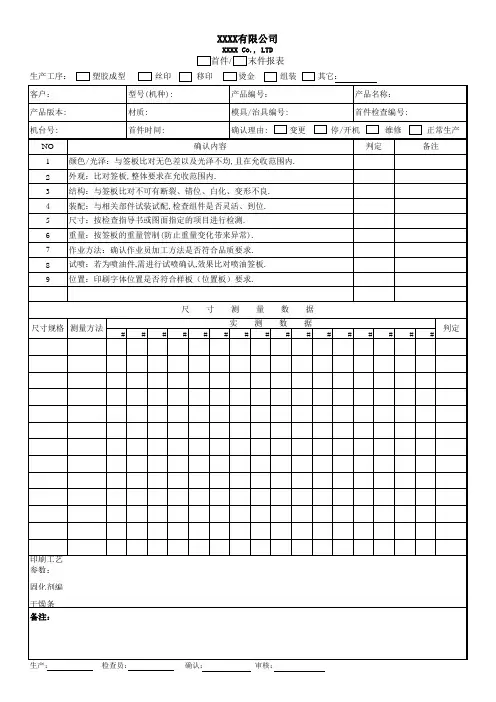
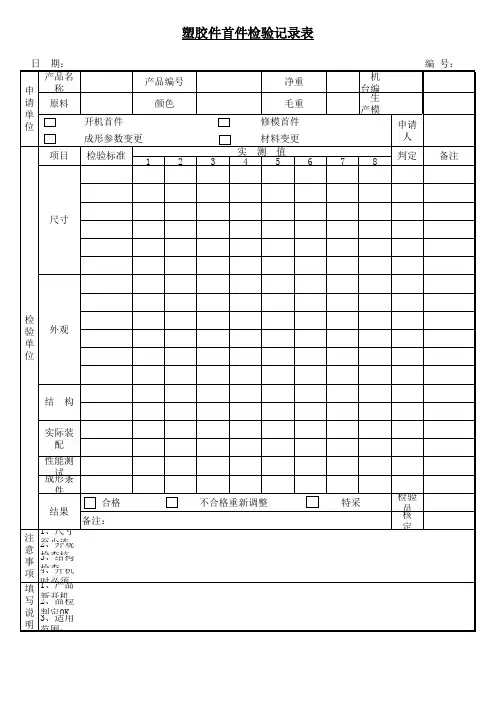
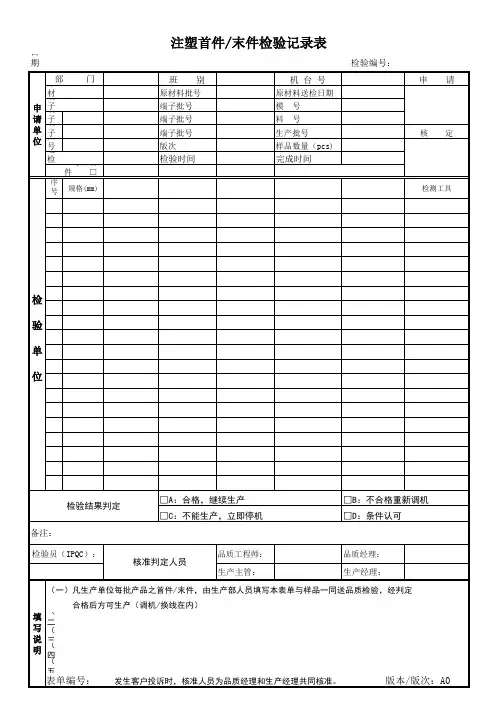
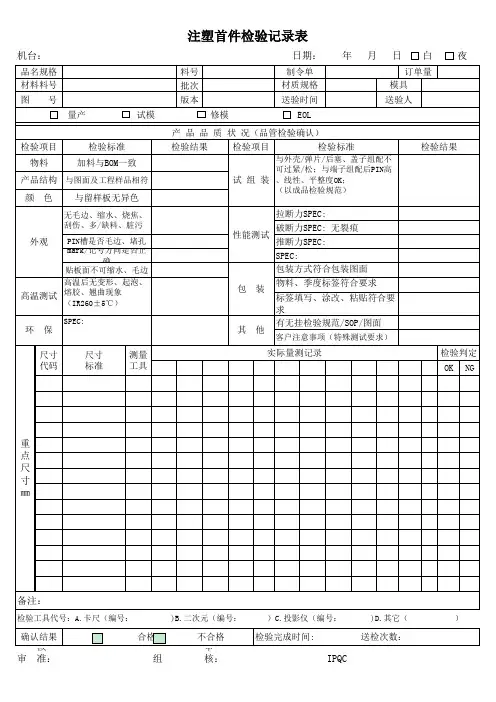
塑胶模具首件检验记录表样板
- 格式:doc
- 大小:130.50 KB
- 文档页数:2
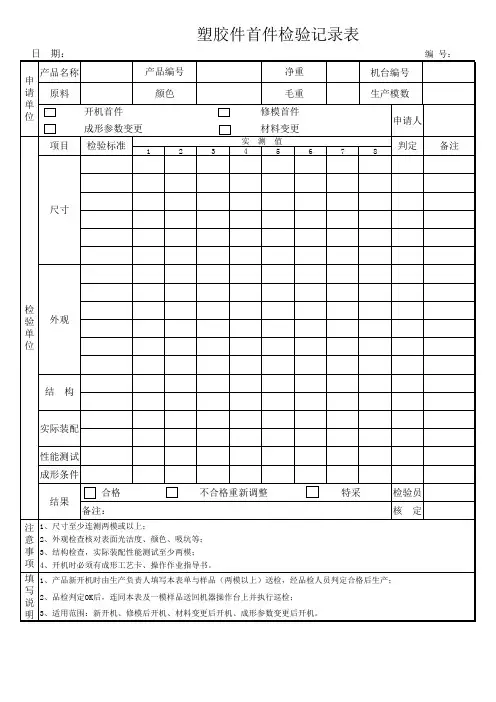
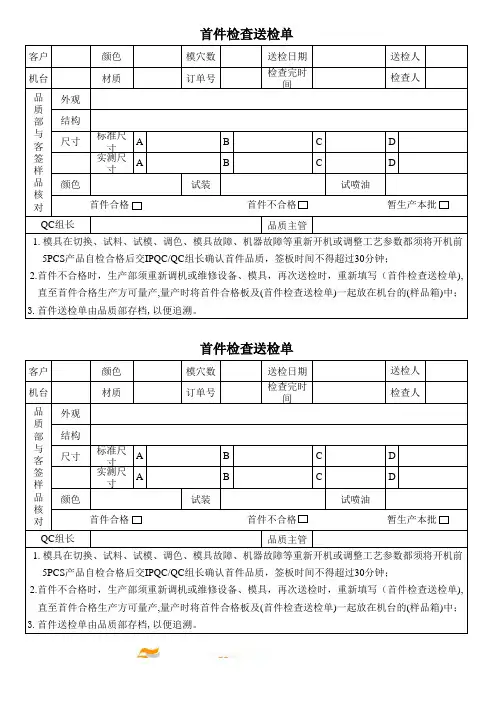
客户颜色模穴数送检日期机台
材质订单号检查完时间外观结构尺寸标准尺寸A B C D 实测尺寸A B C D 颜色试装试喷油品质主管客户
颜色模穴数送检日期机台
材质订单号检查完时间外观结构尺寸标准尺寸A B C D 实测尺寸A B C D 颜色试装试喷油品质主管首件检查送检单
送检人检查人 首件合格 首件不合格 暂生产本批
QC 组长
品
质
部
与
客
签
样
品
核
对 1. 模具在切换、试料、试模、调色、模具故障、机器故障等重新开机或调整工艺参数都须将开机前 5PCS 产品自检合格后交IPQC/QC 组长确认首件品质,签板时间不得超过30分钟;
