塑胶缺陷定义
- 格式:doc
- 大小:22.50 KB
- 文档页数:1

本文摘自再生资源回收-变宝网()常见塑胶件成型缺陷塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。
现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。
2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。
3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。
4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。
5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。
6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。
7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。
8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色。
9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。
10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。
11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。
12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。
13、尺寸不符:注塑件在成型过程中,不能保持原来预定的尺寸精度称为尺寸不符。

Cambridge Industries Group (CIG) Quality Management Documentations塑胶件检验标准Doc. No:Q3-032Rev:A/0NOV 10, 2008Revision History1.目的作为塑胶件外观检验判定依据以确保塑胶件品质能符合需求。
2.范围本标准适用于公司塑胶部品及其表面的喷油(电镀)、印刷。
3.定义:3.1 缺点分类:A类缺陷:指其缺点可能导致故障或功能不全,影响产品识别,降低产品之使用性能,以致无法符合产品规格。
B类缺陷:指实质上不致减低期望目的之缺点,虽与已设定之标准有差异,但使用与操作上功能正常。
3.2 级面定义:3.2.1 产品本体外观级面定义:Ⅰ级面:产品本体的上视面、前视面以及LOGO面。
Ⅱ级面:本体的所有侧面及背面。
Ⅲ级面:产品的底面及隐藏面。
3.3缺陷定义3.3.1 点(含杂质):具有点的形状,测量时以其最大直径为其尺寸。
3.3.2 毛边:分模面挤出的塑胶。
3.3.3亮痕:在成型中形成的气体使塑料零件表面退色。
3.3.4气泡:透明制品内部形成的中空。
3.3.5 变形:制造中内应力差异或冷却不良引起的塑料零件变形。
3.3.6 顶白:成品被顶出模具所造成之泛白及变形﹐通常发生在母模面。
3.3.7缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形。
3.3.8拉白:开模时分模面或皮纹拖拉制件表面造成的划痕。
3.3.9缩水:零件表面出现凹陷的痕迹(通常为成型不良所致)。
3.3.10色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
3.3.11 水纹:成型时留在制件表面的银色条纹。
3.3.12熔接痕:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹。
3.3.13装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙。
3.3.14毛屑:分布在注塑件、喷漆件表面的线型杂质。
3.3.15修饰不良:修除制件毛边、浇口不良,过切或未修除干净。
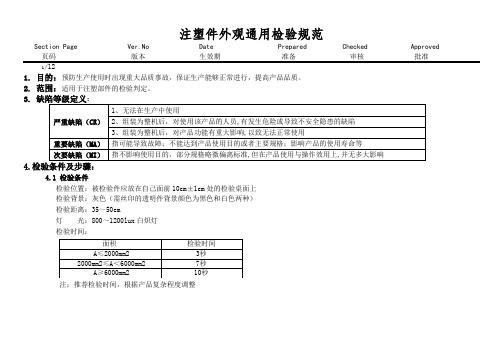
Section Page Ver.No Date Prepared Checked Approved 页码 版本 生效期 准备 审核 批准 1/121. 目的:预防生产使用时出现重大品质事故,保证生产能够正常进行,提高产品品质。
2. 范围:适用于注塑部件的检验判定。
