工装模具鉴定验收记录表
- 格式:doc
- 大小:71.50 KB
- 文档页数:1


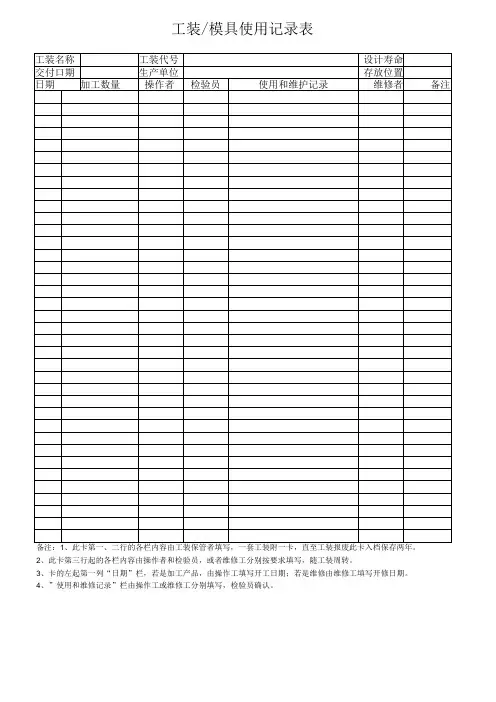
修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01。
安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
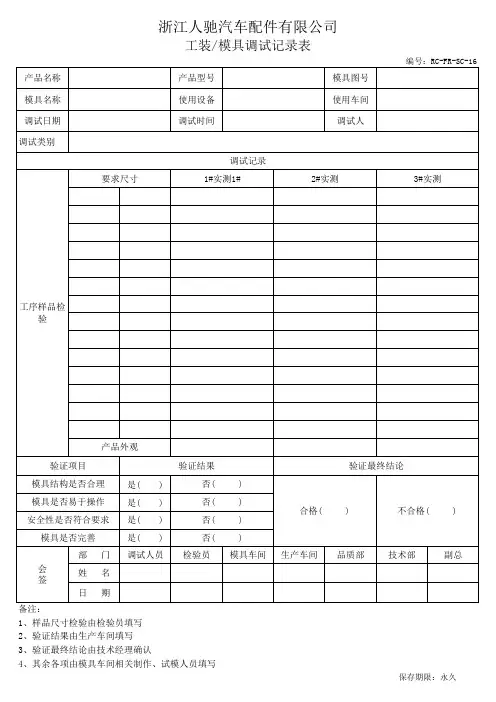
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。
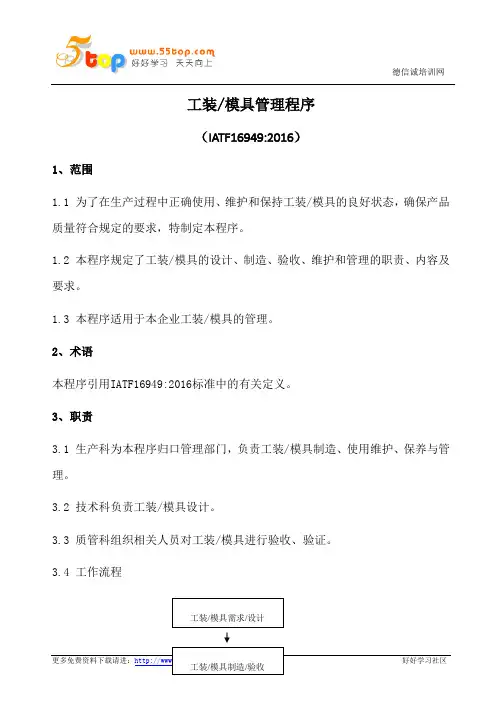
工装/模具管理程序(IATF16949:2016)1、范围1.1 为了在生产过程中正确使用、维护和保持工装/模具的良好状态,确保产品质量符合规定的要求,特制定本程序。
1.2 本程序规定了工装/模具的设计、制造、验收、维护和管理的职责、内容及要求。
1.3 本程序适用于本企业工装/模具的管理。
2、术语本程序引用IATF16949:2016标准中的有关定义。
3、职责3.1 生产科为本程序归口管理部门,负责工装/模具制造、使用维护、保养与管理。
3.2 技术科负责工装/模具设计。
3.3 质管科组织相关人员对工装/模具进行验收、验证。
3.4 工作流程4、程序内容4.1 工装/模具设计4.1.1 工装/模具设计必须结构合理、使用方便、安全可靠、符合产品的质量要求。
4.1.2 由技术科进行工装/模具图纸设计,按《技术文件控制程序》执行。
4.2 工装/模具制造4.2.生产科根据工装/模具配备的技术要求,确定自制和委外制造任务。
4.2.2 凡本企业无能力制造时,由生产科委外供方制造,并要对供方能力进行评定和监控,具体执行《供方评价程序》。
4.3 工装/模具验收4.3.1 由质管科组织生产科、技术科、使用班组及相关人员对完成的工装/模具共同进行验收,并填写“工装/模具验收记录”,合格后方可投入生产使用。
4.3.2 验证合格的工装/模具图纸由技术科保管。
4.4 工装/模具的管理4.4.2 生产科负责对工装/模具进行统一管理,并制定工装/模具统一编号规定,建立工装/模具台帐,制定“工装/模具周检计划”。
4.4.2 各生产班组也应建立“工装/模具台帐”。
4.4.3 工装/模具图纸发放必须加盖“受控”印章,执行《技术文件管理程序》。
4.4.4 各类工装/模具要做好防护工作,使工装/模具处于良好状态。