2.首件不合格时,生产部须重新调机或维修设备、模具,再次送检时,重新填写(首件检查送检单), 直至首件合格生产方可量产,量产时将首件合格板及(首件检查送检单)一起放在机台的(样品箱)中;
3.首件送检单由品质部存档,以便追溯。
首件检查送检单
送检人检查人品
质
部
与
客
签
样
品
核
对 1. 模具在切换、试料、试模、调色、模具故障、机器故障等重新开机或调整工艺参数都须将开机前 5PCS 产品自检合格后交IPQC/QC 组长确认首件品质,签板时间不得超过30分钟;
2.首件不合格时,生产部须重新调机或维修设备、模具,再次送检时,重新填写(首件检查送检单), 直至首件合格生产方可量产,量产时将首件合格板及(首件检查送检单)一起放在机台的(样品箱)中;
3.首件送检单由品质部存档,以便追溯。
首件合格 首件不合格 暂生产本批
QC 组长。
![塑胶CNC制程首件记录表[空白模板]](https://uimg.taocdn.com/ebf97341dd3383c4ba4cd28e.webp)
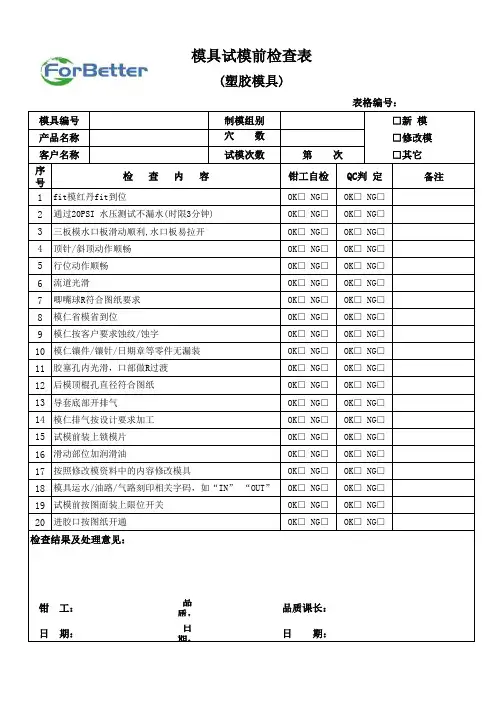
序号备注1234567891011121314151617181920日 期:日 期:日 期:模具试模前检查表进胶口按图纸开通OK □ NG □OK □ NG □检查结果及处理意见:钳 工:品 质:品质课长:模具运水/油路/气路刻印相关字码,如“IN” “OUT” OK □ NG □OK □ NG □试模前按图面装上限位开关OK □ NG □OK □ NG □滑动部位加润滑油OK □ NG □OK □ NG □按照修改模资料中的内容修改模具OK □ NG □OK □ NG □模仁排气按设计要求加工OK □ NG □OK □ NG □试模前装上锁模片OK □ NG □OK □ NG □后模顶棍孔直径符合图纸OK □ NG □OK □ NG □导套底部开排气OK □ NG □OK □ NG □模仁镶件/镶针/日期章等零件无漏装OK □ NG □OK □ NG □胶塞孔内光滑,口部做R过渡OK □ NG □OK □ NG □模仁省模省到位OK □ NG □OK □ NG □模仁按客户要求蚀纹/蚀字OK □ NG □OK □ NG □流道光滑OK □ NG □OK □ NG □唧嘴球R符合图纸要求OK □ NG □OK □ NG □顶针/斜顶动作顺畅OK □ NG □OK □ NG □行位动作顺畅OK □ NG □OK □ NG □通过20PSI 水压测试不漏水(时限3分钟)OK □ NG □OK □ NG □三板模水口板滑动顺利,水口板易拉开OK □ NG □OK □ NG □检 查 内 容钳工自检QC判 定fit模红丹fit到位OK □ NG □OK □ NG □产品名称穴 数 □修改模客户名称试模次数第 次 □其它(塑胶模具)表格编号:模具编号制模组别 □新 模。