电熔管件参数
- 格式:xls
- 大小:31.00 KB
- 文档页数:4
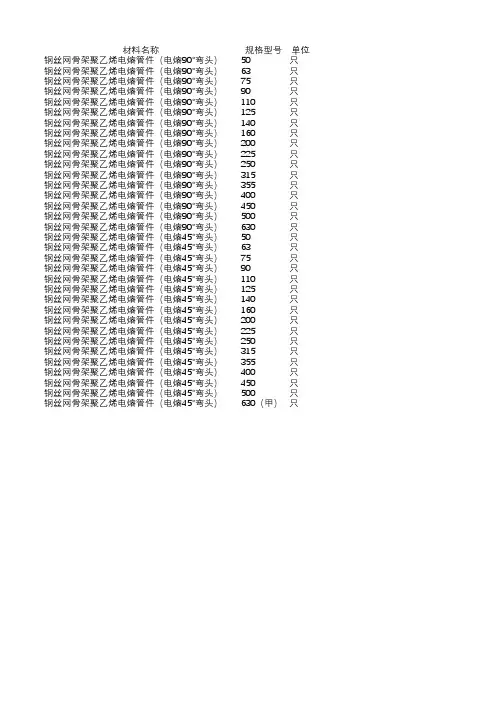
材料名称规格型号单位钢丝网骨架聚乙烯电熔管件(电熔90°弯头)50只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)63只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)75只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)90只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)110只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)125只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)140只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)160只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)200只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)225只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)250只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)315只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)355只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)400只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)450只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)500只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)630只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)50只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)63只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)75只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)90只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)110只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)125只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)140只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)160只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)200只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)225只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)250只