SMT车间作业流程图
- 格式:doc
- 大小:178.45 KB
- 文档页数:4
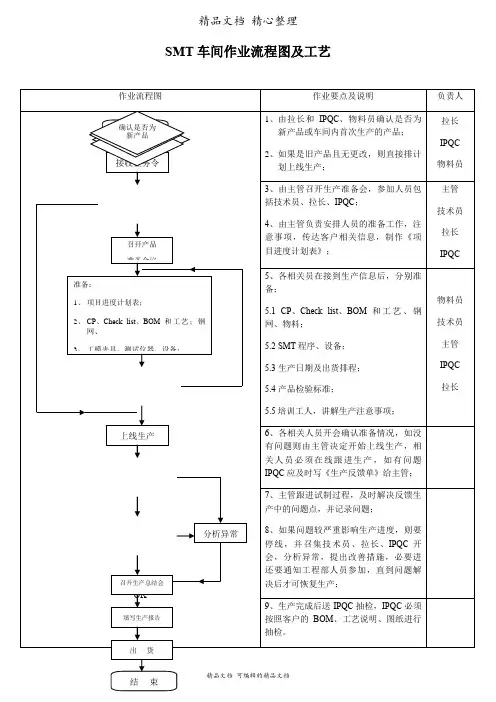
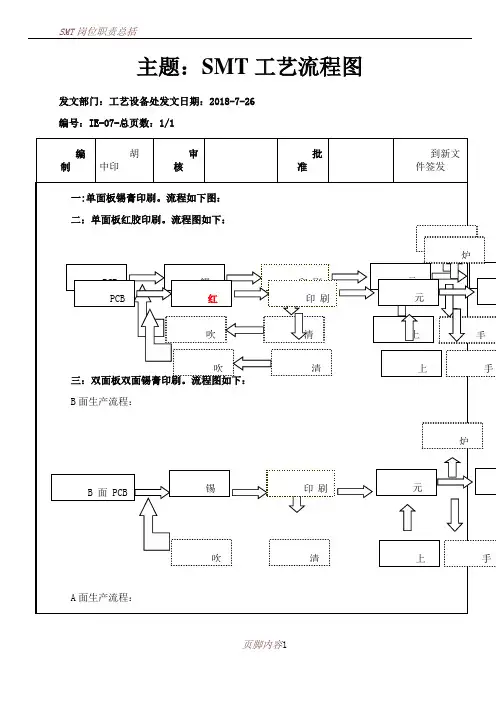
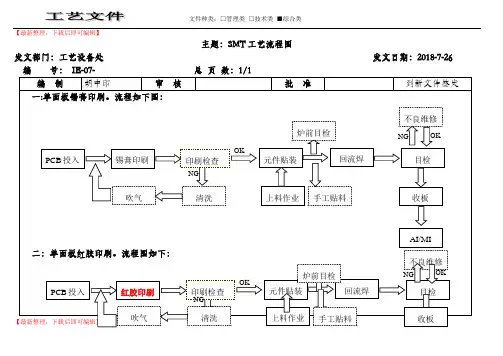
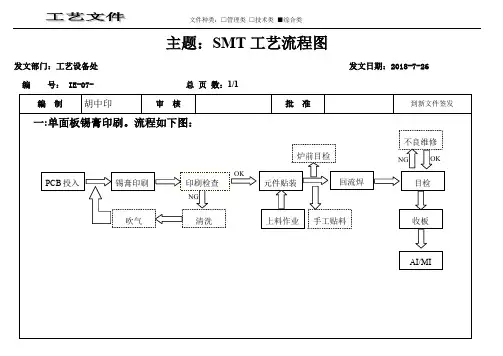
SMT车间作业流程图及工艺
SMT生产工艺Check List
验证内容:SMT 其它
拟制:审核:批准:
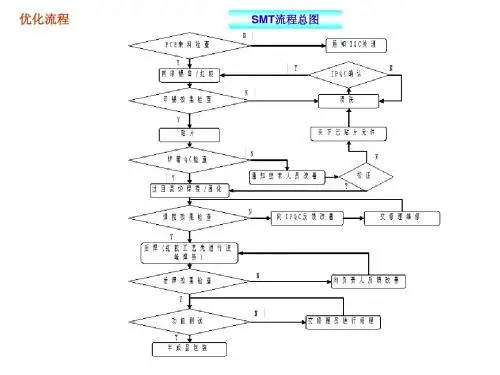
一、过程关键工序控制:
①合格率=合格数÷投入总数以该工序实际生产的数量填写,无该工序时不填写。
二、IPQC检验合格率
①合格率=合格数÷检查数
三、可生产性及改善建议
四、生产结论
□生产正常,不需作任何更改。
□不可以正常生产,必须重新改进后再生产。
拟制:审核:批准:
精品文档精心整理
附3 废水、噪声、粉尘、固体废弃物处理工艺流程图1、废水处理
2、噪声处理
3、粉尘处理
4固体废弃物处理
精品文档可编辑的精品文档。

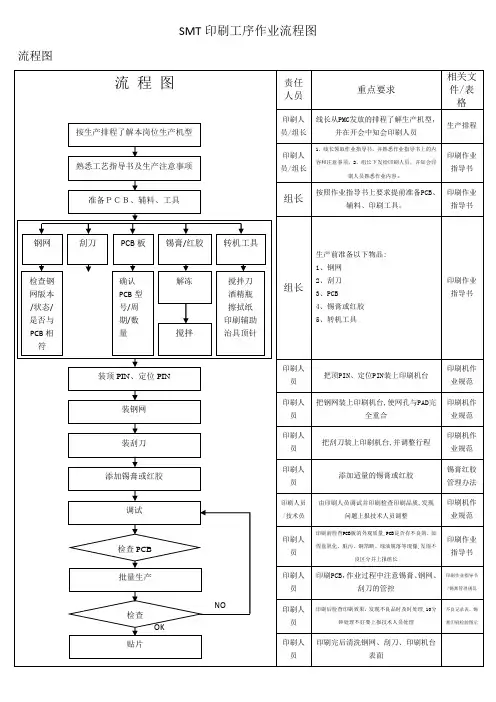
SMT印刷工序作业流程图流程图作业内容1、熟悉工艺指导书及生产注意事项参照《锡膏印刷作业指导书》,里面有一些产品的特殊要求。
2、准备PCB、辅料、工具2。
1、工具准备:搅拌刀、酒精瓶、擦拭纸、顶针、印刷治具、气枪、放大镜(针对一些特殊产品)2.2、锡膏、红胶准备根据产品要求选择无铅锡膏、有铅锡膏、红胶。
