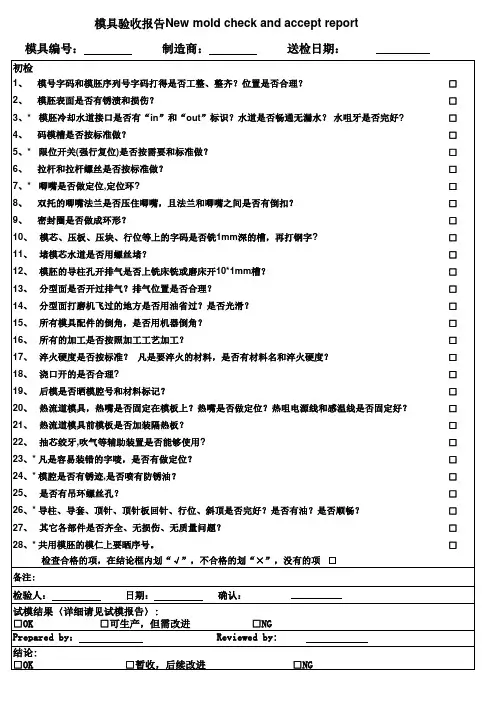
模具检验报告表格模板
- 格式:doc
- 大小:37.00 KB
- 文档页数:1

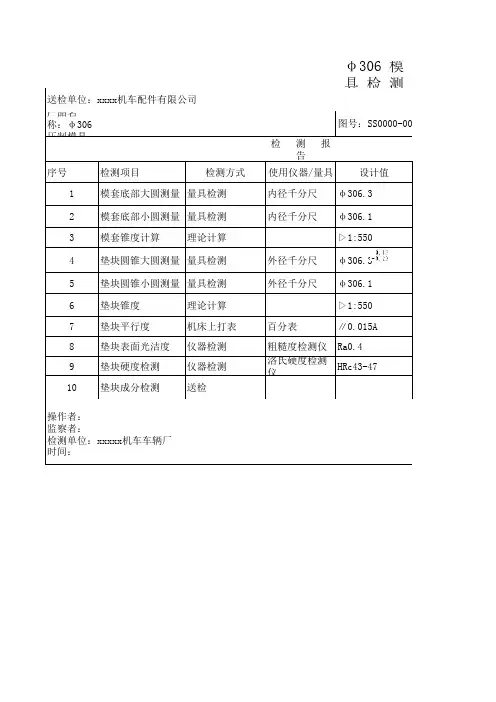
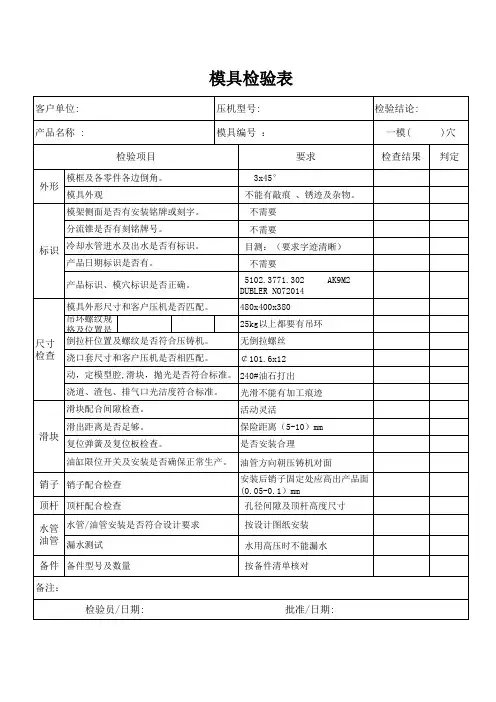
φ306 模具 检 测
产品名称:φ306压制模具
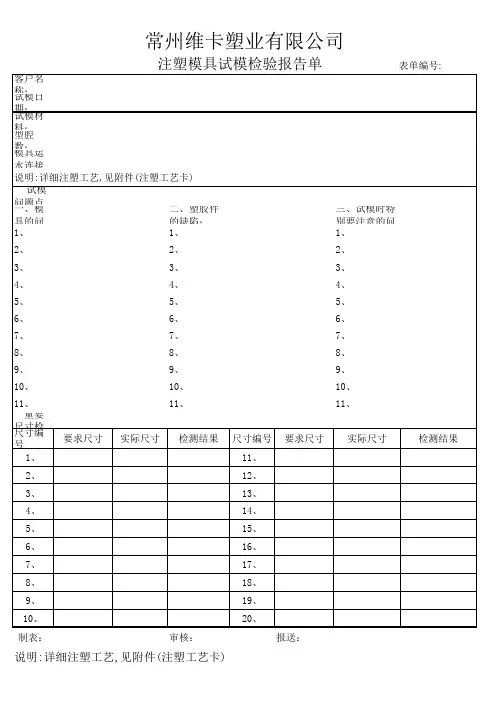
检 测 报
告
序号
检测项目
检测方式
使用仪器/量具设计值1模套底部大圆测量量具检测内径千分尺φ306.32模套底部小圆测量量具检测内径千分尺
φ306.13模套锥度计算
理论计算
▷1:550
4垫块圆锥大圆测量量具检测外径千分尺φ306.35垫块圆锥小圆测量量具检测外径千分尺
φ306.16垫块锥度理论计算▷1:550
7垫块平行度机床上打表百分表∥0.015A 8垫块表面光洁度仪器检测粗糙度检测仪Ra0.49垫块硬度检测仪器检测洛氏硬度检测仪
HRc43-47
10
垫块成分检测
送检
检测单位:xxxxx机车车辆厂时间:
送检单位:xxxx机车配件有限公司图号:SS0000-0000
操作者:监察者:。
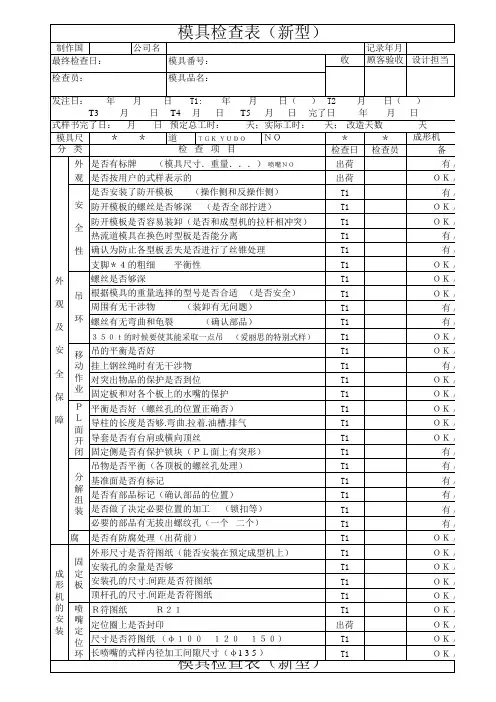
![模具检查表[空白模板]](https://uimg.taocdn.com/9a62393ab9f3f90f77c61b54.webp)
Part Name.产品名称Ass/装配Pos.O.K N.O.K NA Remark/备注1##########2##########3##########4##########5##########6##########7所有顶针是否地有空隙可活动(0.02mm)##########8##########9##########10##########