4.4.5 专用工装/模具应有所属产品图纸的专用编号,存放地有状态标识,状态标识包括合格、待修、不合格等。
4.4.6 质管科组织按计划对工装/模具进行周检,检验员做好“工装/模具周检记录”。
工装/模具管理表格汇编目录1.工装/模具履历表2.工装/模具制作申请单3.工装模具采购外协申请单4.工装模具外委加工跟踪单5.工装模具试模申请单6.工装模具验收单7.工装模具检查记录表8.工装模具验收跟踪报告9.工装模具完工验证记录表10.工装模具台帐管理表11.年度工装模具保养计划表12.工装模具领用单13.工装模具维修/保养记录表14.工装模具维修保养计划表15.工装模具维修申请单16.工装模具维修报告单17.工装模具寿命统计表18.易损工装模具更换计划19.工装模具备品备件清单20.工装模具改进申请单21.工装模具借出和归还记录表22.工装模具检具校验报告23.工装/模具更改申请单24.工装模具报废申请单25.工装/模具停用报废单26.设备工装模具封存报废申请单工装/模具履历表工装/模具制作申请单注意:要求申请人提供相关零件和图纸,便于工装设计制作和调试。
工装(模具)采购/外协申请单制定/日期:审核/日期:批准/日期:工装/模具检查记录表注:“√”表示符合,“×”表示不符合,结论栏注明是否可使用,备注栏说明进一步措施,如维修、更换计划等。
检查/日期:审核/日期:工装/模具试模申请单工装/模具完工验证记录表备注:新模试制记录(10件以下均属试制,产品与模具均合格为成功,让步接收为不成功。
)第一次试制□成功□不成功一次试制成功,工时定额按100%计算。
第二次试制□成功□不成功二次试制成功,工时定额按85%计算。
第三次试制□成功□不成功三次及以上试制成功,工时定额按70%计算。
编制/日期:核准/日期:好好学习社区更多免费资料下载: 德信诚培训网工装模具验收单工装/模具外委加工跟踪单外委加工单位:工装/模具名称:图号:编制/日期:审批/日期:更多免费资料下载:德信诚培训网工装、模具台帐责任人:更多免费资料下载:德信诚培训网年度工装模具保养计划表更多免费资料下载:德信诚培训网工装/模具维修保养计划更多免费资料下载:德信诚培训网设备工装模具备品备件清单类别:模具类□工夹具类□设备类□编制: 审核:更多免费资料下载:德信诚培训网工装、模具定期更换计划注:打“√”表示需监控,打“O”表示需注意,打“/”表示不需监控。
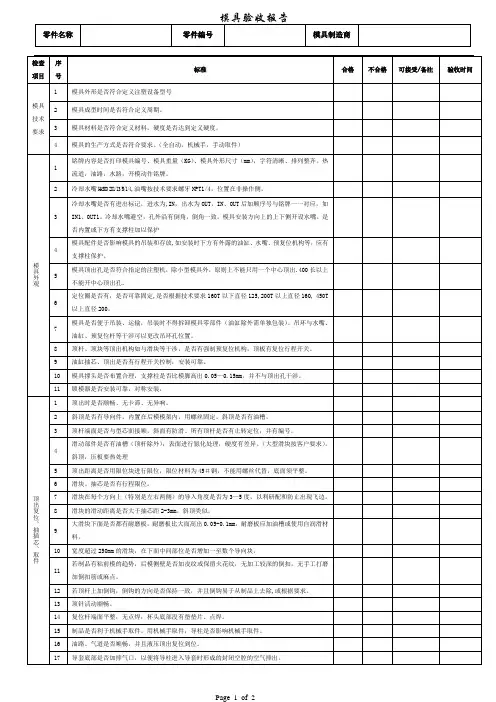
