LED灯具作业指导书
- 格式:docx
- 大小:71.92 KB
- 文档页数:8
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
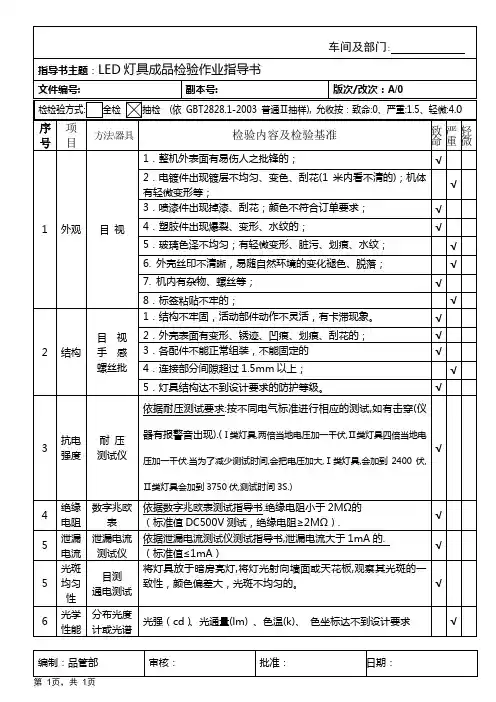
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》 XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯具作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:LED平板灯_面板灯生产工艺及作业指导书1平板灯生产作业流程图篇三:LED平板灯面板灯生产作业指导书(NEW)W&J照明有限公司平板灯生产作业指导书作业流程图篇四:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led筒灯作业指导书篇一:作业指导书-筒灯篇二:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达(来自: : led筒灯作业指导书 )《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇三:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:(1)、正负极要认准,(2)、灯珠安放端正并紧贴铝基板,以免反光罩不对孔位,LED路灯作业指导书2(3)、导热硅脂用量要适中(每颗灯珠约用0.1mg),涤层要均匀,小心硅脂污染灯珠表面、周围物体和人体。

篇一:led灯具作业指导书xg-qc-zy-003-2013led灯具作业指导书文件编号:xg-js-zy-001-2013版本:b/0受控状态:分发号:编制:审核:批准:xg-qc-zy-003-2013修改记录xg-qc-zy-003-2013led灯具作业指导书1.目的:本标准规定对led灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间led灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3led路灯作业流程篇二:灯具安装工程作业指导书灯具安装工程作业指导书1、范围本工艺标准适用于工业与民用建筑灯具安装工程2、施工准备明确工程负责人及安装操作人,认真组织施工,管理人员审核图纸,学习工艺标准,验收规范,讨论技术质量交底,签订岗位责任制,明确奖惩措施,采购选用合格材料产品,并层层复验,同时与土建协商配合,创造良好的作业条件。
3、材料及要求料具调配准确及时,凡发放之料具均符合质量标准和计量标准,出具产品合格证明,检验报告、出厂合格证,按图纸备齐灯具、导线等。
4、工具准备4.1 手锤、錾子、水平尺、卷尺、手电钻、锡锅、人字梯、电锤等工具。
4.2 选择劳务分包方并经试工合格方准上岗,检查土建情况,创造作业条件。
5、操作工艺(见图 1)5.1 根据灯具安装方式,平面图及变更洽商确定安装坐标,随土建进度配合、稳盒,预留孔洞、埋件、配管执行配管工艺。
