最新钣金折弯加工能力和展开尺寸计算
- 格式:doc
- 大小:550.50 KB
- 文档页数:5
钣金展开计算公式--很实用
在网上看到一个折弯计算公式分享给大家,作者不详。
先说一个名词:折弯余量?
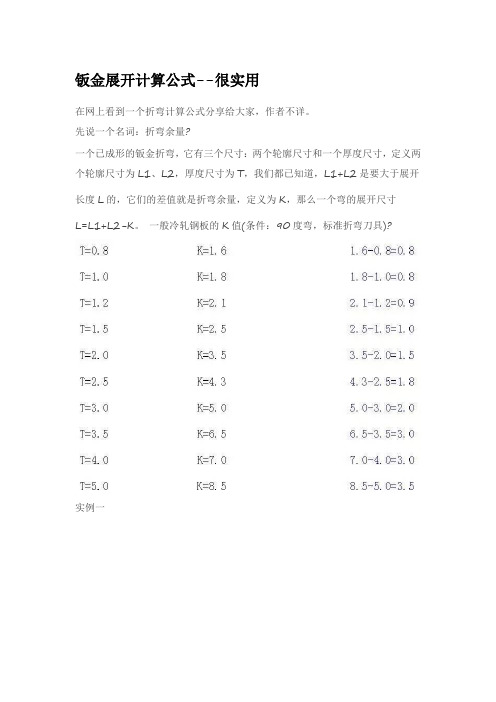
一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,定义为K,那么一个弯的展开尺寸
L=L1+L2-K。
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具)?
实例一
实例二
实例三
不规则折弯按K因子=,直接用AUTOCAD画中性层测量。
如有偏差再根据具
体情况调整。
一般也差不了多少。
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)。
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去。

钣金展开计算公式
90°折弯:
折弯补偿法:按内尺寸计算:L1+L2+L3+……+Ln+0.4T×n(n为折弯次数)折弯扣除法:按外尺寸计算:L1+L2+L3+……+Ln-1.6T×n(n折弯次数)
非90°折弯:
按内尺寸计算:L1+L2+L3+……Ln+0.4T×(θ/90°)×n(n折弯次数,θ为折弯的角度=180°-零件的角度)
注:非90°折弯只能按照内尺寸计算
卷圆:
按内尺寸计算:L+2π(r+0.4T)*θ/360; 其中卷圆部分的圆弧长度可以直接在CAD里面测量标注出来。
(θ为卷圆的角度)
压死边:
折弯补偿法:按内尺寸计算:L1+L2+L3+……+Ln+1.6T×n(n为折弯次数)折弯扣除法:按外尺寸计算:L1+L2+L3+……+Ln -0.4T×n(n为折弯次数)段差:
直边段差(H≤3.5T)
折弯补偿法:按内尺寸计算:L1+L2+H(H为段差高度)
折弯扣除法:按外尺寸计算:L1+L2+H-2T(H为段差高度)
斜边段差(H≤3.5T)
折弯补偿法:按内尺寸计算:L1+L2+l+T(l为段差对齐标注的高度)
注:非90°折弯只能按照内尺寸计算
当H>3.5T时,按正常的一正一反两道折弯工序计算,不视为段差。

摘要总结常用的银金折弯展开料计算方法,运用软件结合计算分析这些常用方法的原理。
深入解析不同材料、不同折弯角度和不同折弯半径的银金折弯情况,得出公式精准计算各种展开料尺寸。
Ol序言银金工艺通常用于厚度6mm以下的金属板材加工。
要想折出尺寸精度较高的银金件,展开料尺寸的计算至关重要。
最常用的银金折弯都是90。
折弯,折弯内角半径通常等于板厚。
02展开料尺寸的第一种计算方法展开料尺寸的第一种计算公式为:展开料尺寸=折弯件的各边外形尺寸和一1.645x 板厚X折弯个数。
其中,1.645是折弯系数。
其适用于6mm以下金属板90。
折弯展开料尺寸计算(折弯内角半径等于板厚)。
我们在实际生产中曾多次验证过这个计算公式,使用不同的板材,折出来的零件尺寸公差都在零点几毫米以内,基本满足需求。
03展开料尺寸的第二种计算方法展开料尺寸的第二种计算公式为:展开料尺寸=折弯件各边内尺寸相加+QX折弯个数。
其中,Q为另一种折弯系数。
不同厚度板材的Q值不同(见表1)。
当TVlmm时,Q忽略不计。
表1板厚T和折弯系数Q对照表第二种计算方法同样能计算6mm以下金属板90。
折弯展开料尺寸(折弯内角半径等于板厚)。
04计算实例用两种方法计算图1所示同一折弯件的展开料尺寸,计算过程如下。
(1)方法一展开料尺寸=20+20—1.645x3x1=40-4.935=35.065(mm)。
(2)方法二展开料尺寸=17+17+lxl=35(mm)。
计算结果基本一样。
两种方法都可以用来快速计算90。