11##########12##########13##########14##########15##########16###17###18###19###20###21222324v2526272829303132333435日期章能否可以转动3637383940414243表单编号:记录保管期限:5年所有工件是否洗干净.前后模固定板是否有码模槽。
计数器是否有安装隧道铲基是否按要求配模与点检前,后模,整体拍照,检查照片是否清析XX-XXX-XX 版本:V02热咀是否会碰穿流道板。
所有运动部件是否有油槽和上油。
所有模仁工件是否有退磁。
整套模具各散件,对应位置字码是否清析明了。
排气引出槽是否有引出符合标准。
水口勾针有没装对,高度是否正确,无后退,在对应位置是否可转动。
检查PL 面。
行位与行位45度角,与前后模封胶位的FIT 模效果验证。
斜顶的高度检查,是否平胶位面。
(顶针要高出胶面0.04mm)检查斜导柱长度,行位不装弹簧是否能退到位。
顶针强行复装置是否配合到位,开合模是否正常。
进胶孔是否有倒扣,积炭,与流道板贴合位是否有错位,反倒扣。
所有铲基,反铲。
耐磨块贴合面是否做R角,油槽是否标准。
环形镶件与前模仁配合位数据是否核对(配合公差在0.00mm到-0.01mm)环形镶件与模仁外形夹口位数据是否核对清(保证夹口公差在0.01mm之内)环形镶件冬菇头精定位与模仁定位槽位置数据核对过。
回针顶面与回针支撑柱是否贴。
垃圾钉与顶针板是否贴合动模组立后必须把所有斜顶打红丹验证封胶位是否到位。
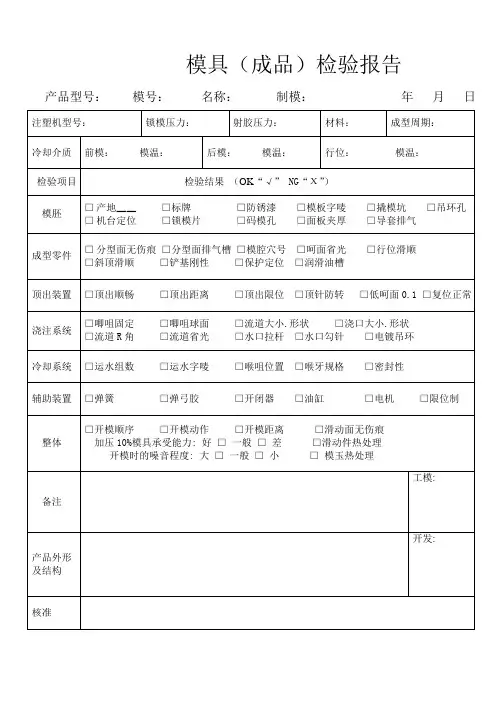
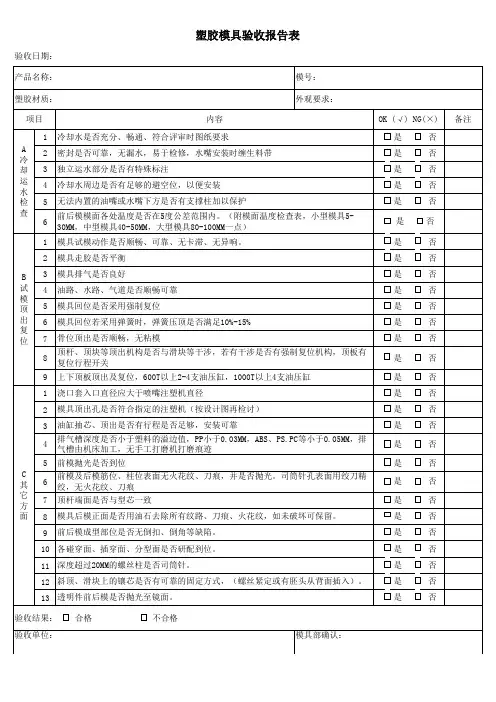
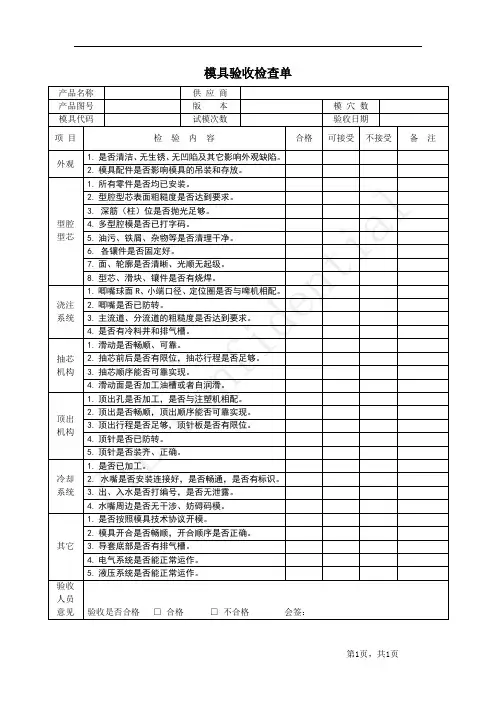
