新型辊压机联合粉磨系统的设计和应用
- 格式:pdf
- 大小:1.02 MB
- 文档页数:3
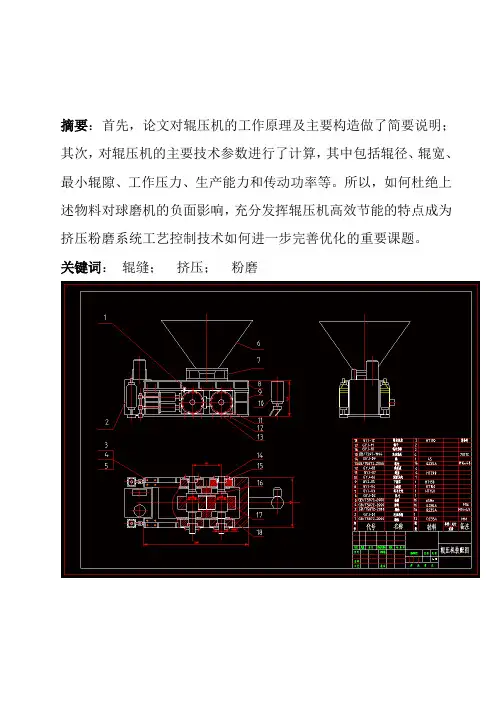
摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。
所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词:辊缝;挤压;粉磨前言 (4)1.辊压机主体结构 (7)1)电机 (7)2)减速机与电机的联接 (8)3)辊子 (9)4)减速机扭力支撑架 (9)5)控制系统 (10)6)干油润滑系统 (10).7)液压系统 (11)8)循环冷却水系统 (12)2.辊压机电气系统 (12)1.电源系统, (13)2、检测系统 (14)(1).主电机电流检测 (14)(2).温度检测 (15)(3).压力信号检测 (16)(4).辊缝检测 (17)(5).进料位置检测 (18)3.主要控制单元 (19)(1).减速机油站 (19)(2).稀油站控制重点 (20)(3).稀油站与主控柜联系 (21)(4).液压系统 (22)(5).液压站控制重点 (23)(6).液压站电控原理 (24)4.组合模块 (25)1.干油站系统 (26)2.电机启动/停止 (27)3.气动阀启动/停止 (27)4.进料装置开度控制 (28)5.辊压机系统备妥、运行、报警、故障 (30)4. 设计总结、致谢 (31)5.参考文献 (33)前言自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。
高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。
高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。
工作辊包括固定辊和可动辊,轴和轴承座。
固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。
两工作辊安装在同一水平面上且互相平行,同步相向运转。
联合粉磨开路磨系统增产与调整邹伟斌中国建材工业经济研究会水泥专业委员会(100831)赵家胤湖北省黄石市产品质量监督检验所(435000)王新四川南威水泥有限公司(四川南江)(636600)题要:本文以生产规模60万吨/年水泥粉磨生产线配置120-50辊压机与动态分级设备(打散分级机)和Ф3.2×13m开路三仓高细管磨机组成的单闭路粉磨工艺系统为例,论述总结了实际生产过程中粉磨系统存在的共性问题及其改进所采取的技术与调整措施,并进行了相关的技术经济分析。
关键词:分级效果磨内改造级配调整分段粉磨1、导言近几年来,设计生产规模60万吨/年的水泥粉磨站,大多采用Ф3.2×13m管磨机。
生产工艺流程中,既有双闭路粉磨工艺系统(辊压机+动态或静态分级机+管磨机+高效选粉机,其中辊压机与动态分级机(打散分级机)或静态分级机(V形选粉机)组成磨前闭路、管磨机与高效选粉机组成闭路);也有单闭路粉磨工艺系统(辊压机+动态或静态分级机+开路管磨机);此外还有普通的一级闭路和开路粉磨系统,在此不赘述。