5.2 出线盒管清扫、整理、封堵,固定灯具螺栓预埋,嵌壁灯稳箱体,接短管封堵,防污染、异物,管口采取防堵措施,接地端子预留。
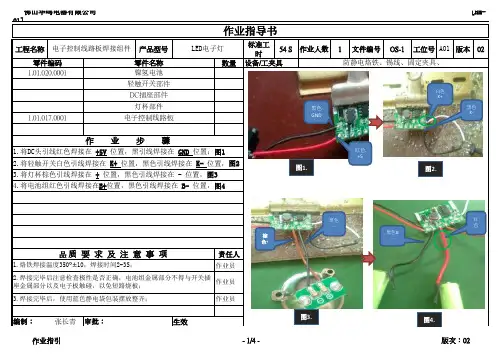
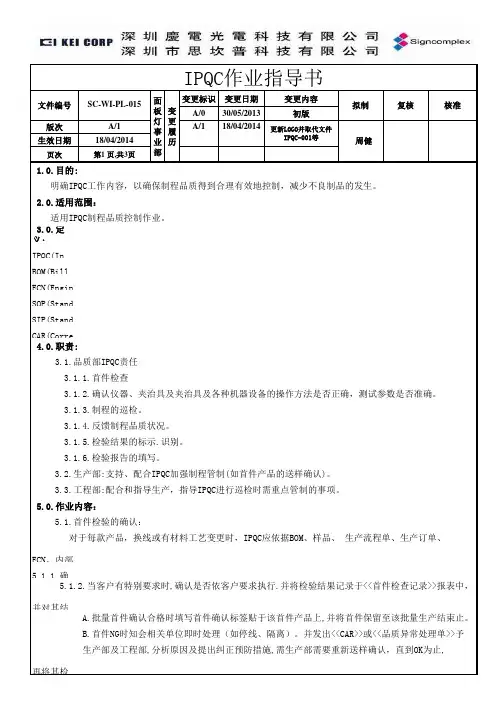
工程名称产品型号标准工时54 S 作业人数1文件编号OS-1工位号A01版本02数量责任人作业员作业员1.烙铁焊接温度350°±10,焊接时间2-3S;2.焊接完毕后注意检查极性是否正确,电池组金属部分不得与开关插座金属部分以及电子板触碰,以免短路烧板;作业员3.焊接完毕后,使用蓝色静电袋包装摆放整齐;编制:日期:张长青2015.8.22审批:日期:生效日期:品 质 要 求 及 注 意 事 项作 业 步 骤1.将DC头引线红色焊接在 +5V 位置,黑引线焊接在 GND 位置;图12.将轻触开关白色引线焊接在 K+ 位置,黑色引线焊接在 K- 位置,图23.将灯杯棕色引线焊接在 + 位置,黑色引线焊接在 - 位置,图34.将电池组红色引线焊接在B+位置,黑色引线焊接在 B- 位置,图4轻触开关部件DC插座部件灯杯部件1.01.017.0001电子控制线路板1.01.020.0001电子控制线路板焊接组件LED 电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、镍氢电池黑色GND红色+5白色K+黑色K-棕色+黑色一黑色B 一红色图1.图2.图3.图4.工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A02版本数量责任人作业员作业员生效日期:编制:日期:2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.注意引线方向,左边黑色,中间红色;2.焊线前先在引脚上镀锡以方便焊接,焊接后检查不得有假焊虚焊不良;自检合格方可流向下一工序;作业员3.焊接引线温度350°C ±10,焊接时间2-3S3.将焊接好引线的插座取下,并检查焊点外观没有短路及假焊;图2.作 业 步 骤1.将插座固定在夹具上,先将引脚上锡方便焊接 如图1.2.将黑色引线焊接在插座左引脚上,红色引线焊接在中间引脚上,如图1.DC插座部件焊接DC插座引线L ED电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、红色引线焊中间黑色引线焊左边将插座固定在夹具,并在引脚上锡图1.将焊接完毕的插座取下并检查极性和焊点没有假焊工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A03版本数量1责任人作业员 3.自检合格方可流向下一工序;生效日期:编制:日期:张长青2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.烙铁焊接温度350°C±10。
LED作业指导书在咱们的日常生活中,LED 灯那可是随处可见。
您瞧瞧,家里的台灯、街上的路灯、商场的大屏幕,好多地方都有它的身影。
今天,我就来给您好好唠唠这 LED 作业的那些事儿。
先来说说准备工作吧。
要进行 LED 相关的作业,那工具可得准备齐全咯。
像电烙铁、螺丝刀、万用表这些都是必不可少的。