3.4.检验条件及步骤:4.1 检验条件检验位置:被检验件应放在自己面前10cm ±1cm 处的检验桌面上检验背景:灰色(需丝印的透明件背景颜色为黑色和白色两种) 检验距离:35~50cm灯光:800~1200lux 白炽灯 检验时间:注:推荐检验时间,根据产品复杂程度调整Section Page Ver.No Date Prepared Checked Approved 页码版本生效期准备审核批准2/124.2检验步骤5.注:不透明腕枕的正面(丝印面)为Ⅱ类表面,其他表面为Ⅲ类表面;透明腕枕的上盖和侧面(透明面)为Ⅱ类表面,其他表面为Ⅲ类表面Section Page Ver.No Date Prepared Checked Approved 页码版本生效期准备审核批准3/126.检验表面的分类及可接受的非超标缺陷个数:7.抽样水准:按照GB/T2828逐批计数抽样标准执行,一般检验水平II, AQL: CR:0, MA:0.65, MI:2.5从每批来料中按照日期分别抽取相应数量产品进行检查。
8.Section Page Ver.No Date Prepared Checked Approved 页码版本生效期准备审核批准4注:在缺陷定义中未定义的缺陷,请参照与之相近的缺陷来检验9.检验内容及标准:9.1 包装标识检查:①包装标识正确,需与实物相符,无混料,缺陷等级MA。
Section Page Ver.No Date Prepared Checked Approved 页码版本生效期准备审核批准5/12②包装完好,外包装无破损,内包装无散落,缺陷等级MA。

塑胶产品外观常见不良分析塑胶产品在日常生活中被广泛使用,它们可以用于制作各种产品,如家庭用品、工业部件、玩具等。
由于制作工艺以及原材料的原因,塑胶产品的外观常常会出现一些不良,这不仅会影响产品的美观度,还有可能影响产品的性能和使用寿命。
对于塑胶产品的外观不良分析非常重要。
下面我们将对常见的塑胶产品外观不良进行分析。
一、表面缺陷1. 水波纹水波纹是指塑胶产品表面出现的波纹状不平整,通常是由于注塑时模具温度不均匀或注射压力不稳定造成的。
如果注射速度过快或者模具表面磨损,也会导致水波纹的出现。
水波纹不仅影响塑胶产品外观美观度,还可能降低其强度和耐磨性。
2. 毛刺毛刺是指塑胶产品表面出现的细小而锋利的突起,在注塑工艺中,毛刺通常是由于模具设计不当或者模具磨损严重造成的。
毛刺会影响产品的手感和安全性,同时也会影响产品的使用寿命。
3. 烧结烧结是指塑胶产品表面出现的凹凸不平的现象,通常是由于模具温度设置不当或者注塑过程中料温不均匀导致的。
烧结会影响产品的美观度和尺寸精度,严重时还会导致产品的性能下降。
二、色差1. 色泽不均匀在注塑过程中,如果原料的分散性不好或者混料不均匀,就会导致塑胶产品的表面色泽不均匀。
这不仅会影响产品的外观质量,还会影响产品的一致性和品质稳定性。
三、气泡气泡是指塑胶产品表面或内部出现的空洞状现象,通常是由于注塑过程中原料受潮或者含有挥发性成分,或者注射压力不足造成的。
气泡会影响产品的外观质量和性能稳定性,甚至会导致产品的强度和密封性下降。
四、变形针对上述常见的塑胶产品外观不良,我们可以采取一些措施来进行预防和解决。
对于表面缺陷,我们可以通过优化模具设计,提高模具制造精度和加工质量,以及优化注塑工艺参数来减少水波纹、毛刺和烧结的出现。
对于色差问题,我们可以选择优质的原料并保证混料均匀,严格控制注塑工艺参数,尽量避免色泽不均匀和色斑的出现。
对于气泡和变形问题,我们可以在原料筛选和混合过程中严格控制原料含水量和挥发性成分,保证原料质量。

塑料件不良缺陷定义1、点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准。
2、硬划痕(有感划痕):由于硬物摩擦而造成样品表面有深度的划痕。
3、细划痕(无感划痕):指样品表面没有深度的划痕。
4、批锋(毛刺):由于注塑参数或模具的原因,造成在塑料件的边缘、分型面、顶针孔、镶件等处溢出的多余胶料,摸上去有刮手感觉。
5、缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压力来填充在较厚截面而形成的凹坑。
6、熔接线:塑料熔体在型腔中流动时,遇到阻物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成一条明显的结合线。
7、气纹:因气体干扰使塑料件表面形成一种雾状发暗痕迹。
8、流纹:因冷料被挤入,在塑料件表面形成的雾色或亮色的痕迹。
9、银纹:在塑料件表面沿树脂流动方向所呈现出的银白色条纹。
10、烧焦:指局部温度过高而在塑料件表面留下的发黄或碳化痕迹。
11、顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起。
12、拖花/拉伤:因注射压力过大或型腔不平滑,脱模时所造成边缘的擦伤。
13、缺料:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象。
14、翘曲:塑料件因内应力作用等原因而造成的平面变形。
15、杂质:有异物混入原料中等原因,成型后在产品表面呈现出斑点。
16、气泡:由于原料未充分干燥,造成成型后产品内部有缩孔。
17、多胶点:因模具方面的损伤而造成产品表面有细小的塑胶凸起。
18、色差:产品表面呈现出与原样件的颜色的差异、或同一套外壳之间呈现出颜色的差异,称为色差。
塑胶件表面缺陷浇口定义