前两种粉磨工艺系统各有其特点:单闭路系统总装机功率低于双闭路系统,且流程较简单;从大幅度增产角度来看,双闭路粉磨工艺系统大多采用静态分级机(V形选粉机)对辊压机挤压后的物料进行风选分级,入磨物料切割粒径一般≤0.5mm且颗粒较均匀,因粉磨过程中“过粉磨”现象减少,其系统产量潜力发挥明显高于单闭路粉磨工艺系统,系统粉磨电耗一般在28 kwh -33kwh/t水泥左右;当然,若单闭路粉磨工艺系统优化调整方法得当,其增产幅度也较大(>50%以上),系统粉磨电耗也可控制在27kwh -30kwh/t左右。
以国内某单位双闭路粉磨工艺系统为例,其配置的辊压机功率+静态分级机(V形选粉机)循环风机功率=1220kw;另一单位的单闭路粉磨工艺系统中辊压机功率+静态分级机(V 形选粉机)循环风机功率=1320kw;上述两个系统中Ф3.2×13m磨机台时产量均在120t/h 左右。
辊压机联合粉磨工艺系统分析辊压机联合粉磨(或半终粉磨)工艺系统,其技术核心在本质上属于“分段粉磨”。
目前,国内水泥制成工序广泛应用由辊压机+打散分级机(动态分级设备)或V型选粉机(静态分级设备)+管磨机开路(或配用高效选粉机组成双闭路)组成的联合粉磨工艺系统(或由辊压机+V型选粉机(静态分级设备)+高效选粉机+管磨机组成的半终粉磨工艺系统),在实际运行过程中,由于各线生产工艺流程及设备配置、物料粉磨特性、水份等方面因素不尽相同,导致系统产量、质量及粉磨电耗等技术经济指标也参差不齐,本文拟对水泥联合粉磨单闭路(管磨机为开路)及双闭路系统(或半终粉磨系统)中各段常出现的工艺技术与设备故障模式进行探讨分析,并提出了相应的解决办法,仅供粉磨工程技术人员在日常工作中参考,文章中谬误之处恳望予以批评指正:一、辊压机系统故障模式:辊压机挤压效果差故障原因1:1. 被挤压物料中的细粉过多,辊压机运行辊缝小,工作压力低影响分析:辊压机作为高压料床(流动料床)粉磨设备,其最大特点是挤压力高(>150Mpa),粉磨效率高,是管磨机的3-4倍,预处理物料通过量大,能够与分级和选粉设备配置用于生料终粉磨系统。
但由于产品粒度分布窄、颗粒形貌不合理及凝结时间过快、标准稠度需水量大与混凝土外加剂相容性差等工作性能参数方面的原因,国内水泥制备工艺未采用辊压机终粉磨系统,辊压机只在水泥联合粉磨系统中承担半终粉磨(预粉磨)的任务,经施以双辊之间的高压力挤压后的物料,其内部结构产生大量的晶格裂纹及微观缺陷、<2.0mm及以下颗粒与<80um细粉含量增多(颗粒裂纹与粒度效应),分级后的入磨物料粉磨功指数显著下降(15-25%),易磨性明显改善;因后续管磨机一仓破碎功能被移至磨前,相当于延长了管磨机细磨仓,从而大幅度提高了系统产量,降低粉磨电耗。
但辊压机作业过程中对入机物料粒度及均匀性非常敏感,粒状料挤压效果好、粉状料挤压效果差,即有“挤粗不挤细”的料床粉磨特性;当入机物料中细粉料量多时会造成辊压机实际运行辊缝小,主电机出力少,工作压力低,若不及时调整,则挤压效果会变差、系统电耗增加。
联合粉磨系统技术交流联合粉磨系统是一种重要的水泥生产技术,它通过多种磨机共同工作,使原始材料尽可能地细磨,提高水泥品质以及生产效率。
在联合粉磨系统技术中,各工序之间需要进行紧密配合和有效沟通,以确保系统的正常运行和优化效果。
首先,联合粉磨系统需要确保各磨机之间的平衡。
不同的磨机在磨矿物颗粒过程中具有不同的特点和磨矿能力。
为了避免某一台磨机因为工作负荷过重而导致故障,需要精确地控制各磨机之间的进料量和出料量,以保持系统的平衡状态。
其次,联合粉磨系统需要进行材料的合理混合和流通。
原始材料在不同工序中需要经过多次磨矿和混合,以提高水泥的品质和性能。
因此,磨机之间的材料流动需要根据生产工艺和产品要求进行精确控制,确保原材料在系统内的均匀分布和合理流通,从而提高磨矿效率和水泥品质。