折弯,并广泛应用于生产实践中。
图1折弯件尺寸05运用三维软件模拟计算与分析为什么用这些方法能够算出展开料尺寸?是否能够更精确地计算出不同材料的展开料尺寸?我们知道,金属板材在折弯过程中,折弯角都要发生塑性变形,折弯的外圆角是拉伸,内圆角是挤压,这就使得在板材厚度方向上存在一个层,其在折弯过程中既不挤压,也不拉伸,折弯后的尺寸和展开尺寸一样,这一层叫做中性层。

铁板折弯展开尺寸计算公式
铁板折弯展开尺寸计算公式如下:
钣金折弯展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!
计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,
例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)
一般6毫米之内都是这样计算的了
一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T就是板厚.
例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去
2.5mm*1.6也就是4mm就好了,也就是356mm。

当前位置: > >钣金展开图计算方法钣金展开图计算方法一般铁板0.5—4MM之内的都是A + B - 1.645 T。
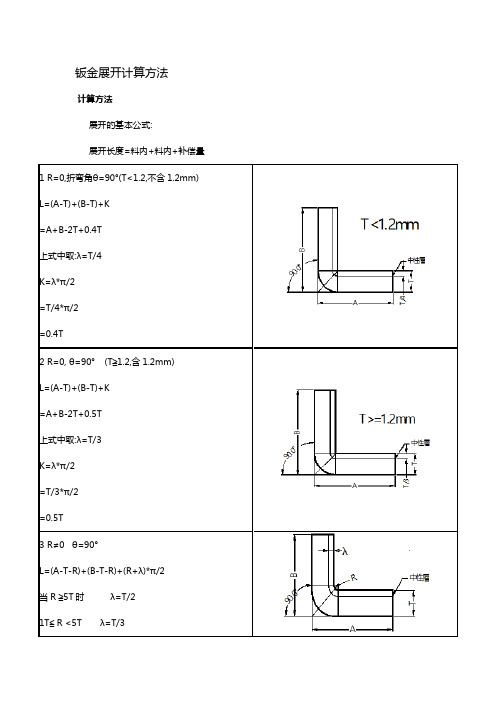
(A,B代表的是折弯的外形尺寸,T就是板厚)计算方法是工件的外形尺寸相加,再减去1.645 * 板厚* 折弯的次数,例如,折一个40 * 60的”U”形槽钢用T=3.0的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)* 3(板厚)* 2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长注: 2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2) 当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开。
钣金折弯展开(90°折弯)尺寸计算所有外尺寸的和-弯数×扣除=展开尺寸所有内尺寸的和+弯数×系数=展开尺寸由上式知,当弯数=1时,外尺寸和-扣除=内尺寸和+系数则,外尺寸和-内尺寸和=系数+扣除而,外尺寸和-内尺寸和=2δ所以,系数+扣除=2δ注:1.δ是钣金厚度2.这里的“外尺寸和、内尺寸和”是指画钣金时草图线之和,不考虑圆弧(图1)如图2,此钣金厚度是1.5,内R=0(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5(图2)如图2,此钣金厚度是1.5,内R=0.3,(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5+2×0.3=1.1),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5对于上面两个内R不同,但展开尺寸却是不变的。
由于折弯系数是板厚δ决定的,所以算出来的展开尺寸是不变的。
当内R过大时(大圆弧,如内R=5,甚至内R为几十),折弯系数改为K因子,一般设K=0.5(什么时候不是0.5呢?),先整个钣金件设折弯系数折弯,再调整大圆弧折弯系数为K因子。
(先调整整体,再调个别)。
钣金展开计算方法
90度;折弯(一般折弯)
1(如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V 和材料厚度t。
展开长度的计算公式为(1):
L=L1 +L2-2t +系数a (1)
2折弯系数a的计算公式为(2):
