达到的四位阿拉佰数字饱和时,最后一位用英文字母A 、B 、C……顺序递增。
第四:零部件图号的编制方法为了使五金冲压零件的物料单据(包括:派产单、领料单、退料单、进仓单、仓库存卡等)及物料报表(包括:生产日、月报表、生产计划单、仓库帐目、盘点报表等)更加规范和清晰,在物料流转过程前后一致,特制定本规范。
本规范的适用范围:本规范适用于冲压车间的排产、生产、进仓、物料统计等涉及物料单据和物料报表的过程,以及旋装车间的排产、生产、领料、退料、物料统计等涉及物料单据和物料报表的过程,以及旋装半成品仓的进出仓、盘点等涉及物料单据和物料报表的过程,以及财务统计分析的过程。
必须遵守本规范的岗位人员:一切参与填写生产计划、物料单据及物料报表的人员,均须遵守本规范。
这些人员包括:车间统计员、车间班长、组长、半成品仓仓管员,财务统计员,质检员等。
一、旋装滤五金零件编号法则:每个海业产品都有其产品编号,其编号法则是 HA / HF / HO – XXXX 四位数的编号,其中HA 表示空气滤清器,HF 表示燃油滤清器,HO 表示机油滤清器。
图号、更改单号、通知单号编码规则在对三个事业部(液压、制冷、研发)进行多次调研后,制定了以下规则,包括技术通知单号、更改单号、图号。
1、技术通知单号规则技术通知单号分为四大类,四段,总共14位,如下:制冷:J + ZL + ***(3为流水号)+ 年份液压:J + YY + ***(3为流水号)+ 年份研发:J + YF + ***(3为流水号)+ 年份工艺:J + GY + ***(3为流水号)+ 年份2、更改单号规则更改单号分为四大类,三段,总共6位,如下:液压:G + YY + ***(3为流水号)研发:G + YF + ***(3为流水号)制冷:G + ZL + ***(3为流水号)工艺:G + GY + ***(3为流水号)3、图号编码规则(1)制冷事业部汽车零部件行业标准:制冷自定义产品型号:全厂统一零部件图号:(查看附件一)(2)研发事业部产品型号:全厂统一零部件图号:(查看附件一)(3)液压事业部外来图号:由液压事业部手动录入到图纸中,无需在编码管理系统中生成规则。
全厂统一零部件图号:(查看附件一)附件一:旧编号新编号(一级部件)机架装配图 10001 0-10(零件)润滑标牌 10201 0-11(二级部件)机架焊接件 10301 0-10-10(三级部件)左立柱(焊件) 10301/1 0-10-10-10(零件)左座板 10301/1-1 0-10-10-11(零件)立柱 10301/1-2 0-10-10-12(零件)地脚压板 10301/1-3 0-10-10-13(三级部件)右立柱(焊件) 10301/3 0-10-10-20 (零件)右座板 10301/3-1 0-10-10-21(三级部件)撑筋 10301/4 0-10-10-30(零件)左座板 10301/4-1 0-10-10-31(零件)立柱 10301/4-2 0-10-10-32(零件)地脚压板 10301/4-3 0-10-10-33(零件)垫圈 10302 0-12(二级部件)工作台 10306 0-10-20(零件)垫圈 10306/1 0-10-21(零件)垫圈 10306/2 0-10-22…。
产品图、工装、工艺的编号规则本规则的编制目的是使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时根据本公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属技术部。
1、编制原则:1.1反应产品的基本属性 1.2不宜过长、过乱1.3易于扩充、易于记忆、易于分辨 2、编制规则如下:2.1气缸头产品图编号规则:2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1类别号:D:代表刀具; L:代表量具; F:代表辅具,J: 代表夹具。
2.2.1.2顺序号、零件号:采用自然数1、2、3…。
2.2.1.3并列号:采用罗马数字Ⅰ、Ⅱ、Ⅲ、…。
2.2.1.4改进号采用英文大写字母A、B、C…。