另外,联合粉磨系统需要进行精确的控制和调节。
通过对磨机的磨矿参数、进出料口的调节以及系统的温度、压力、流量等参数的监控和调整,可以实现对整个系统的精确控制和优化。
同时,通过对系统运行过程中的数据进行实时监测和分析,可以及时发现问题并采取措施,以确保系统的稳定运行和优化效果。
在实际的生产中,联合粉磨系统技术交流是非常重要的。
不同的生产企业和磨机供应商之间需要进行经验、技术和数据的交流,共同解决生产过程中的问题和挑战。
通过经验交流和技术合作,可以不断改进和提高联合粉磨系统的性能和效益。
总之,联合粉磨系统技术交流对于水泥生产企业和磨机供应商来说具有重要意义。
只有通过有效地沟通和合作,才能共同解决生产过程中的问题,优化系统性能,提高产品质量和生产效率。
联合粉磨系统技术交流是水泥生产企业和磨机供应商之间的一种重要合作方式,通过互相学习、分享经验和技术,共同提高联合粉磨系统的效率和性能。
在技术交流中,需要重视以下几个方面。
首先,技术交流应该着重于磨机的性能和参数。
不同的磨机具有不同的特点和磨矿能力,因此在技术交流中,要重点关注各磨机的磨矿效率、能耗、产能等参数,并根据实际生产情况进行比较和分析。
本文介绍了具有传统柱钉辊与耐磨堆焊辊综合优势的新型柱钉辊的制作工艺及使用效果。
实践表明,新型柱钉辊套不仅使用寿命长,而且能起到提高台时产量及降低电耗的作用。
辊压机技术是20世纪80年代中期从德国KHD公司引进的,当时郑州机械研究所有限公司(以下简称我公司)与合肥水泥研究设计院、中信重工机械股份有限公司、天津水泥工业设计研究院有限公司等国内知名企业,共同对引进的辊压机进行转化设计与制造。
我公司负责辊压机辊面堆焊材料的国产化研究,根据国内水泥物料的实际磨损情况,研制开发出ZD系列耐磨堆焊药芯焊丝,受到国内水泥行业的好评,受委托为一些知名研究院和水泥生产企业堆焊辊压机辊子。
随着辊压机在水泥行业推广应用多年,原来单一的耐磨堆焊已经不能满足市场需求,市场上又出现复合辊、柱钉辊等新技术。
为了满足市场需求,我公司与时俱进,发挥自身优势,研制出新型柱钉辊,经过市场使用,效果良好,特别是在提高磨机产量、降低电耗方面,起到积极的作用。
1、新型柱钉辊研发理念国内最早使用柱钉辊的是江西亚东水泥有限公司,早期该公司生料磨及水泥联合粉磨使用的均是德国KHD公司生产的辊压机,辊子直径1 700 mm,辊子宽度1 800 mm。
用于生料的柱钉辊压机使用效果还可以,但是用于挤压熟料的柱钉辊,辊面柱钉经常剥落,在使用过程中,经常委托我公司进行辊面堆焊。
堆焊多次后只能进行离线修复,把柱钉全部清理掉(见图1),清理深度70 mm左右,重新堆焊耐磨层,把柱钉辊改为堆焊辊(见图2),使用效果良好。
后来该公司把其他挤压熟料的柱钉辊都改为堆焊辊子。
国内辊压机生产厂家借鉴德国KHD公司柱钉工艺生产的辊压机辊子,在使用过程中也经常出现辊面剥落、柱钉脱落现象(见图3、图4)。
图1 清理辊面柱钉图2 重新堆焊后的辊压机辊子图3 镶嵌式柱钉辊辊面剥落图4 镶嵌式柱钉辊柱钉脱落鉴于镶嵌式柱钉辊在运转过程中会出现柱钉脱落等不利现象,我公司在研发柱钉辊时就采用浇铸式辊套。
辊压机双曲线进料装置开发与应用近年来,辊压机联合粉磨系统成为国家重点推广的节能技术之一,辊压机得到了水泥企业大量应用。
料床粉碎是目前公认的最先进的粉磨技术,提升辊压机功效远大于挖掘球磨机潜能,但各厂辊压机节能效果不一,主要原因是材料性能变化及调节措施缺乏所致,尤其是与辊压机系统配套的稳流仓、喂料装置等技术,推广应用不够。
