压铸模具验收表
- 格式:xls
- 大小:27.50 KB
- 文档页数:4
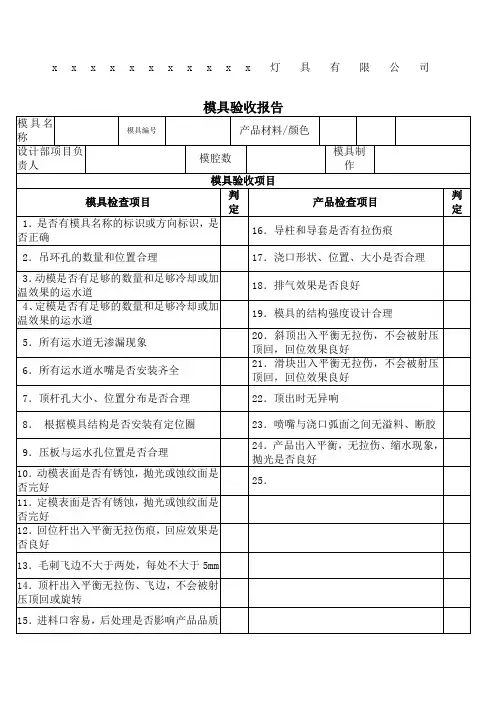
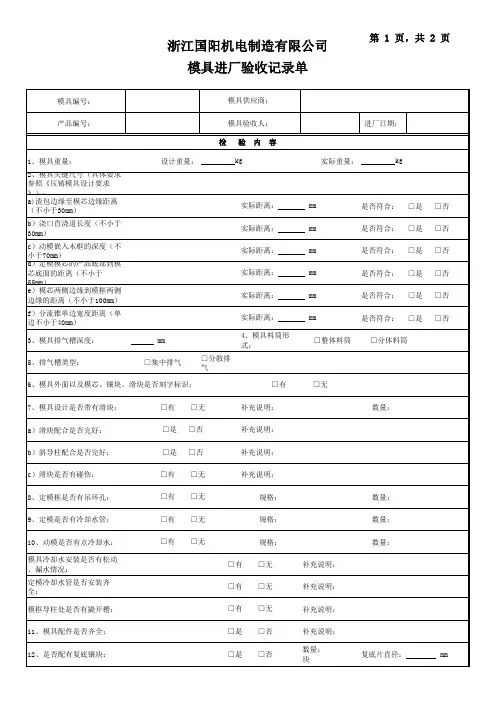


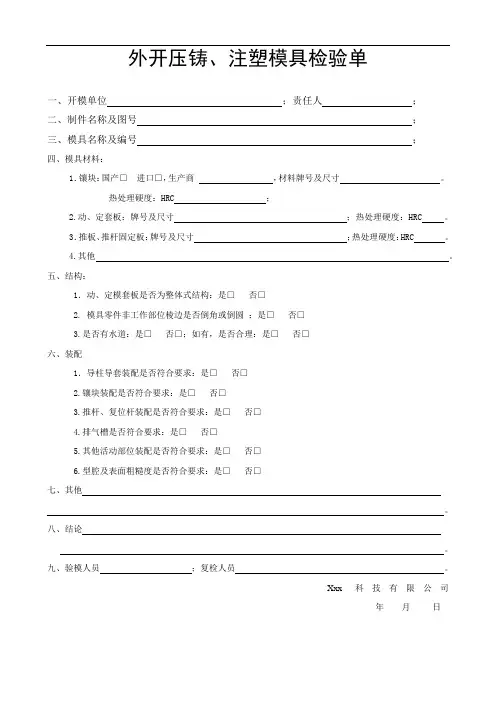
外开压铸、注塑模具检验单
一、开模单位;责任人;
二、制件名称及图号;
三、模具名称及编号;
四、模具材料:
1.镶块:国产□进口□,生产商,材料牌号及尺寸。
热处理硬度:HRC ;
2.动、定套板:牌号及尺寸;热处理硬度:HRC 。
3.推板、推杆固定板:牌号及尺寸;热处理硬度:HRC 。
4.其他。
五、结构:
1.动、定模套板是否为整体式结构:是□否□
2. 模具零件非工作部位棱边是否倒角或倒圆:是□否□
3.是否有水道:是□否□;如有,是否合理:是□否□
六、装配
1.导柱导套装配是否符合要求:是□否□
2.镶块装配是否符合要求:是□否□
3.推杆、复位杆装配是否符合要求:是□否□
4.排气槽是否符合要求:是□否□
5.其他活动部位装配是否符合要求:是□否□
6.型腔及表面粗糙度是否符合要求:是□否□
七、其他。
八、结论。
九、验模人员;复检人员。
Xxx科技有限公司
年月日。
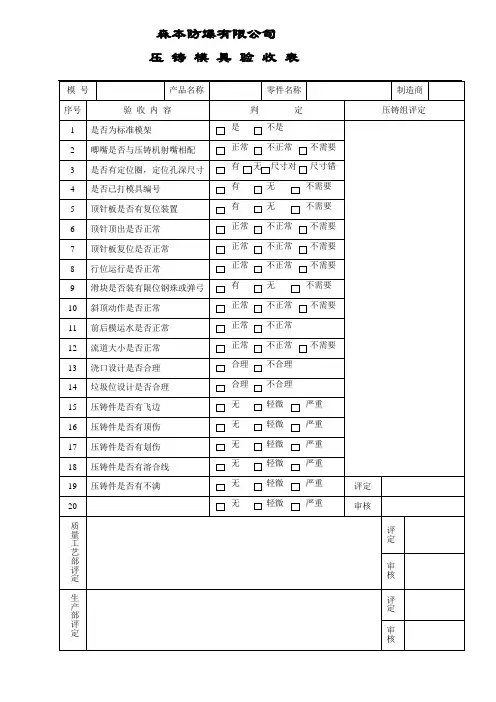
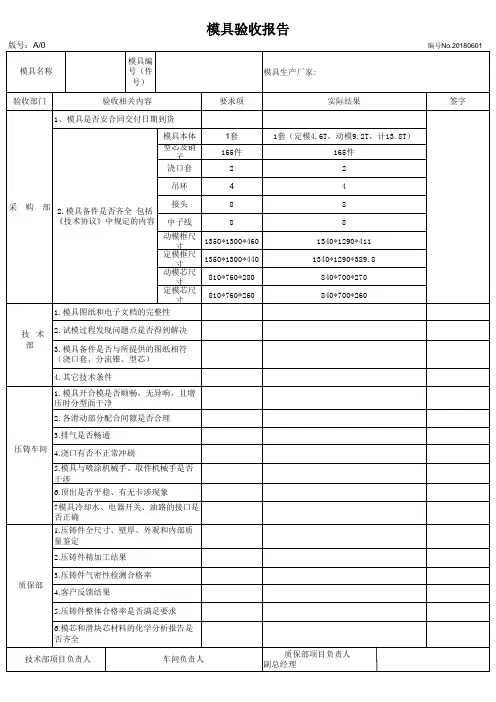