XXXX粉末冶金有限公司工装、模具周期检定规范1、目的对工装、模具进行周期检验,确保满足产品工艺、技术要求。
为不断持续提高产品质量水平提供有效的生产前期保障。
2、范围适用于生产用模具、工装夹具等工艺装备的周期检验。
3、鉴定周期主要工装模具鉴定周期见下表:4、检验程序4.1批量生产产品的工装模具,由模具员根据模具检验周期规定及模具实际生产使用频次编制《工艺装备定期检查计划表》,组织周期检验。
4.2凡符合下列情况之一,使用单位可随时向提交工装模具检查:1)、工装磨损,已不能满足产品使用要求的。
2)、产品、芯轴外观、防错工装尺寸偏差超出允许范围。
3)、操作不当,造成工装模具损坏不能正常使用的。
4)、工装模具停用半年以上(含半年),重新使用的。
14.3模具员负责按检验标准对工装模具进行检验,并填写“工装模具检验记录表”。
4.4检验为合格工装,鉴发《合格证》。
检验为不合格的工装,按规定处理。
4.5正常周期检验不应影响正常的生产进度。
5、技术要求:5.1.模具产品的加工基准面磨损极限偏差为最小加工余量的12%。
芯头处的磨损极限偏差不大于芯头间隙的20%。
5.2模具工作面表面粗糙度应达到Ra0.4μm,不允许存在多肉、缺肉及加工刀痕的存在,不允许存在影响起模和使用性能的缺陷。
模具分型面表面粗糙度应达到Ra1.6μm,不允许存在影响合模和造型合箱的缺陷存在。
5.3芯盒的合模间隙应≤0.0.15mm。
合模后错边、错箱量应小于0.0.01 mm。
芯盒上的抽块应定位准确、抽动平稳、安装牢固。
顶杆及排气塞装配后凸出或凹下应≤0.5mm。
5.4工装模具配合定位销直径磨损极限偏差不大于制造公差下偏差的二倍,定位套孔的直径的磨损极限偏差不大于制造公差上偏差的二倍。
5.5工装模具上产品标识及铸造日期标识应完整、清晰、无缺陷,安装字块凸出或凹陷产品所在面≤0.5mm。
5.6工装模具铭牌标识应清晰、完整、易于识别并固定牢固。
5.7由相关工装模具生产出的产品按相关检验标准检验,尺寸合格率应达到100%。
五金模具验收流程
附件:《工装试模通知单》《五金模试模问题记录表》《模具验证验收单》《产品实物检测记录表》《模具验收检查表》 编制: 会签: 审定:
工 装 试 模 通 知 单
五 金 模 具 试 模 具 问 题 记 录 表
①存根
②
试
模
部
门
浙江正泰建筑电器有限公司
注:1. 此表可作为模具验收时产品的样品验证记录单;
2. 此表可用于日常零部件检验时的记录;
3. 此表可作为产品转产时的附件;
模具验收检查表
表1各关节控制的完成时间仅供参考!