本文就辊压机双曲线进料装置开发与应用作简要介绍。
1 辊压机进料调节必要性辊压机操作影响因素较多,物料、工艺、设备、操作等波动影响较大,合适的进料调节是弱化波动、稳产降耗的必要措施。
这些影响因素包括物料水分,粒度分布,辊磨匹配,选粉机配风,进料非标管道尺寸,稳流仓积料、布料离析,仓位失控或料压不足下料不畅,辊面磨损,侧挡板磨损,挡块、导轨磨损,扭力支撑卡滞,液压系统泄漏,氮气压力不合适,上下限压力设定不合适等等,诸多因素影响辊压机功效发挥。
以上种种波动影响,可控因素较少,系统工艺调节较为复杂,其中辊压机通过量的调节基本能够应对上述大部分问题,或由此调节来优化系统操作。
较好的进料装置能够实现稳定喂料,合理有效做功,从而带来系统节能稳产。
2 辊压机进料技术现状由于料床粉碎效率高,辊压机得以广泛应用,近年来辊压机进料技术受到了重视。
棒阀打不开、仓位控不住、料饼质量差、塌仓、冒灰、振动、偏辊等现象在一些厂仍时有发生,直接影响了辊压机效率,辊压机进料装置的设计对粉磨系统能耗影响较大。
2.1 常见结构目前,常见的辊压机进料调节装置主要由壳体、调节插板、丝杆及传动构成,其调节插板运动主要有直线往复运动和绕轴摆动两种方式,以改变物料与辊面接触面积,实现调节进料量作用。
现行的辊压机有单斜插板偏定辊进料,有双斜插板中间进料等方式,有设置排气箱的,有液压或电控控制的。
使用较为常见的是2013年左右面世的CD技术双杠杆进料装置,见图1,其原理为杠杆带动绕轴摆动的调节板,实现下料管通过面积改变,原理见图2左图。
立磨、辊压机安全运行保护系统的研发与应用刘 强1,贾宣忠2(1.湖北省建筑材料工业研究设计院,武汉430071;2.葛洲坝股份有限公司水泥厂,荆门448032)摘 要: 对立磨系统除去铁和非磁性金属材料的方法进行了研究,通过工艺设计和PLC编程控制,开发出一种创新和完善的立磨安全运行保护系统;实践证明能有效除去铁和锰铬合金、铜、铝等非铁磁性金属,保证了立式磨、辊压机、破碎机等主机设备的安全运行。
关键词: 立磨; 除金属; 保护系统R esearch and Application of Running Safely Protecting System inErective R a w Mill and RollerL IU Qiang,J IA X uan2z hong(1.Hubei Building Materials Research Institute,Wuhan430071,China;2.G ezhouba Cement Plant,Jin gmen448032,China)Abstract: The methods of separating iron and nonferromagnetic materials are discussed in this paper.A new system of protecting erective raw mill running safely is developed based on the technical designing and programming of PLC.Practice running of this system testify that all nonferromagnetic materials such as manganese2chrome、copper and aluminium are elimi2 nated effectively which can safeguard the raw mill、roller and crusher.K ey w ords: erective raw mill; metal separating; protecting system; 随着我国对水泥标号的提高和各水泥企业技术改造的不断深入,粉磨系统已成为水泥厂工艺流程中一个重要的环节。