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)315只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)355只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)400只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)450只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)500只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)630(甲)只。
PE电熔管件焊接参数1. 引言PE(聚乙烯)电熔管件是一种常用于给水、燃气、化工和其他领域的管道连接件。
它具有耐腐蚀、抗老化、高强度等优点,因此在工程中得到广泛应用。
为了确保PE电熔管件的焊接质量,我们需要掌握正确的焊接参数。
本文将介绍PE电熔管件的焊接参数,包括温度、压力和时间等关键参数。
我们还将讨论如何选择合适的焊接参数以及如何调整参数以适应不同的工程需求。
2. 焊接温度焊接温度是决定PE电熔管件焊接质量的重要参数之一。
过低的温度会导致焊缝强度不足,而过高的温度可能引起材料熔化或变形。
根据实际情况,选择合适的焊接温度非常重要。
一般来说,PE电熔管件的标准焊接温度范围为200°C至250°C。
在选择具体温度时,可以参考以下几个因素:•PE材料类型:不同类型的PE材料对焊接温度的要求可能有所不同。
在选择温度时,需要根据材料的熔点和热稳定性来确定。
•管件尺寸:管件尺寸越大,需要的焊接温度就越高。
因为大尺寸的管件需要更多的热量来实现完全熔化。
•环境温度:环境温度也会对焊接温度产生影响。
在低温环境下,可能需要增加焊接温度以保证焊缝质量。
3. 焊接压力除了合适的焊接温度外,适当的焊接压力也是确保PE电熔管件焊接质量的关键因素之一。
过低或过高的压力都会对焊缝质量产生不良影响。
一般来说,推荐使用的标准焊接压力范围为0.5MPa至1.5MPa。
具体选择时,可以考虑以下几个因素:•PE材料类型:不同类型的PE材料对焊接压力的要求可能有所不同。
一般来说,较硬、刚性的PE材料需要较高的压力来确保良好的融合。
•管件尺寸:管件尺寸越大,需要的焊接压力就越高。
因为大尺寸的管件需要更大的压力来使焊缝充分贴合。
•环境条件:环境条件也会对焊接压力产生影响。
在高温环境下,可能需要降低焊接压力以避免过热和变形。
4. 焊接时间除了温度和压力外,焊接时间也是决定PE电熔管件焊接质量的重要参数之一。
过短的时间可能导致焊缝结合不牢固,而过长的时间则会引起过热和变形。
hdpe管电热熔焊接参数1. 管材概述- HDPE管材是一种高密度聚乙烯管材,具有优良的物理性能和化学稳定性。
- 良好的耐腐蚀性和耐酸碱性,适用于各种排水、供水和化工管道等。
2. 焊接方法- HDPE管材常用的焊接方法有热熔焊,电熔焊,热板堆熔焊等,其中热熔焊是最常用、最常见的一种。
- 热熔焊分为手动熔接和机械熔接两种方式,相比于机械熔接,手动熔接需要使用特殊的焊接工具,更为简便,广泛应用于小口径、短距离的电力、供水、排水管道等。
3. 电热熔焊接参数- HDPE管材的电热熔焊接主要包括加热、热熔和冷却三个过程,因此焊接参数需要注意以下几个方面:- 加热温度:一般规定为215℃±5℃,应有专用的加热器或工具,在使用前应先校验加热器或工具的温度是否符合要求。
- 热熔时间:一般为40-60秒。
- 热熔压力:一般要求在0.85MPa左右,压力过大易导致管材变形甚至断裂。
- 冷却时间:一般为4-6分钟,管材接头要充分冷却后才能移动或加压使用。
4. 注意事项- 在电热熔焊接HDPE管材时,必须保证管材必须完整,受到划痕或污染的管材不能用于焊接。
- 焊接前需要清洗焊接表面,确保表面平整洁净,以保证接头焊接密实。