我记得有一次,我着急开始作业,结果发现电烙铁找不到了,那叫一个着急呀!满屋子翻箱倒柜地找,最后在一个角落里发现了它,原来是上次用完随手一放给忘了。
这就提醒咱们,用完工具一定要放回原位,不然关键时刻容易掉链子。
然后是材料的选择。
LED 灯珠有各种各样的型号和颜色,您得根据具体的需求来挑选。
比如说,如果是要做一个温馨的卧室小夜灯,那可能就会选择暖黄色的灯珠;要是做一个明亮的阅读灯,那就得选白色的、亮度高的灯珠啦。
还有电阻、电容这些小零件,也都得选对规格,不然电路可就出问题喽。
接下来就是重头戏——焊接啦。
这焊接可是个技术活,得小心谨慎。
先把电烙铁插上电预热一会儿,等温度合适了,再把灯珠的引脚和电路板上的焊点对齐,轻轻点上一点焊锡丝。
这里要注意,焊接的时间可不能太长,不然容易把灯珠或者电路板给烫坏。
我之前就有一次因为焊接时间太长,把一个好好的灯珠给弄报废了,心疼得不行。
在安装 LED 灯的时候,也要注意正负极别接反了。
要是接反了,灯可就不亮啦。
有一回我帮朋友装一个 LED 灯条,装完之后怎么都不亮,检查了半天,才发现是正负极接错了,重新接好之后,灯一下子就亮了起来,那种成就感真是没得说。
还有很重要的一点就是电路的设计。
要根据LED 灯的数量和功率,合理地设计电路,计算好电阻的阻值,保证电流和电压都在合适的范围内。
这就像是给 LED 灯们搭建一个舒适的家,让它们能够稳定地工作。
完成作业之后,别忘了进行测试和检查。
看看灯能不能正常亮起,亮度是否均匀,颜色有没有偏差。
如果有问题,就得及时排查和解决。
总之,LED 作业虽然看起来简单,但是每一个环节都需要我们认真对待,不能马虎。
LED灯条作业指导书1000字1. LED灯条的原理LED灯条是利用LED(Light Emitting Diode)发光二极管的发光原理制成的灯具。
LED灯条由基板、芯片、封装材料等组成,通过封装后的LED芯片,反射板和透镜,能够发出聚光、照射和挂件形式的光源。
LED灯条是一种高效节能、环保、寿命长的新型照明产品。
2. LED灯条的材料准备制作LED灯条需要的材料主要包括:(1)PCB基板:铝基板、玻璃纤维板等。
(2)LED芯片:单色LED、三元色LED等。
(3)封装材料:导光管、反光材料、透镜等。
(4)中间连接线:银浆、金线等。
(5)电源:电源板、直流电源等。
3. LED灯条的操作步骤(1)准备材料和工具制作LED灯条需要的材料和工具包括:PCB基板、LED芯片、封装材料、中间连接线、电源、锡、锡丝、锡糊、焊接台、镊子、万用表等。
(2)连接LED芯片将LED芯片吸取出来,用尖头镊子将其焊接至PCB基板上,焊接时需要注意芯片的极性。
(3)连接中间连接线将银浆或金线用压铆机压到LED芯片的引脚上,用烙铁熔化银浆或金线焊接至PCB基板上。
(4)封装用导光管将LED灯条中LED芯片的光线导向所需要的方向,同时再用反光材料和透镜进行封装。
(5)连接电源将电源连接至PCB基板的电源接口上时,需要用万用表检查连线是否正确。
4. LED灯条的注意事项(1)在制作过程中,要注意防静电,避免对LED芯片产生伤害。
(2)焊接时要注意掌握好温度和时间,避免出现焊熔和焊爆等情况。
(3)封装时要注意控制好透明度、散光角度和尺寸等参数。
(4)在使用时注意防水防潮,避免短路和火灾。