a = -0.075V+0.72t -0.01 (2)
其中:V—下模槽宽;t—材料厚度
3为方便计算将展开长度的计算公式简化为(3):
L=L1+L2-系数C (3)
注:简化系数C = (2t - 系数a)见表2。
4多次折弯展开长度的计算公式为(4):
L=L1+L2+Ln-(n-1)C (4)
其中:n—折弯次数
反折压平(双折边)
1如图三,双折边是两层钢板重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。
它需要用特殊折弯模具成形,而且要分
为两道以上的工序才能成形。
2双折边的展开长度计算公式为(5):
L=L1 +L2-系数C (5)
3系数C的经验值见表3。
表3 系数C经验值(一)
钝角折弯
1(如图四)我们常用的钝角折边通常为135度、150度,展开长度计算公式为(6):
L=L1 +L2-系数C (6)
2系数C的经验值(二)见表4。
表4 系数C经验值(二)。
总结的各种钣金折弯展开计算公式真是太全了1.折弯一刀展开图例和计算公式A、B--工件弯边长度P'一弯边折弯系数(折弯系数:弯一刀城一个系数)R--弯边圆角(一般为板厚)T-—材料厚度展开长度L=A+B-P’即L=25+65-5.5=84.5按表1板厚为3下模为V25折弯系数为5.5注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同。
2.折弯二刀展开图例和计算公式A(A1)、B--工件弯边长度P'——弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边圆角(一般为板厚)T--材料厚度展开长度L=A+T+B-2xP’即L=50+2+50-2×3.4=95.6按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同3.折弯三刀展开图例和计算公式A(A1)、B(B1)-一工件弯边长度P'——折弯系数(弯一刀减一个系数)R--弯边圆角(一般为板厚)T—-材料厚度展开长度L=A+T+B+T-3xP’即L=50+2+90+2-3×3.4=133.8按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同4.折弯四刀展开图例和计算公式A(A1)、B(B1)-一工件弯边长度P'——折弯系数(弯一刀减一个系数)R--弯边圆角(一般为板厚)T—-材料厚度展开长度L=A+T+B+T-3xP’即L=50+2+90+2-3×3.4=133.8按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同4.折弯四刀展开图例和计算公式A、B(B1)—一工件弯边长度P’—-弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边圆角(一般为板厚)T-—材料厚度展开长度L=A+A+B+T+T-4xP’即L=25+25+100+1.5+1.5-4×2.8=141.8按表板厚为1.5下模为V12折弯系数为2.8注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同5.折弯六刀展开图例和计算公式A(A1)、B(B1)一工件弯边长度P'—弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边园角(一般为板厚)T一材料厚度L=A+T+A+T+B+B1+B1-6xP’即L=50+1.5+50+1.5+150+20+20-6×2.8=276.2按表1板厚为1.5下模为V12折弯系数为2.8注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同。