- 焊接时需要严格按照操作规范进行操作,不得擅自调整焊接参数和操作过程,特别是热熔温度、热熔压力等参数,否则会影响接头质量。
- 焊接完成后,需要对接头进行检验,确保接头质量良好,如发现问题,应及时处理。
总的来说,电热熔焊接HDPE管材是一种高要求的工艺,需要在一定的技术背景下进行操作。
在操作时,需要结合实际情况审慎考虑焊接参数,确保操作规范、操作安全,并在焊接完成后进行严格的检验,以保证焊接的质量。
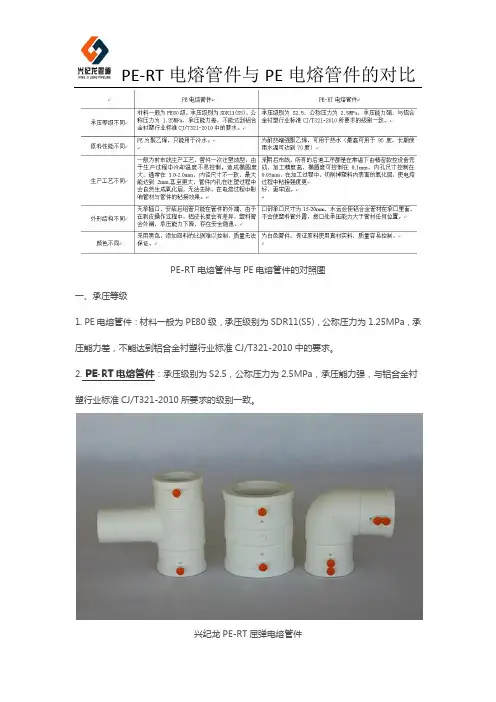
PE-RT电熔管件与PE电熔管件的对照图一、承压等级1. PE电熔管件:材料一般为PE80级,承压级别为SDR11(S5),公称压力为1.25MPa,承压能力差,不能达到铝合金衬塑行业标准CJ/T321-2010中的要求。
2. PE-RT电熔管件:承压级别为S2.5,公称压力为2.5MPa,承压能力强,与铝合金衬塑行业标准CJ/T321-2010所要求的级别一致。
兴纪龙PE-RT屈弹电熔管件二、原料性能1.PE电熔管件:PE为聚乙烯,只能用于冷水。
2.PE-RT电熔管件:为耐热增强聚乙烯,可用于热水(最高可用于95度,长期使用水温可达到70度)三、生产工艺1. PE电熔管件:一般为前布线生产工艺,管件一次注塑成型,由于生产过程中冷却温度不易控制,造成椭圆度大,通常在1.0-2.0mm,内径尺寸不一致,最大能达到2mm,甚至更大,管件内孔在注塑过程中会自然生成氧化层,无法去除,在电熔过程中影响管材与管件的粘接效果。
2. PE-RT电熔管件:采用后布线,所有的后道工序都是在常温下由精密数控设备完成,加工精度高,椭圆度可控制在0.1mm,内孔尺寸控制在0.05mm,在加工过程中,切削掉塑料内表面的氧化层,使电熔过程中粘接强度更好,更牢固。
四、外形结构1.无承插口,安装后铝管只能在管件的外端,由于在剥皮操作过程中,铝皮长度会有差异,塑料管会外漏,承压能力下降,存在安全隐患。
2.口部承口尺寸为15-20mm,永远会使铝合金管材在承口里面,不会使塑料管外露,接口处承压能力大于管材任何位置。
PE电熔管件四、颜色不同1.采用黑色,添加回料的比例难以控制,质量无法保证。
2.为白色管件,保证原料使用真材实料,质量容易控制。
电熔管件参数范文电熔管件是一种通过加热将管道连接部分熔接在一起的管道连接方式。
其参数包括管材质量参数和管道尺寸参数。
1.管材质量参数:电熔管件的管材材料通常是聚乙烯(PE)或聚丙烯(PP),通过将管材加热到熔化状态来实现管道的连接。
管材材料的质量参数主要包括密度、拉伸强度和冲击强度等。
(1)密度:电熔管件的密度是指单位体积管材的质量,一般用千克/立方米(kg/m³)表示。
聚乙烯的密度一般在900kg/m³-950kg/m³之间,而聚丙烯的密度一般在900kg/m³-940kg/m³之间。
密度的差异会直接影响管材的硬度和机械性能。
(2)拉伸强度:电熔管件的拉伸强度是指在标准试验条件下管材在拉伸过程中所能承受的最大应力,一般用兆帕(MPa)表示。
聚乙烯的拉伸强度一般在20MPa-30MPa之间,而聚丙烯的拉伸强度一般在20MPa-40MPa之间。
拉伸强度的差异会直接影响管材的抗拉能力和使用寿命。
(3)冲击强度:电熔管件的冲击强度是指单位截面积管材在冲击试验中所能承受的最大冲击应力,一般用焦耳/平方厘米(J/cm²)表示。
聚乙烯的冲击强度一般在10J/cm²-15J/cm²之间,而聚丙烯的冲击强度一般在15J/cm²-30J/cm²之间。
冲击强度的差异会直接影响管材的耐冲击性能。
2.管道尺寸参数:电熔管件的管道尺寸参数主要包括管材直径、壁厚和长度等。
(1)管材直径:电熔管件的管材直径一般以毫米(mm)为单位表示,常见的直径有20mm、25mm、32mm、40mm等。
管材直径的选择应根据实际使用需求和管道运输压力确定。
(2)壁厚:电熔管件的壁厚一般以毫米(mm)为单位表示。