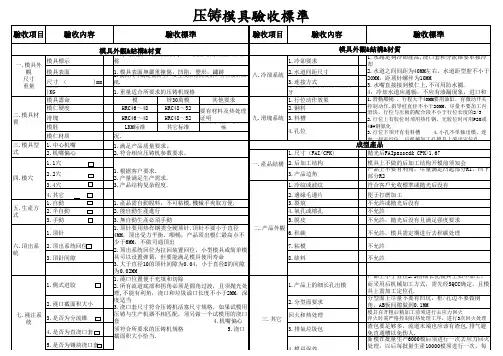
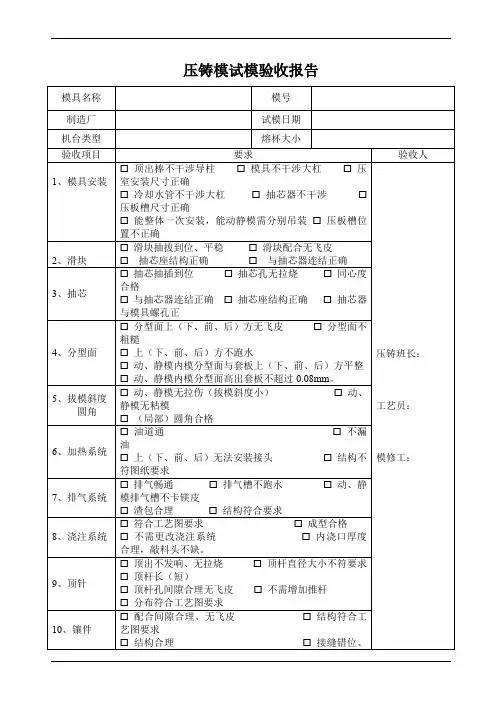
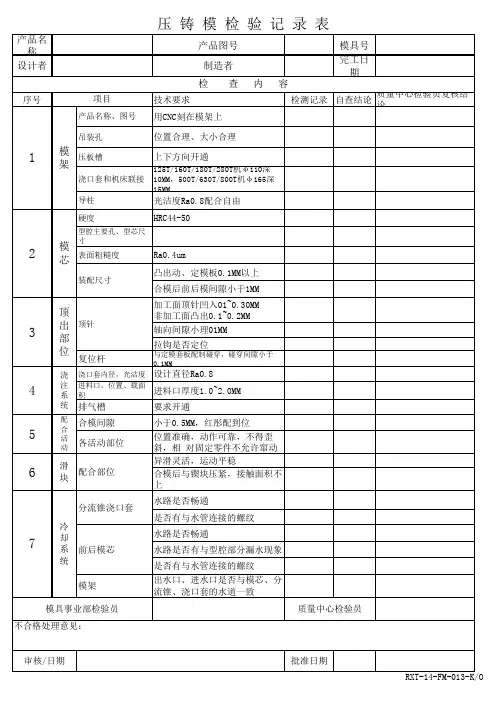
№检查项目检查标准验收记录判定验收人1模具模号清晰、正确模号、序号、产品名称要模具的顶部,字迹清晰、正确2模具外形尺寸符合要求满足模具生产安全及压铸机规格、符合设计图纸3模具外观要求模具表面无严重撞伤,凹陷,变形,锈蚀4浇口套尺寸浇口套尺寸符合压铸机冲头尺寸规格,产品需自动脱料,不可粘模,机械手夾取方便.5模具浇杯中心偏移偏心须符合所要求的压铸机规格6顶出孔间距尺寸顶出位置符合铸件设计要求7回拉杆孔尺寸间距符合所要求的压铸机规格8模腔错型值≤0.1mm(检查型腔周边的压痕) 9表面粗糙度Ra≤0.4μm10型腔表面无有害缺陷型腔表面没有击伤、擦伤和裂纹,不允许有补焊情况11顶杆和滑块配合情况1、常温没有卡滞现象2、高温下运作顺畅12动、定模模芯高出模架值0.02~0.06mm13模架、顶板、顶针固定板和模脚上的吊环孔布置合理方便、吊起模具平衡,吊环孔径符合天车吊钩规格14冷却水进出水标记明确1、冷却水道应通畅,不应有渗漏现象,进口和出口处应有明显标记。