5. 总结LED灯条是一种高效节能、环保、寿命长的新型照明产品,制作它所需要的材料和工具比较简单,只需要注意一些细节和注意事项,就能制作出高质量的LED灯条。
变更标识变更日期变更内容A/030/05/2013初版版次A/1A/118/04/2014生效日期18/04/2014页次第1 页,共3页 3.0.定义:IPQC(In process Quality Control):过程品质控制BOM(Bill of material):材料表(物料清单)ECN(Engineering Change Note):工程更改通知SOP(Standard Operating Procedure):标准作业程序SIP(Standard Inpection Procedure):标准检验规范CAR(Correction Action Report):改善行动通知书ECN、内部联络单等相关文件,在第一时间内确认生产线送检的1pc首件产品:5.1.1.确认贴片、(插件)焊接、组装、包装生产线是否按SOP等文件作业,符合品质规格或客户要求。
并对其结果进行判定。
再将其检验结果记录于<<首件检查记录>>报表中。
3.3.工程部:配合和指导生产,指导IPQC进行巡检时需重点管制的事项。
3.1.5.检验结果的标示.识别。
3.1.3.制程的巡检。
面板灯事业部变更履历拟制复核 1.0.目的:4.0.职责:3.1.品质部IPQC责任适用IPQC制程品质控制作业。
IPQC作业指导书文件编号SC-WI-PL-015 周健更新LOGO并取代文件IPQC-001等核准 3.2.生产部:支持、配合IPQC加强制程管制(如首件产品的送样确认)。
明确IPQC工作内容,以确保制程品质得到合理有效地控制,减少不良制品的发生。
2.0.适用范围:5.1.2.当客户有特别要求时,确认是否依客户要求执行.并将检验结果记录于<<首件检查记录>>报表中, 3.1.4.反馈制程品质状况。
3.1.6.检验报告的填写。
3.1.1.首件检查3.1.2.确认仪器、夹治具及夹治具及各种机器设备的操作方法是否正确,测试参数是否准确。
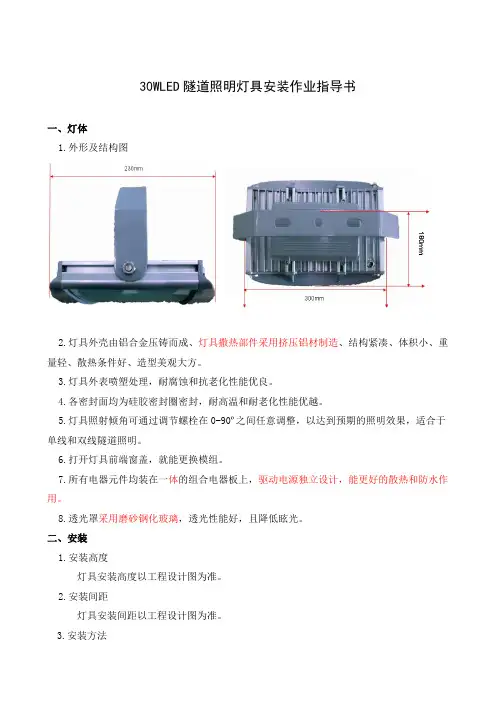
30WLED隧道照明灯具安装作业指导书一、灯体1.外形及结构图2.灯具外壳由铝合金压铸而成、灯具撒热部件采用挤压铝材制造、结构紧凑、体积小、重量轻、散热条件好、造型美观大方。
3.灯具外表喷塑处理,耐腐蚀和抗老化性能优良。
4.各密封面均为硅胶密封圈密封,耐高温和耐老化性能优越。
5.灯具照射倾角可通过调节螺栓在0-90º之间任意调整,以达到预期的照明效果,适合于单线和双线隧道照明。
6.打开灯具前端窗盖,就能更换模组。
7.所有电器元件均装在一体的组合电器板上,驱动电源独立设计,能更好的散热和防水作用。
8.透光罩采用磨砂钢化玻璃,透光性能好,且降低眩光。
二、安装1.安装高度灯具安装高度以工程设计图为准。
2.安装间距灯具安装间距以工程设计图为准。
3.安装方法(1) 隧道照明灯具使用不锈钢膨胀螺栓固定于隧道壁上,在隧道侧壁的水平位置上间距110mm,钻2- 12孔,孔深>80mm,将M10膨胀螺栓塞入孔中,套上灯具支架,然后将M10螺母拧紧。
(2)将隧道灯具稳妥地安装于灯具支架上,依照设计及实际配光要求调整灯具的仰俯角度。