不同直径的管材通常具有不同的壁厚。
壁厚的选择应根据管道运输介质的性质及其运输压力等因素进行合理确定。
(3)长度:电熔管件的长度一般以米(m)为单位表示。

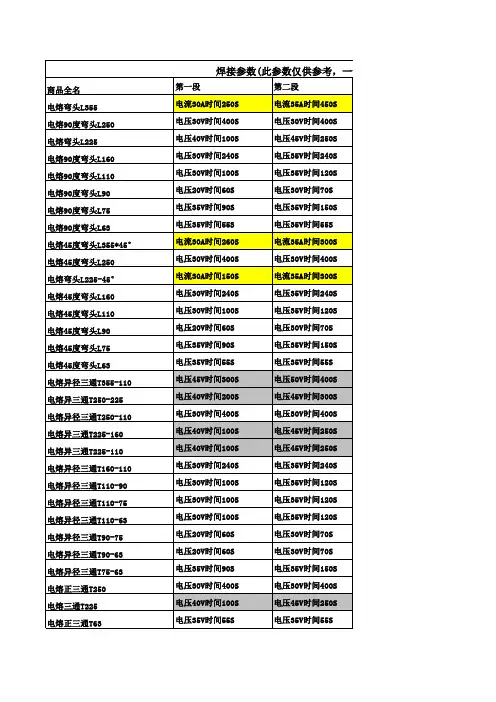

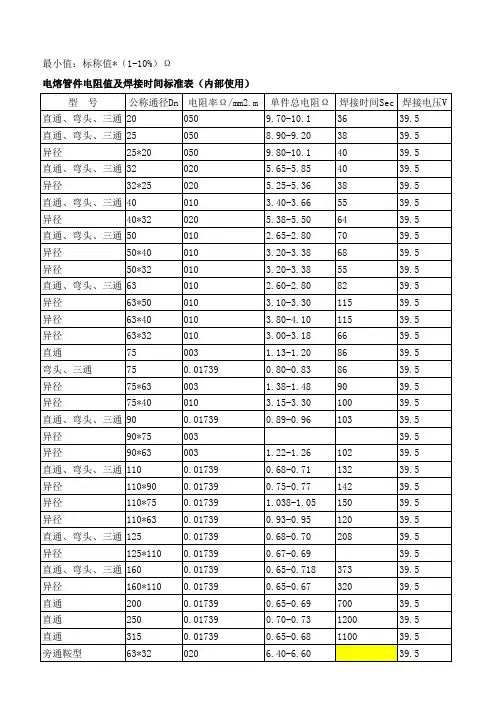
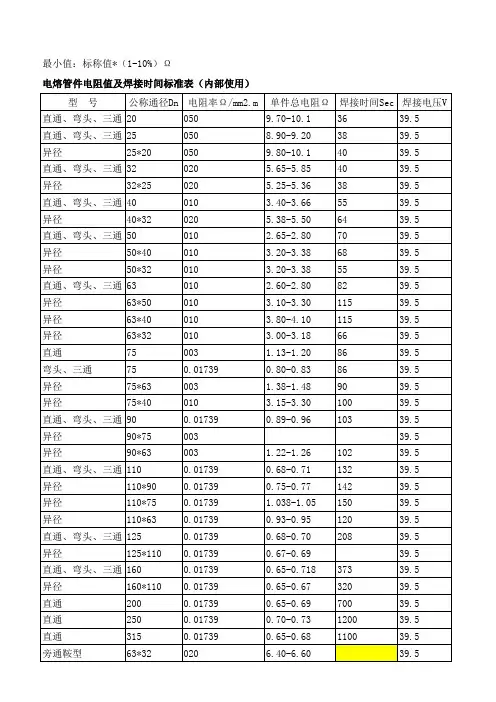
PE管电熔热熔的焊接参数
热熔焊接参数受焊接、壁厚、原料等级和所执行标准不同而不同,国内标准参数可参照TSG D2002-2023和GB/T19809,或燃气或给水的CJJ工程。
PE管的焊接,PE管道对接焊缝,该方法提供了最高的可靠性和直径的范围内和压力过程:加热的管子的端部,使用一个工具,称为接触压力和温度定义下的“镜像”。
端部被迅速接触,并保持在压力下,在冷却过程中。
PE管有中密度聚乙烯管和高密度聚乙烯管。
根据壁厚分为SDR11和SDR17.6系列。
前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。
扩展资料
HDPE管道系统优点:
1、连接可靠:聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本
体强度。
2、低温抗冲击性好:聚乙烯的低温脆化温度极低,可在-60-60℃温度范围内安全
使用。
冬季施工时,因材料抗冲击性好,不会发生管子脆裂。
3、抗应力开裂性好:HDPE具有低的缺口敏感性、高的剪切强度和优异的抗刮痕
能力,耐环境应力开裂性能也非常突出。
4、耐化学腐蚀性好:HDPE管道可耐多种化学介质的腐蚀,土壤中存在的化学物
质不会对管道造成任何降解作用。
聚乙烯是电的绝缘体,因此不会发生腐烂、生锈或电化学腐蚀现象。
5、耐老化,使用寿命长:含有2-2.5%的均匀分布的炭黑的聚乙烯管道能够在室外露天存放或使用50年,不会因遭受紫外线辐射而损害。
电热熔pe管件参数电热熔PE管件是一种常见的管道连接方式,具有许多特点和参数。
下面将对电热熔PE管件的参数进行详细介绍。
1. 材质:电热熔PE管件通常采用聚乙烯(PE)作为主要材料,具有良好的耐腐蚀性、耐磨性和耐压性能,能够适应不同场合的使用需求。
2. 规格:电热熔PE管件的规格一般包括管径和壁厚两个参数。
管径是指管件连接口的直径,常用的规格有DN20、DN25、DN32等。
壁厚是指管件壁的厚度,通常有SDR11、SDR17.6等不同级别。
3. 工作压力:电热熔PE管件的工作压力是指其能够承受的最大压力。
根据不同规格和材质的管件,其工作压力也有所不同,一般在0.6MPa至1.6MPa之间。
4. 熔接温度:电热熔PE管件的熔接温度是指在熔接过程中所需的加热温度。
熔接温度一般根据管件材料的熔点和熔融温度范围确定,一般在200℃至250℃之间。
5. 熔接时间:电热熔PE管件的熔接时间是指加热到一定温度后,保持加热时间以使管件熔接牢固。
熔接时间一般根据管件材料的熔点、壁厚和规格确定,一般在5秒至15秒之间。
6. 熔接强度:电热熔PE管件的熔接强度是指熔接后管件连接处的牢固程度。
熔接强度一般与管件材料的熔点、熔融温度、熔接时间和熔接压力等因素有关,一般要求能够承受一定的拉力和压力,确保管道连接的稳定性。
7. 使用寿命:电热熔PE管件的使用寿命是指在正常使用条件下,管件能够保持正常运行的时间。
使用寿命一般受到管件材料的耐腐蚀性、耐磨性、耐压性和抗老化性能等因素的影响,一般可达到20年以上。
8. 应用领域:电热熔PE管件广泛应用于城市给排水、燃气输送、农田灌溉等领域。
其优点是安装简便、维修方便、使用寿命长、耐腐蚀、耐高温等,逐渐取代了传统的铸铁管、钢管等。
总结起来,电热熔PE管件的参数包括材质、规格、工作压力、熔接温度、熔接时间、熔接强度、使用寿命和应用领域等。
了解这些参数可以帮助我们选择合适的电热熔PE管件,确保管道连接的质量和安全性。