2.3通用工装代号编制方法:2.3.1.1 T表示通用2.3.1.2 类别号同工装类别号,见2.2.1.1。
2.3.1.3 特征代号见表22.4工艺代号、工序号编制方法:2.4.1 专用工艺代号编制方法:2.4.2每套工艺规程目录下的工序号以自然数5、10、15..递增;每个工序号间预留四个序号,以满足增加工序时使用;2.4.3在工序号后加大写字母G(如:10G),代表此工序为关建重要工序;2.4.4通用、辅助、检验工艺代号编制方法:G——代表工艺2.4.4.1类别号采用英文大写字母T、F、J;通用工艺——字母T表示辅助工艺——字母F表示检验工艺——字母J表示2.5为避免各分厂区编号重复,特进行编号分段,环泰顺序号取0—100,凯嘉顺序号取1012—200,用满后再往后选取。
图纸编码及填写规范技术部汪国平一目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
三主要内容1.软件的使用技术部机械制图统一采用AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2.图纸编号规则1)产品编号XX XX X机型号摸腔数量公司代号2)零件图编码规则产品编号:参照1;特征码(可增加):零件图——L;装配图——Z;电路图——D;液压图——Y;气路图——Q;加工工艺图——G;润滑系统——R;装配流程图——P;工装夹具图——J;组成号(可增加):提升机——01;理胚机——02;分胚——03;进胚——04;压胚——05;加温头——06;加温传动——07;加温自转链——08;换道机械手——09;模架——10;机架——11;外罩——12;零件号:从01-99进行编号;3)装配图编码规则产品编号:参照1;特征码:参照2;组成号:参照2;部件号:从01-99进行编号;4)电路、气路、液压图和润滑系统图编码规则产品编号:参照1;特征码:参照2;图号:从01-99进行编号;5)工装夹具图编码规则产品编号:参照1;特征码:参照2;组成号:从01-99进行编号;部件号:零件从01-99进行编号,装配图编号为00;6)加工工艺图编码规则产品编号:参照1;特征码:参照2;特征码:参照2;零件号:从01-99进行编号;7)装配流程图编码规则产品编号:参照1;特征码:参照2;图号:从01-99进行编号;8)标准件不进行编号,但必须写明对应国标、品名及规格等参数;9)在相应的图纸标题栏内必须填写相应的版本号;从A0、A1·····进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
Ver. 1.0QC/T-001质量规范–图纸、零件及工装夹具编号规则Specifications of Quality - Coding Rule ofDrawing, Products & Tooling and FixtureXXXX-XX-XX发布XXXX-XX-XX实施XXXXXXXX发布XX-QC/T-001-XXXX前言为了确保公司零部件编号、图纸编号的规范,便于查询,本公司特参照有国家标准及行业标准,制定出本企业标准。
本标准主要参照:1.QC/T265 – 2004 《汽车零部件编号规则》2.ISO/TS16949:2009 《汽车生产件及相关服务件的组织应用ISO9001:2008的特别要求》(第三版)3.XX-QP-QD-01 《文件与资料控制程序》本标准代替XX-QC/T-001-XXXX《产品编号规则》。
本标准与XX-QC/T-001-XXXX相比主要变化如下:——增加了图纸编号规则的内容(增加4.1条目,原4.1条目顺延调整为4.2条目)——调整了夹具(治具)的编号方法本标准由技术部提出。
本标准起草单位:技术部、质量部;修订单位:技术部、质量部本标准首次发布于XXXX年XX月XX日,于XXXX年XX月XX日进行修订。
XX-QC/T-001-XXXX零件、图纸、工装夹具编号规则1.目的为了确保公司工程图纸编号、零件编号以及相关工装模具编号的规范性,便于图纸、零件及相关工装模具的查找,且使图纸、零件及工装夹具保持版本一致,特编制本规则。
2.范围本标准规定了本公司所有产品零部件、图纸及工装部件的基本规则和方法。