2、冷却水模具端接口和本公司常用水管规格匹配15液压油缸模具端接口和本公司常用油管接口规格匹配16顶针配合间隙大于直径10的顶针间隙为0.04,小于直径8的间隙为0.02MM17排气渣泡渣包要足够多,流道末端也应该有渣包,排气避免直通槽以免伤人.18模具热处理1、型腔/滑块:锌HRC48~52,铝HRC46~482、供应商要有材料及热处理证明19试压情况1、与压模机安装连接匹配正常2、压铸产品成型正常、脱模正常3、压铸不良率符合要求20其他新制压铸模具验收检查表。
苏州飞拓科技有限公司记录编号:
压铸生产过程检验记录表产品编号:设备型号:
日期:年月日
检验项目铸件成型
是否良好顶杆高度
是否合适
型心有无前进、
后退或断裂
滑块有无
前进或后退
铸件有无拉
伤
铸件有
无变形
关键尺寸
是否异常
铸件有
无裂纹
浇口断口
是否合适
签名
首件三检自检
互检
专检
结论:
巡
检
记
录
抽检时间抽检数量不合格数不合格原因抽检时间抽检数量不合格数不合格原因
填表说明:
●首件三件必须对规定的检验项目按操作者、当班班长、检验员的顺序认真日填写,不的走过场或事后填补。
完成首件三检后,由专门负责的品检
下可否生产的结论,同时填写完成首检三检时间。
对于模具上不存在的检验项目,要加以注明。
●如无特殊原因,现场QC必须必须保证在1至2小时内至少对压铸出来的铸件抽检一次,且每次抽检数量不得少于5模,如发现异常,要加倍抽
查,并将问题及时反馈给操作者,及时改善!
●所有记录填写必须真实可靠,不得弄虚作假。
检验员在完成所有记录填写工作的表格由压铸班长签名后交由生产部保存。
操作者:带班:。