备注12345612345678912345678910111213塑胶模具验收报告表验收日期:产品名称: 模号:塑胶材质:外观要求:项目内容OK (√) NG(×)冷却水是否充分、畅通、符合评审时图纸要求是 否密封是否可靠,无漏水,易于检修,水嘴安装时缠生料带 是 否独立运水部分是否有特殊标注是 否冷却水周边是否有足够的避空位,以便安装 是 否无法内置的油嘴或水嘴下方是否有支撑柱加以保护是 否前后模模面各处温度是否在5度公差范围内。
(附模面温度检查表,小型模具5-30MM,中型模具40-50MM,大型模具80-100MM一点) 是 否模具试模动作是否顺畅、可靠、无卡滞、无异响。
是 否模具走胶是否平衡 是 否模具排气是否良好是 否油路、水路、气道是否顺畅可靠 是 否模具回位是否采用强制复位是 否模具回位若采用弹簧时,弹簧压顶是否满足10%-15% 是 否骨位顶出是否顺畅,无粘模是 否顶杆、顶块等顶出机构是否与滑块等干涉,若有干涉是否有强制复位机构,顶板有复位行程开关是 否上下顶板顶出及复位,600T以上2-4支油压缸,1000T以上4支油压缸 是 否浇口套入口直径应大于喷嘴注塑机直径是 否模具顶出孔是否符合指定的注塑机(按设计图再检讨) 是 否油缸抽芯、顶出是否有行程是否足够,安装可靠是 否排气槽深度是否小于塑料的溢边值,PP小于0.03MM,ABS、PS.PC等小于0.05MM,排气槽由机床加工,无手工打磨机打磨痕迹 是 否前模抛光是否到位是 否前模及后模筋位、柱位表面无火花纹、刀痕,并是否抛光。
司筒针孔表面用绞刀精绞,无火花纹、刀痕 是 否顶杆端面是否与型芯一致是 否模具后模正面是否用油石去除所有纹路、刀痕、火花纹,如未破坏可保留。
是 否验收单位:前后模成型部位是否无倒扣、倒角等缺陷。
是 否各碰穿面、插穿面、分型面是否研配到位。
是 否深度超过20MM的螺丝柱是否司筒针。
是 否A 冷却运水检查B 试模顶出复位C 其它方面模具部确认:斜顶、滑块上的镶芯是否有可靠的固定方式,(螺丝紧定或有胚头从背面插入)。