塑胶件表面缺陷浇口是指浇口周围出现可辨别的环形或弧形气痕,也被称为气痕。
当熔料在填充模腔时,气体未能及时被排走,特别是在一些结构转折处,气体被翻越过前面的熔料困住,形成气痕。
此外,流痕也是塑胶件表面的一种缺陷,是熔体呈不稳定状态流动留下的痕迹。
流纹一般是由于熔体温度过高或过低,填充的速度过高或过低,速度不一致造成的。
以上内容仅供参考,如需更多信息,建议查阅相关文献或咨询专业塑胶工程师。
塑胶行业-塑胶件常见缺陷塑胶件常见缺陷;1.塑胶成品缺陷;粘模(扯模):制品的柱筋及细少多型腔件,在脱模后;力偏大,或模具局部粗糙等因素导致;缺料(填充不足):制品结构与所设计的形状结构不符;充满,常产生于制品的柱,孔或薄胶位以及离入水口较;力不够,模温不足,骨位过薄,局部有油或排气不够(;充满;多胶:制品结构与所设计的形状结构不符,局部多出胶;间凸起,指甲可感觉到;缩水:制品表面塑胶件常见缺陷1.塑胶成品缺陷粘模(扯模):制品的柱筋及细少多型腔件,在脱模后未能脱模而粘附在模具相应位置因成型压力偏大,或模具局部粗糙等因素导致。
缺料(填充不足):制品结构与所设计的形状结构不符,局部胶位不满足,短少,塑件未能完全充满,常产生于制品的柱,孔或薄胶位以及离入水口较远的部位,因成型压力不够,模温不足,骨位过薄,局部有油或排气不够(困气)导致胶位不能填充满.多胶:制品结构与所设计的形状结构不符,局部多出胶位,或塑件表面有点状物,四周凹陷中间凸起,指甲可感觉到。
通常由模具成型面碰,崩缺,损伤及细小型芯顶针移位或断掉导致。
缩水:制品表面因成型时, 冷却硬化收缩,产生的肉眼可见凹坑或窝状现象称为“缩水".制品结构的较厚胶位如骨位,柱位等对应表面,因成型压力不足,保压及射胶时间偏短,或模温偏高,而导致因局部收缩偏大而造成.夹水纹(熔接痕):熔胶在模腔内流动中分流后再汇合时不充分,不能完全熔合,冷却后在塑件表面形成的线状痕迹和线状熔接缝,模温偏低,料温偏低,制品局部偏薄或模具有粗大型芯及材料流动性不好等都会导致夹水纹的产生,温度及困气也对其有最大影响.烘印(光影):制品结构的厚薄胶位在熔胶流动时受阻改变方向而形成的光泽不一致的现象,通常在水口周围,塑件表面呈光泽度不够,颜色灰蒙。
制品结构的薄胶位,止口位,扣位与周围过渡断差明显,原料流动性差,成型料温、模温偏低或射胶压力速度太大,模具排气不良,啤塑压力过高皆易产生烘印.毛边/飞边(披锋):制品的边棱、孔、柱端等模具型腔内所有分模线,镶块及顶针位相对应位成型后产生较薄的胶料,称为披锋,有刺手感觉,合模线,镶件顶针及活动碰撞位产生较大间隙或成型压力太大,模具日久磨损,而锁模不紧,锁模力不足时易导致披锋产生。
1. 縮水:產品沒有鉋模,造成產品表面有凹陷,縮水一般出現在肉厚不均的地方.
2.缺料:產品因劑不足導致產品沒有定滿型腔,使產品有
3.披鋒:在注射程中產品上反應出有多佘的塑料,一般出現在合模線和一些滑塊連接,處披鋒所造成的原因很多,壓力過大.模具結構缺陷,合模不到位.
4.變形:產品在由於進膠不均勻造成產品上密度不勻所形成的,它有一種變形方向(a.向公模面凸起b.向母模面凸起 c.變s形d晃動變形)
5. 拉白:在成型時產品因鉋模或脫模斜度不夠而造成的拉白一般發生在工線和柱子上.
6. 燒白:因排气不順而造成產品困气使局部過熱而造成產品根部發白現象,稱之為燒白,可以適當增加排气射速改善.
7. 內應力:在塑膠產品中,各處局部應力狀態是不同的,產品的變形程度決定於應力的分布,如果產品在冷卻時,存在溫度梯度,則這類應力稱為成型應力,注塑產品內應力包括兩種,一種是產品成型應力,另一種是溫度應力.
8. 凹陷(縮水):指塑膠產品在成型中成型條件設定不恰當或一些肉比較厚的地方有明顯凹陷,此類主要發生在肉厚不均或離進膠點太遠的部位.
9. 暗斑:指因為塑化不均勻,制品中留有未熔化料粒,從外觀上看呈暗斑痕,有時是因料中有異物,或來自模具上的灰塵,在充模時,模內完全被壓縮溫度升高而燒傷聚合物,多在於熔合縫處發生此類缺陷.
10. 銀紋:在充模時,波前峰析出揮發性气体,這些气体往往是受熱分解出來的,气体分布在制品表面,就留下銀紋,這些銀紋常形成“√”字形,尖端背向澆口.
11. MFI值:指塑料經過溫度熔化後受壓力在一定時間內的塑料流動指數,一般單位為克/10分鐘.
12. 熔合縫(結合線):當制品采用多澆口有孔嵌件或設計的制品厚度不均時熔體在模內發生兩個方向以上的流動在兩股料流的江處就形成接合線.它可以從熔體溫度一模具溫度充模速度,注射壓力等方面改善.
13. 翹曲(變形):因原料內分子運動產生收縮不一,瓟從而使內應力不均造成翹曲.制品內冷卻不均勻,也發生翹曲,多為溫度應力引起,它可以從適當降低熔和模具溫度加快注射束度,增大注射壓力延長保壓時間等於面著手改善.
14. 溢邊(毛邊):溢邊是充模時體料流從模具分型面中溢出,冷卻後形成毛邊,它可能是因注塑機的合模力,模具結構不當,成型條件不形成.
15. 銀紋(氣紋):在充模時波前峰分解出揮發性氣體,這些氣體往往是由物料受熱分解出來的氣體分布在制品表面,就留下銀紋,它可以提長模溫穩定噴嘴溫度,成型條件適當細整方面改善。