(3)将电源插头插入安全型防水插座中,旋紧后即可通电运行。
(4)调节灯具照射倾角时,只需旋转调节螺栓,调整结束后需拧紧防松螺母。
三、维护与保养1.为保持良好的照明效果,应根据环境污染程度,定期揩擦透光罩和灯具。
2.灯具照明故障时,应按下列顺序进行检查。
首先切断电源,打开电器箱端盖,抽出电器组合安装板:(1)检查保险丝芯是否损坏;(2)检查各导线接线端是否松动或脱落;当发现其中某一项有故障时,应及时修复或更换,然后接通电源调试。
3.为节省现场维修时间,可采取调换成套组合电器板的方法,既快捷又便利。
方法是:先切断电源,打开电器箱端盖,抽出组合电器板,卸下电源线,换上新的组合电器板后,再将电源线重新接入,接通电源,恢复照明。
调换下来的组合电器板经检修后可重复使用。
四、注意事项1.安装时不可擅自松动或打开电器盒以及其与光源室连接线的线缆束口。
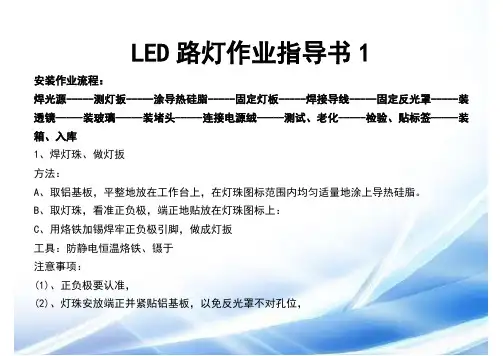
LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:(1)、正负极要认准,(2)、灯珠安放端正并紧贴铝基板,以免反光罩不对孔位,LED路灯作业指导书2(3)、导热硅脂用量要适中(每颗灯珠约用0.1mg),涤层要均匀,小心硅脂污染灯珠表面、周围物体和人体。
(4)、焊点光亮、饱满、无毛刺,2、测灯板方法:取恒流45v直流电源,认准灯板正负极,接电测试。
如发光正常,则进行下一步:如不正常,则退回检修。
工具:恒压45V直流电源、照度计、万用表,注意事项:(1)、注意安全.防止触电,(2)、认准正负极。
3、涂导热硅脂方注:在测好灯板的背面涂上导热硅脂注意事项LED路灯作业指导书3(1)、用量要适中(大约0.03克)涂层要均匀。
(2)、小心硅脂污染灯体表面、周围物体和人体。
4、固定灯扳方法:A、把涂好硅脂的灯板安放到灯壳底部,使每个灯板的螺孔对准灯壳的相应固定孔。
B、用M3X5圆头十字不锈钢螺丝固定上紧。
工具:电动(气动)螺丝刀或手工十字螺丝刀注意事项:(1)、灯板安装方向要求一致,排列整齐,避免装反光罩高低不平或有缝隙,(2)、螺丝要拧紧。
5、焊接导线方注:A、取导线,红线对正极,黑线对负极,用烙铁把所有灯扳按并联法焊接起来。
LED路灯作业指导书4b取做好的灯扳引线,红线对正极.黑线对负极,用烙铁把镀锡的一端焊接在中间那块灯扳上,另一端沿灯壳内边引到下端堵头处。
工具:防静电恒温烙铁、镊子、尖嘴钳注意事项(1)、布线平整,(2)、焊点光亮、饱满、无毛刺.6、固定反光罩方法:取反光罩,放到灯扳上,对准固定孔垃,且让灯珠全部露出反光罩圆孔,用M3x12不锈钢圆头十字螺栓一一上紧。
中山市旺派照明电器有限公司适用产品名称作业指导书工序名称工序排号序号 1 2 3 4 5 文件编号 WPTH-03-001 焊接光源编制日期 2014.6.13 标准工时作业类型材料名称光源铝基板焊锡丝导热硅脂操作说明页数第1页共7页标准产能/H 焊接人员配置材料规格根据BOM 根据BOM 根据BOM 根据BOM LED天花灯 1 材料编号(图一)(图二)作业 1、检查工位表面是否清洁;前检 2、检查物料一致性;查 3、检查设备工具是否完好。