本标准适用本公司所有产品零部件编号及工装编号(适用新开发产品模具编号)。
3.术语和定义下列术语和定义适用于本标准。
3.1 产品(Products)生产企业向用户或市场以商品形式提供的成品。
3.2零部件(Parts and components)包括总成、分总成、子总成、单元体、零件。
..产品零部件图号编制规范1 (发布日期: 200-04-13)2 范围本规范规定了产品零部件的图样编号方法, 包括无图纸的产品零部件的图样编号。
3 本规范适用于XXYY 公司产品零部件的图样编号(以下简称图号)。
不包括海外订单物料图号和YY 项目产品的图号, 这些产品可参考本规范执行。
4 注:从本规范实施日起, 下发新图纸和更改后需要新图号的图纸按此规定执行;已经下发的老图纸不强制要求更改, 各部门可以根据本部门的需要而制定更改计划或者不更改。
5 内容 5.1 图号分类1)专用图号: 专用件、系列通用件的图号, 例如: KFR-26G/Y.1.W030.1;5.2 2)通用图号:通用件、标准件的图号, 例如:DYF-A02、GB845/ST3.9*16-C-H(C); 5.3 基本要求5.3.1 每个产品、部件、零件均应有独立的图号, 并且是唯一的。
5.3.2 同一产品、部件、零件的图样用数张图纸绘出时, 各张图纸应标注同一图号, 用“共X 页第Y0页”的形式区分每页。
5.3.3 借用件的图号应采用被借用件的图号。
5.3.4 对于外形相同但不能通用互换的零部件, 必须采用专用图号。
5.4 允许多个同类物料使用同一张通用图纸, 但必须在图纸中增加物料参数一览表, 表中每种规格的物料都应标出独立的图号。
5.5 对第一工厂和第二工厂的物料, 如果与本部物料不一致且无法整改成一致的, 必须使用新的图号, 作为新物料处理。
不得使用本部图纸只更改图纸内容、不更换图号而成为第一或第二专用图纸。
5.6 专用图号的编制方法专用图号主要由产品型号、部件号、零件号组成, 中间用短横线隔开(为考虑到将来的兼容性, 不建议采用圆点符号)。
对于作用功能相同但不能互换的零部件增加区别代号, 对于不同生产基地有所不同的零部件增加产地识别代号。
区别代号,见2.3.4.产地识别代号,见2.3.5零件号,见2.3.3部(组)件号,见2.3.2产品代号,见2.3.1-X .XX X (X )5.6.1产品代号1)由大写英文字母和数字组成, 与产品型号相同(空调器室外机通用零部件除外)。
定制结构件图号命名规范
前言
本规范起草部门:机电部
本规范起草人:
本规范审核人:
本规范批准人:
本规范修订记录:
目录
1目的 (4)
2范围 (4)
3名词定义 (4)
4 图号命名原则 (4)
4.1、企业代码 (5)
4.2、产品编号 (5)
4.3、类型代码 (5)
4.4、序列代码 (6)
1目的
制定本规范的目的是为了规范外协定制结构件产品图号,便于进行产品数据的管理。
2范围
本规范适用于公司所有外协定制件图号的命名。
3名词定义
企业代码:一般由信息产业部发放,公司图号特有的代码,也可以由企业自行规定,如XXX有限公司的图号企业代码为HN。
产品编号:产品编号指的是外包设计加工的产品的序号。
类型代码:描述产品、部件、零件的分类、分级。
序列代码:描述同类零件的序号。
4 图号命名原则
一个完整的图号分为四部分组成:企业代码、产品编号、类型代码和序列代码,如:
4.1、企业代码
一般由信息产业部发放,公司图号特有的代码,也可以由企业自行规定,如XXX的图号企业代码为HN。
4.2、产品编号
产品编号为结构设计申请单的流程单号再加上220(因最初为手工编号,已经到了220号)。
如:FlexHammer 5210-24C的流程单号为J000400,则产品编号为0620(0400+220)。
4.3、类型代码
类型代码共有三位,第一位代表大类,后两位代表小类。
第一位类型说明:
后两位类型代码说明:
4.4、序列代码
主要是区分同类零、部件的号码,由2位整数构成,从01开始。
有的序列代码后面还有字母后缀JG或AS,这两种为指定含义:
如:HN0620.403.01JG为机箱结构件的明细表,而HN0620.203.01AS 则为装上电子元器件后的总装明细表。