辊压机联合粉磨系统问题分析及技改措施摘要:为了降低综合生产成本,满足日益激烈的水泥市场,进行了一系列的技术改造和工艺参数的优化,最终实现了P·O42.5水泥台时产量、电耗达标,设备运转率高的目标,保证了水泥产品的稳定,为公司销售拓宽市场奠定了良好的基础。
关键词:辊压机;联合粉磨;压力;分级;结构;级配;降耗;一、概述某公司5 000t/d熟料生产线水泥粉磨系统是由辊压机和?4.2m×13m球磨机组成的双闭路粉磨系统承担,投产后,受系统工艺设计等因素影响,系统堵料,设备空转时间长,设备故障多,水泥电耗高,产量低,制约了水泥销售和产品质量。
为了降低综合生产成本,满足日益激烈的水泥市场,我公司受邀对该系统进行了一系列的技术改造和工艺参数的优化,最终实现了P·O42.5水泥台时产量、电耗达标,设备运转率高的目标,保证了水泥产品的稳定,为公司销售拓宽市场奠定了良好的基础。
二、存在问题及技改措施1.技改工艺流程。
原工艺流程:熟料、脱硫石膏及混合材等按一定比例配料后,经带式输送机、配合料提升机、辊压机中间仓,经过辊压后的物料由混合料提升机送入V型选粉机,粗料返回经喂料小仓入辊压机循环辊压,细料由旋风分离器分离后入球磨机中粉磨。
辊压机系统的废气经循环风机分别进入V型选粉机和闭路球磨机系统的高效水平涡流选粉机。
粉煤灰出库经喂料计量设备按水泥配比要求通过空气输送斜槽、提升机和V型选粉机入磨,选出的粗粉入磨粉磨,成品水泥随气流进入袋收尘器,收下的水泥成品由空气输送斜槽送至水泥库。
(1)存在问题及技改措施:由于脱硫石膏、高炉矿渣水分偏大,物料频繁在入辊压机中间仓的下料溜子处堵料,物料流动性不好造成中间仓下料不畅,只能靠岗位工活动棒阀维持生产。
系统频繁堵料造成磨机止料频繁,岗位工清堵劳动强度加大,磨机空转时间长,后滑履瓦温度升高,造成磨机调停,影响了产质量及设备的稳定运行。
通过论证,混合料提升机最大提升量为1 000t/h,拆除配合料提升机后,能够满足配料站物料和出辊压机物料的提升量,且物料直接进V型选粉机后可以将水分随气流带走,减少细粉量。
2中图分类号:TQ 72.632 文献标识码:B 文章编号: 008-0473(20 7)02-002 -04 DOI 编码: 0. 6008/ki. 008-0473.20 7.02.003辊压机联合粉磨系统和半终粉磨系统的应用比较摘 要 单,水泥质量稳定,但电耗高于半终粉磨系统。
关键词 0 引言公司两条水泥粉磨生产线,2010年投产的1号磨是辊压机联合粉磨系统,2015 年投产的2号磨为辊压机半终粉磨系统。
本文就该两种粉磨系统在该公司的应用状况进行比较。
1 工艺介绍辊压机半终粉磨工艺流程见图1,辊压机联合粉磨工艺流程见图2。
图1 辊压机半终粉磨工艺流程辊压机半终粉磨工艺,本质就是在原联合粉磨系统中的辊压机预粉磨环节增设一台成品专用选图2 辊压机联合粉磨工艺流程2 主要设备配置两种粉磨系统主要设备配置见表1。
半终粉磨系统特点:半终粉磨系统的设备配置比联合粉磨系统有更大的处理能力,这是提高系统产能的前提,单机设备富余量大,才有系统提产空间。