1、将铝基板放在工作台面,在铝基板光源基座位置均匀涂抹导热硅脂,如(图一); 2、先在铝基板上每个光源的焊盘一端加锡,如(图二); 3、再把光源贴装在铝基板相应的位置,注意光源正负极和铝基板上标注的正负极一致,用电熔化使光源引脚焊接在焊盘上,如(图三);本工 4、然后把每个光源的另一个引脚焊接在焊盘上。
序作业(图三)(图四)设备及工具恒温烙铁、防静电手环、手指套 1、作业前一定佩戴防静电手环和手指套。
、焊接时烙铁温度不得高于380℃,如(图四)。
注意 3、焊接时烙铁不要碰到光源表面,以免烫伤光源。
事项 4、光源基座要紧贴铝基板表面,不得翘起,以免散热不好影响光源性能,检查是否有虚焊漏 5、焊接完成后在指定的测试治具上测试,未经点亮测试的产品不得流入下工序;不能点亮的品,做好标示并进行返修拟制单位:生产部批准审核恒温烙铁、防静电手环、手指套批准审核拟制:中山市旺派照明电器有限公司适用产品名称作业指导书工序名称工序排号序号 1 2 3 4 5 文件编号 WPTH-03-001 驱动组装编制日期 2014.6.13 标准工时作业类型材料名称电源电源盒页数第2页共7页标准产能/H 组装人员配置材料规格根据BOM 根据BOM LED天花灯材料编号(图一)操作说明作业 1、检查工作台表面是否清洁;前检 2、检查物料一致性;查 3、检查设备工具是否完好。
1、电源板型号决定使用的电源盒,如(图一); 2、把电源放进电源盒内,扣好电源盒壳,如(图二); 3、输入端与输出端一定要安装正确 4、然后用电批螺丝拧紧,如(图三)(图二)本工序作业(图二)设备及工具螺丝刀、防静电手环或静电手套注意 1、作业前一定佩戴防静电手环或静电手套。
LED球泡灯作业指导书LED球泡灯作业指导书一、介绍本文档为LED球泡灯作业指导书,旨在提供相关指导,让操作人员能够正确使用LED球泡灯进行安装和维护。
二、操作安全1.穿戴必要的个人防护装备,如安全帽、防护眼镜、耳塞等。
2.确保操作环境通风良好,避免操作人员中毒。
3.切勿直接触摸灯泡表面,以免烫伤。
4.使用绝缘工具进行安装和维护。
5.在进行任何维护操作之前,确保灯泡已经断电。
三、灯泡安装1.确认灯座类型和尺寸,确保灯泡与灯座相匹配。
2.根据安装说明,将灯泡插入灯座。
3.轻轻转动灯泡,确保灯泡已牢固固定在灯座上。
4.对于由多个灯泡组成的灯具,确保每个灯泡都正确安装并牢固固定。
四、灯泡更换1.先断开电源,确保灯泡不处于通电状态。
2.等待灯泡冷却后,轻轻拧下损坏的灯泡。
3.根据安装说明选择合适的替换灯泡。
4.将新灯泡轻轻插入灯座,并旋转以固定灯泡。
5.重新连接电源。
五、灯泡维护1.定期检查灯泡外观是否破损,如有破损及时更换。
2.保持灯泡表面清洁,可使用干布或无纺布擦拭。
3.注意灯泡散热,确保周围不堆积杂物。
4.如遇到异常情况,如灯泡不亮、闪烁等,立即停止使用,并寻求专业维修帮助。
附件:1.安装说明书2.维修记录表格法律名词及注释:1.个人防护装备:根据国家相关法律法规规定,为保护人身安全而佩戴的特殊装备。
2.防护眼镜:一种专用于防护眼睛的眼镜,通常由防护框架和防护镜片组成。
3.耳塞:一种用于阻隔噪声的装置,可插入耳朵内。
4.灯座:灯具中用于固定灯泡的部件。
5.绝缘工具:通过特殊设计,减少或阻止电流通过的工具。
6.通风良好:指空气流通良好,没有积聚有害气体或粉尘的环境。
