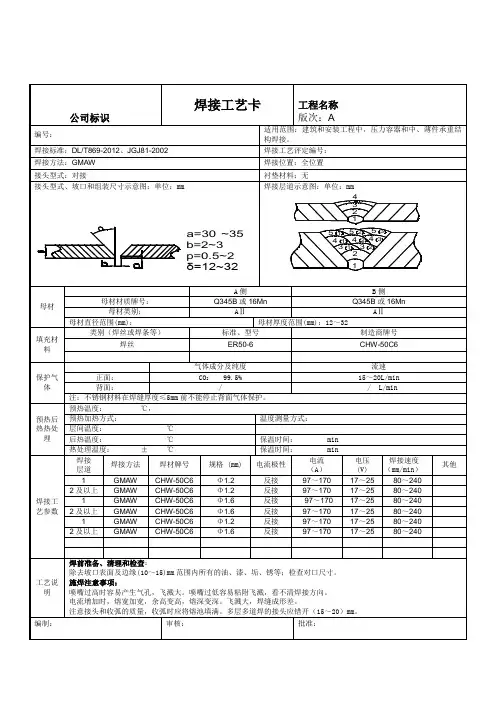
焊接工艺节点图
- 格式:doc
- 大小:3.13 MB
- 文档页数:19
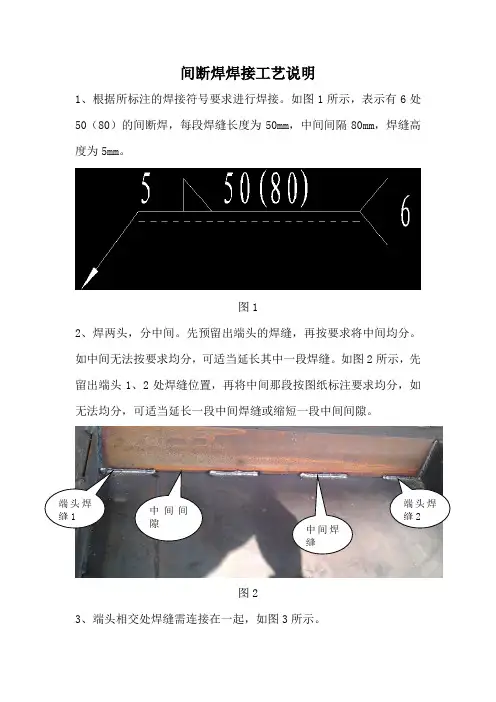
间断焊焊接工艺说明
1、根据所标注的焊接符号要求进行焊接。
如图1所示,表示有6处50(80)的间断焊,每段焊缝长度为50mm ,中间间隔80mm ,焊缝高度为5mm 。
图1
2、焊两头,分中间。
先预留出端头的焊缝,再按要求将中间均分。
如中间无法按要求均分,可适当延长其中一段焊缝。
如图2所示,先留出端头1、2处焊缝位置,再将中间那段按图纸标注要求均分,如无法均分,可适当延长一段中间焊缝或缩短一段中间间隙。
图2
3、端头相交处焊缝需连接在一起,如图3所示。
端头焊缝1
端头焊缝2
中间间隙
中间焊缝
正确焊法:
端头相交处
焊缝需相连
图3 不合理焊法:
端头相交处
焊缝未连接
图4
4、各梁连接处为关键受力部位,焊缝需相连,如下图所示。
图5
正确焊法:关键受力处,焊缝相连
不合理焊法:关键受力处,焊缝未相连
焊缝未相连
关键处焊缝未连接 补焊关键处焊缝。

316L 不锈钢管道焊接工艺焊接工艺(1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d >Φ159 mm 的采用氩弧焊打底,手工电弧焊盖面。
d ≦Φ159 mm 的全用氩弧焊。
焊机采用手工电弧焊/氩弧焊两用的WS7 一400 逆变式弧焊机。
document.write("");xno = xno+1;(2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择HooCr19Ni12Mo2氩弧焊用焊丝,手弧焊用焊条CHSO22 作为填充材料,其成分见表1 和表2。
表1 焊丝HOOCr19Ni12Mo2化学成分(%)(3)焊接参数。
奥氏体不锈钢的突出特点是对过热敏感,故采用小电流、快速焊,多层焊时要严格控制层间温度,使层间温度小于60 ℃ 。
具体参数见表3 。
表3 焊接参数(4 )坡口形式及装配定位焊。
坡口形式采用V 形坡口,由于采用了较小的焊接电流,熔深小,因而坡口的钝边比碳钢小,约为0-0.5 mm,坡口角度比碳钢大,约为65°- 700°,其形式见图l 。
图1 坡口形式因不锈钢热膨胀系数较大,焊接时产生较大的焊接应力,要求采用严格的定位焊。
对于d≦Φ89 mm 的管采用两点定位,d=Φ89-Φ219 mm采用三点定位,d≧219 mm 的采用四点定位;定位焊缝长度6-8 mm。
(5)焊接技术要求:① 手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接;② 焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用丙酮清洗;焊条应在200-250 ℃ 烘干1h,随取随用;③ 焊前将工件坡口两侧25 mm 范围内的油污等清理干净,并用丙酮清洗坡口两侧25 mm 范围;④ 氩弧焊时,喷嘴直径Φ2 mm , 钨极为钵钨极,规格Φ2.5 mm ;⑤ 氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成形。
接头焊接工艺卡接头焊接工艺卡第页共页接头简图焊接顺序焊接工艺卡编号DuGDM5-41、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽。
接头名称法兰与壳体或接管的组合焊接接头2、采用六层焊接成形,焊接顺序如左图所示。
接头编对接焊缝1~3层采用焊条电弧焊。
角接焊缝先号用焊条电弧焊封底焊接第4层,再用埋弧焊焊接焊接工艺评定报告编号P004、P045角焊缝第5~6层(船形焊)。
在焊接过程中层间应清渣、修磨,并应确保每层焊缝的内在及外观质量。
否则应铲除重焊或修整。
3、焊后应清除熔渣及飞溅,自检后用产品简图记录焊工钢印代号。
焊工持证项目D4-5、M4-5检验序号本厂锅检所第三方或用户母材厚度,mm焊缝金属厚度,mm焊接位置平位+角焊俯位层一道焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)施焊技术不摆动焊、层间清渣牌号直径极性电流(A)预热温度(℃)常温1焊条电弧焊A102(7)ф3.2交流或直流反极性80~12020~2516~187.9层间温度(℃)≤60℃ 2焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3焊后热处理无 3焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3后热无 4焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3钨极直径5埋弧焊HOC r21N i10+HJ260ф3.2直流反极性350~38028~3070~808.5喷嘴直径6埋弧焊HOC r21N i10+HJ260ф3.2直流反极性400~45028~3070~809.9脉冲频率脉宽比(%)气体成分气体流量正面背面接头焊接工艺卡第页共页接头简图焊接顺序焊接工艺卡编号DuGDM4-41、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽。