半终粉磨系统主要设备装机容量增加大约835 kW,设备投资增加300万元左右。
2.1 选粉机半终粉磨系统所用的选粉机采用下进风方式,气流通过具有一定角度的翼型导流装置与分级32μm~200μm物料进球磨机粉磨;0μm~32μm 内风速不均匀,风量略显不足,水平风道易积料;半终粉磨系统改为三仓磨,全磨采用钢球,以提高与联合粉磨系统相比,半终粉磨系统平均台表1 两系统主要设备配置及技术参数表3 联合粉磨系统磨机级配段选取的细粉量,寻求产量与需水量的平衡,经实践验证,选取的细粉量占水泥成品20%左右较为合适。
磨机研磨体全部使用钢球,有助于提高水泥颗统影响较大,各子系统平衡较难,同等条件下调整到正常状态耗时较长。
半终粉磨系统操作画面见图3,联合粉磨系统操作画面见图4。
24图3 半终粉磨系统操作画面系统效率。
5 结束语(1)辊压机联合粉磨系统和半终粉磨系统对比,半终粉磨系统主要设备装机容量加大约835 kW,设备投资增加300万元左右,平均台产提高50 t/h,水泥电耗下降约6 kWh/t,节电效果显著。
谈¢4.2x14.5m水泥磨联合粉磨系统的达产、达标调试作者:程秋梅来源:《科协论坛·下半月》2013年第11期摘要:分析¢4.2x14.5米水泥磨联合粉磨系统存在的问题,通过调解辊面接触物料宽度、磨内结构和研磨体级配三方面,最终使该系统在2010年5月份达到其生产能力。
关键词:粉磨系统调解达标方法中图分类号:TQ172.637 文献标识码:A 文章编号:1007-3973(2013)011-055-02冀东水泥吉林有限责任公司经过一年的改造扩建,于2009年9月正式投产。
粉磨系统是由¢4.2x14.5m水泥磨及¢1.6x1.4m辊压机组成的联合粉磨系统。
由于改造时间紧,各项工艺配套项目衔接不完善,所以自开机以来,磨机产质量都维持在较低水平,台时产量较低,比表面积、细度质量指标连续不合格,极大地影响公司的正常生产。
经过我公司技术人员的不懈探索和努力调试,终于使本套系统在2010年5月份达到其生产能力,P.O42.5水泥台时产量170 t/h,比表在360m2/kg左右,0.08mm方孔筛细度在1 ¢4.2x14.5米水泥磨联合粉磨系统存在的问题自2009年9月到2010年4月的生产过程中,两条生产线的平均台时产量在140t/h左右,比表面积在350m2/kg左右,0.08mm方孔筛细度在5~8左右。
此种生产状况与本套系统设计产量170t/h差距很大,各项消耗指标均高于控制值,不能满足生产要求。
2 原因分析2.1 辊压机因素辊压机的辊面宽度为1600mm,在工作辊缝达到30~40mm的正常工作状态下,由于辊面过宽,处理物料能力过大,即使在打散分级机转速较低的情况下,入磨物料仍很多;同时,由于物料在辊压机轴向分布较平均,辊压机运行时做工面较大,即使调解斜插板控制料饼厚度,辊压机的动、定辊电流仍然较低,做功效果不好,物料得不到充分的挤压,入磨物料易磨性得不到很大的改善。
2.2 磨内结构因素本套系统采用两仓式内部结构,一仓长3.80m,二仓长10.45m,虽然二仓长是一仓长度的2.75倍,符合水泥磨的设计要求,但是由于只有一道隔仓板,所以物料在磨内的综合流速仍很难控制,物料在磨内流速很快,粉磨效果不好;同时,二仓内活化环高度为485mm,是钢锻及物料面高度的0.37倍,根据筛余曲线分析得出:其运动时的阻料作用及活化作用都较小,使得二仓钢锻的研磨作用不能充分的发挥出来,出磨物料的比表面积偏低,细度偏高。