7.中毒:指人体吸入、摄入或接触有毒物质导致机体功能受损的状况。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:led作业指导书篇三:[整理]史上最全LED行业作业指导书(工艺文件)大全 (1)[整理]史上最全LED相关作业指导书(工艺文件)大全一、封装篇LED封装芯片及材料产品购买地址: LED灯珠及光源产品购买地址:LED支架生产流程及应用教程下载地址:SMD-LED支架生产流程下载地址:/thread-50-1-1.htmlLED封装流程及作业指导(全)+品质检验标准下载地址:/thread-10802-1-1.htmlLED芯片全制程图解下载地址:大功率LED生产工艺及作业指导书下载地址:大功率LED光源生产工艺及封装技术(全面)下载地址:大功率LED灯珠封装流程工艺下载地址:/thread-11407-1-1.html大功率LED固晶作业指导书下载地址:/thread-10710-1-3.html大功率LED封装工艺系列之固晶篇下载地址:LED固晶站手动点银胶作业指导书下载地址:大功率LED生产流程图及相关配置下载地址:/thread-11408-1-1.html大功率LED灯珠封装流程工艺下载地址:大功率led底胶(银胶)作业指导书下载地址:SMD LED封胶作业指导+检验指导+检验标准下载地址:LED封胶作业指导书下载地址:/thread-10805-1-1.htmltop led封装作业指导书下载地址:/thread-10729-1-1.html二、照明灯饰产品篇LED照明灯饰产品购买地址:LED灯具产品作业指导书完全版(扫描版) 下载地址:LED压克力立体发光字制作工艺下载地址:LED发光字,灯串制作工艺及流程。
版本号:A/0产品型号:通用型户外L ED 灯具作业目的筛选制程和工艺造成的不良品,检测整灯及驱动性能的老化测试 制表: 审查: 审核:操作步骤1.把经过初测的半成品灯具摆在老化架上并连接电源夹具.
2.打开老化架所对应的电源开关.
3.对于有要求做高低压冲击测试和关断测试的,依据具体工程
要求来调试来执行老化测试 .
4.观察挑选不良品(主要挑选闪灯或死灯不良品);老化灯具若使
用的是明纬、飞利浦电源的,必须老化不低于12小时,对于非明纬、飞利浦电源的灯具必须老化不低于24小时。
5.老化时间达到规定要求后收灯并做好防护。
注意事项
xxxxx有限公司
执行日期2014.03.02文件编号:YR-QA-WI-46
1.老化时灯具应该规则排列,禁止随机任意排放,避免出现灯具碰伤等异常。
2.老化测试架不宜放置与老化无关的任何物件,避免出现短路起火等异常;老化区域须保持好干燥清洁,避免出现触电潜在隐患。
3.老化区域灯具做好防护,防止蚊虫进入灯具影响灯具正常老化。
4.老化产品注意分清是交流电源老化和直流电源老化,避免操作失误而出现批量死灯异
常。
5.在灯具上老化架前注意关闭所在老化架的对应电源开关,上完之后再打开开关,禁止带电操
作。
6.挑出不良品:闪灯、不亮、漏光、光斑、亮边、亮度不够、灯具刮花等,并做好标示
与做好老化记录。
作业对象
使用工具/仪器仪表自 制 老 化 架 、万 用 表、试 电 笔各类模组路灯、泛光灯、模组投光灯、工矿灯、隧道灯、生鲜灯、停车场灯、墙灯。