接头名称法兰与壳体或接管的组合焊接接头2、采用六层焊接成形,焊接顺序如左图所示。

HUALU 1X02-2010华陆工程科技有限责任公司G O N G S I B I A O Z H U N S H E J I H U A L U 1X 02-2010目录目录………………………………………………………100 (共01张)钢结构节点详图说明…………………………… 101~106 (共06张)变截面H型钢柱工厂拼接……………………… 201、202 (共2张)H型钢柱工地拼接………………………………… 203、204 (共05张)梁与柱强轴刚接节点…………………………… 301~309 (共12张)梁与柱强轴铰接………………………………… 401、402 (共11张)梁与柱弱轴刚接节点…………………………………… 601 (共01张)梁与柱弱轴铰接………………………………… 701、702 (共11张)H型钢梁工厂拼接………………………………………801 (共01张)H型钢梁工地拼接………………………………………802 (共01张)H型钢柱节点域补强…………………………………901~906 (共06张)柱间支撑……………………………………………1001~1009 (共11张)H型钢柱间支撑工地拼接…………………………………1010 (共01张)梁与梁铰接连接……………………………………1101~1112 (共86张)水平支撑的连接节点………………………………1201~1206 (共06张)钢结构焊接连接节点通用图批准部门:华陆工程科技有限责任公司技管理术部标准编号:HUALU 1X02-2010主编单位:华陆工程科技有限责任公司土建室发布日期:2010年12月20日实行日期:2010年12月20日主编单位负责人:主编单位技术负责人:技术审定人:设计负责人:目录100说明:1.本套钢结构节点详图适用于非抗震及抗震等级低于或等于二级的一般工业与民用钢结构节点连接。
2.设计依据:《建筑结构可靠度设计统一标准》GB 50068-2001《钢结构设计规范》GB 50017-2003《建筑抗震设计规范》GB 50011-2010《高层民用建筑钢结构技术规程》JGJ 99-98《钢结构工程施工质量验收规范》GB 50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002《建筑结构制图标准》GB/T 50105-2001《热扎H型钢和剖分T型钢》GB/T 11263-2005《焊接H型钢》YB 3301-20053.材料:3.1钢材采用Q235等级B、C、D的碳素结构钢及Q345等级B、C、D、E的低合金高强度结构钢。
钨极氩弧焊(TIG焊)焊接工艺一焊接接头、坡口和焊缝的概念和名称如图3-42所示,所谓焊接接头指焊接件相互拥有的焊层。
焊缝种类焊缝种类由焊接接头的种类和坡口形式得出。
坡口形状主要与材料性能、工件外形尺寸、可接近性以及与焊接方法的焊层结构等有关系。
如果两个焊件的接缝部处在同一个平面内,称这种焊缝为对接焊缝(图3-43)。
焊件在相互垂直的两平面内的焊缝称为角焊缝。
焊接位置图3-44给出了主要的焊接位置。
其它位置(中间位置)可以通过焊缝倾角和焊缝回转角的数据来说明。
二焊接准备钨极氩弧焊首先也要求工件表面清洁。
工件的焊缝区域应通过磨、刷、喷砂、喷小钢球、酸洗等呈现出金属光泽。
不允许任何杂质进入母材,例如用鎯头在有氧化皮的平台上敲打校正铝板时,便有可能出现氧化皮进入铝材的情况。
这种氧化皮杂质可能对焊接过程和焊缝的耐腐蚀性带来不利的影响。
油污、油脂、国际货币基金组织漆和水份均会引起焊缝的气孔。
在工地不允许有穿堂风(应避开门、窗和风扇),因为会吹跑氩气流,引起故障和气孔。
必须保持焊接工作台的清洁。
在储放焊丝时,也应注意存放场地的清洁。
应选择合适的夹具、冷却设备和保护气体设备施焊。
因为这些都是获得优良焊缝质量和尺寸精度的先决条件。
费用不大,但收效明显。
焊工在焊接前应选择好合适的电流种类、电源、焊接电流范围、焊炬种类和大小、气体喷咀、喷咀尺寸、气体流量(升/分)、电极种类(材料、直径和准备)、填充焊丝种类和直径等。
要求的焊接电流又首先取决于材料,工件厚度和外形尺寸、坡口形状、导热垫板、夹紧元件、瓮中保护气体种类、焊接速度和电极端部形状。
三焊工姿势焊工一般应坐着焊接水平的小零件,前臂轻放在焊接工作台上。
就是对于其它位置也不是随意站着焊,而是倚靠在什么东西上焊接。
焊工姿势应尽可能自我感觉舒服,不紧张。
过分拘谨或受约束的焊接姿势易引起焊工过早疲劳,并造成不均匀的焊缝。
焊工的手可轻松地握持焊炬。
焊机软管组件不得承受大的拉力,以减轻手上的负担。