表1
表1各关节控制的完成时间仅供参考!
---精心整理,希望对您有所帮助。
工装验收报告工装验收报告篇一:生产工装验收报告单工装验收报告验收日期:200 年月日编号:BDH064 附表1:易损件清单篇二:21工装验收报告XXX有限公司模具检验报告篇三:工装验收报告工装验收报告篇四:工装夹治具验收单企业名称替换工装夹治具验收单-工装管理篇五:工装模具验收报告工装模具验收报告编号FSZJ附送:工读学校未成年人违法犯罪情况的调查报告工读学校未成年人违法犯罪情况的调查报告工读学校未成年人违法犯罪的调查报告厦门市**学校目前是**省唯一的工读学校。
工读生90%是由家长送来的犯有严重不良行为或违法轻微犯罪行为难以管教的初中生,现有在校学生72人。
最近,我们先后到该校进行调查。
通过听取汇报,分别召开班主任和管教免费公文网支持原创作品干部座谈会,下发无记名测验卷,查阅学生档案,找部分在校工读生谈话,并有重点地走访一些工读学生家长等。
现将调查情况报告如下:?一、**学校的概况厦门市**学校1998年11月由厦门市人民政府批准建校,1999年4月正式开办。
工读学校由市教育局主办、市公安局和司法局协办,并派员参加管理工作的一所特殊学校。
它的主要任务是全面贯彻执行国家的教育方针,把接受工读教育的学生改变成为有理想、滤布有道德、有文化、有纪律并掌握一定生产劳动技术和职业技能的合格公民。
在校学习期限一般是一至三年,参照原来的文化程度,将72名在校生编为初一、初二各一个班,初三年段两个班,学籍仍保留在原学校,其进入工读学校的经历不记入学籍档案。
毕业后由原校发给毕业证书,并一视同仁参加升学考试,在校生按同等初中收费,另收生活等费用450元。
工读生毕业后,学校还有一年时间对他跟踪,发生问题,还要帮教。
? 五年多来,**学校先后接收工读生372名,从其中145名调查的错误、违法性质来看,大体可分为以下几种类型:一是长期旷课,夜不归宿,严重违反校规的19名,占13.1%;二是打架斗殴,无理取闹,对抗辱骂老师的31人,占21.38%;三是有偷盗、赌博、抢劫、勒索行为的85人,占58.62%;四是有流氓习气,挑逗女同学,直至犯有两性错误的6人,占4.14%。
好好学习社区
更多免费资料下载:
德信诚培训网
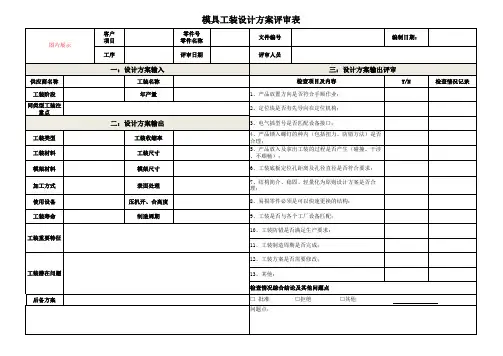
工装模具鉴定验收记录
装备件号 装备件名
工程数
制件号
制件名
制件单位
鉴定验收 提供 技术文件 共 张 其它文件 共 张
设备 试件 件 场地
鉴定验收记录
验收项目 内容 评定
图纸设计 是否合理
合理 较合理 一般 较差 使用是否 安全
安全 较安全 一般 较差 安装调试 是否方便
方便 较方便 一般 较差 工件取付 是付快捷
快捷 较快捷 一般 较差 落料是否 顺畅
顺畅 较顺畅 一般 较差 落料是否
有毛刺
无毛刺 轻微毛刺 较少毛刺 较多毛
刺 整形面是否有
拉伤
无拉伤 轻微拉伤 较少拉伤 较多拉
伤 产品是否符合
设计要求
符合要求 主要条件符合要求 大多不合要
求
工件主要尺寸检验记录
总结
日期: 签名:
结论
是否同意转至工艺装备管理库房,交生产使用: 同意 不同意
会签。