千住锡膏(M705-GRN360-K2)在室温下进行回温2小时.车间温度:18~26℃,车间湿度40—70%。
已回温未开封的焊膏不得放置超过24小时,超过24小时应重新放回冰箱,下次先领用;同一瓶焊膏的回温次数≤2次。
乐泰锡膏(CR37)在室温下进行回温4小时。
车间温度:18~26℃,车间湿度40—70%.已回温未开封的焊膏不得放置超过24小时,超过24小时应重新放回冰箱,下次先领用;同一瓶焊膏的回温次数≤2次。
贴片胶使用前,应先从冷藏柜中取出,放置在阴凉处(不要放在冰柜顶部)回温,ESGS.W880、富士NE3000S回温时间3—4小时.回温时不应打开封口,贴片胶只允许回温一次. 锡膏搅拌时间3分钟。
2。
3、准备PCB板2。
3.1、确认PCB型号/周期/数量/版本号/包装状态(OSP必须是真空袋包装).2。
3。
2、确认领取时是否有不同版本的PCB,如果有必须确认清楚.2.4、刮刀准备2. 4。
1、每次生产前必须先检查刮刀的平整度、变形、磨损情况,若不良现象存在于印刷区域中,致使无法印刷出品品质合格的图形,该刮刀必须报废处理;若不影响印刷效果或不良情况未在印刷区域中,则需请技术部确认后方可使用。
2。
4。
2、上述情况必须完全记录在《SMT制程记录表》上。
2。
5、准备钢网2。
5.1、检查钢网版本/状态/是否与PCB相符.2。
5。
2、每次使用前必须先检查钢网的平整度、变形、磨损、钢网绷网、张力,若不良现象存在于需印刷的图形之上致使无法印刷出合格的图形,该钢网必须报废处理;2。
5。
3、若不影响印刷效果或不良情况未在印刷图形之上,则需请技术部确认后,才能使用;针对绷网胶水开裂致使钢网松弛现象,则需请技术部进行绷网处理之后,测试张力大于30N/cm,方可使用.2.5。