结结 构构 标标 准准 图图TTHHEE SSTTAANNDDAARRDDDDRRAAWWIINNGGSS FFOORRSSTTRRUUCCTTUURRE焊接钢平台及常用钢结构安装节点标准图THE STANDARD DETAIL DRAWINGS OF WELDED STEEL PLATFORMSAND ERECTION JOINTS IN COMMON USE FOR STEEL STRUCTURE图集号:Collective drawings №:NGDJ5江苏省建筑材料研究设计院有限公司JIANGSU BUILDING MATERIAL RESERCH & DESIGN INSTITUTE二OO七年目录 CATALOGUE1、说明114、钢吊杆节点详图14Legend of weld and dimension symbolsJoint details for steel sag rod2、常用焊缝符号及尺寸符号215、钢柱脚连接节点详图115Legend of weld and dimension symbolsConnection joint details 1 for steel column base3、常用焊缝连接方式及标注方法1316、钢柱脚连接节点详图216Legend 1 of welding expressionsConnection joint details 2 for steel column base4、常用焊缝连接方式及标注方法2417、钢梁与钢梁连接详图17Legend 2 of welding expressionsConnection details between steel beams5、常用焊缝连接方式及标注方法3518、钢梁与工字钢柱平接连接节点图18Legend 3 of welding expressionsButt connection joint details between steel beam6、各级焊缝的质量检验项目、数量及检验方法6and I steel columnQuality inspecting items, quantities and inspecting19、钢梁与圆柱、双拼槽钢柱平接连接节点图19method for weldButt connection joint details between steel beam7、钢平台平面铺板示意图7and circular column or double channel-steel columnSchematic drawing of decking for steel platform钢柱拼接图,小型钢平台柱脚地坪处理图8、钢仓仓顶开孔图8Details of opening on the top of steel bin9、小型设备基础在梁板上时处理大样图9Detail drawing for foundation of pint-sized equipment on floor10、轻钢结构檩条、檩托大样图10Detail drawing for purlin and cradle of lightweight steel structure11、轻钢结构连接节点详图111Connection joint details 1 for lightweight steel structureSteel column joint drawing, ground treatment drawing for column base of pint-sized steel platform 20、钢梁与钢柱搁放连接节点图 Lap connection joint details between steel beam and steel column 21、柱间支撑及水平支撑连接节点图1 Connection joint details 1 for column bracing and horizontal bracing 22、柱间支撑及水平支撑连接节点图2 Connection joint details 2 for column bracing and horizontal bracing20 21 2212、轻钢结构连接节点详图21223、建筑楼梯钢平台详图123Connection joint details 2 for lightweight steel structureSteel platform details 1 for architectural stair13、钢梁与混凝土结构连接节点图1324、建筑楼梯钢平台详图224Connection joint details between steel beam and reinforced concrete srtuctureSteel platform details 2 for architectural stair说明1、设计依据《钢结构设计规范》GB50017-2003《建筑钢结构焊接技术规程》JGJ81-2002《焊缝符号表示方法》GB324-88《钢结构工程施工质量验收规范》 GB50205-20012、适用范围2.1 图集是本公司为了提高设计质量和设计效率而对常用节点构造加以整理、合并的钢节点构造图册,供设计者直接选用。