镁质-铝镁质复合型挡渣墙的研制
- 格式:pdf
- 大小:468.44 KB
- 文档页数:5
REFRACTORIES&LIME Dec.2020Vol.45No.6中间包镁质挡渣墙开裂破损过程及机理分析王洛杨峥刘自民饶磊王俊北樊明宇(马鞍山钢铁股份有限公司技术中心,马鞍山243000)摘要:为了解中间包镁质挡渣墙开裂破损的原因,本文采用X射线衍射、扫描电镜等检测手段对挡渣墙浇注料预制件的常温物理性能、物相组成、热震稳定性和抗渣性能等进行检测分析。
结果表明,钢水和熔渣沿中间包挡渣墙的气孔和裂纹渗透,在侵蚀、渗透层中镁橄榄石和熔渣反应生成低熔点的钙镁橄榄石或镁蔷薇辉石等。
同时,熔渣进入耐火材料导致渗透层和原质层成分不同,热胀冷缩不一致,导致生成大量裂纹,加剧了挡渣墙开裂损毁。
关键词:挡渣墙;热震稳定性;渗透;开裂损毁中图分类号:TQ175.713文献标识码:A文章编号:1673-7792(2020)06-0030-05 Cracking and damage process and mechanism analysis ofmagnesium slag dam in tundishWang Luo Yang Zheng Liu Zimin Rao Lei Wang Junbei Fan Mingyu(Ma’anshan Iron&Steel Co.,Ltd.,Ma’anshan243000,China) Abstract:In order to understand the causes of cracking and damage of magnesium slag dam in tundish,the physical properties,phase composition,thermal shock resistance and slag resistance of castable preforms for slag dam at room temperature were detected and analyzed by X-ray diffraction, scanning electron microscope and other detection methods.The results show that molten steel and slag infiltrate along the pores and cracks of the slag dam of the tundish,and forsterite and slag react in the erosion and infiltration layer to form low melting point monticellite or magnesium rhodonite,etc.At the same time,the molten slag infiltrating in the refractory material causes the composition of the infiltration layer and the original layer to be different,and the thermal expansion and cold contraction are inconsistent,resulting in separation and cracking,which generates a large number of cracks and intensifies the cracking damage of the slag dam.Key words:Slag dam;Thermal shock resistance;Infiltration;Cracking damage收稿日期:2020-01-20作者简介:王洛(1990-),男,工程师2020年12月第45卷第6期耐火与石灰2.1原料试验用试样为现场使用的中间包挡渣墙预制件,预制件生产工艺为:混料→浇注→养护→脱模→220℃烘烤6h→成品。
第3期严培忠,等:镁质一铝镁质复合型挡渣墙的研制2010年6月2.3两种材料相接部位的抗渣性研究从图1所示抗渣试验后坩埚试样的剖面可以看出,铝镁质和镁质浇注料按l:1质量比所制混合料的抗渣性比铝镁质浇注料的差一些,但比镁质浇注料的好。
考虑到实际生产中铝镁质浇注料的密度要比镁质浇注料大一些,且其流动性也稍好一些,推测在实际相接部位存在铝镁质浇注料嵌入镁质浇注料中的趋势。
这相当于向镁质浇注料中加入了刚玉与氧化铝微粉,因此可提高镁质材料的抗热震性与抗碱性渣的渗透性,但其抗渣侵蚀性会降低。
然而,只要操作得当,严格控制两材质相接部位的实际面积,基本上还是以发挥镁质和铝镁质浇注料的各自优点为主。
图1抗渣试验后坩埚试样剖面的照片Fig.1Sectionphotosofspecimensafterslag—resistancetest2.4复合成型工艺参数的确定复合振动成型时,两种浇注料的接合界面是不平整的,其形态大致可以分波浪形和单面倾斜形2类,将其界面的最高点与最低点之间的高度差称为界面波动幅度,其大小影响复合界面的位置。
水平复合成型(平振)是采用以挡板隔开的方式一次振动成型。
上下复合成型(立振)采用2次延时振动,第1次振动是在只有镁质浇注料时进行,第2次振动是在两浇注料接触之后进行的。
试验中发现,立振时第1次振动所用时间对复合挡渣墙的强度影响不大,但立振时第2次振动时间和平振时的振动时间对复合挡墙的强度和界面波动幅度都有一定影响:振动时间延长,墙体强度有保障,但界面波动幅度较大,影响复合型挡墙渣线部位的使用效果;振动时间短,界面波动幅度较小,但墙体强度可能无法保证。
立振时两种浇注料接触之后的第2次振动时间对试样抗折强度及界面波动幅度的影响见图2。
从图2中可以看出:随着振动时间的延长,试样强度会提高,振动3rain时,强度达到最高值,继续振动,强度变化不大,且呈下降趋势;界面波动幅度随振动时间的延长总体上是增加的,但是振动时间小于3rain时,对界面波动幅度的影响较小,超过3min,对界面波动的影响迅速增大。
中间包镁质挡渣墙大量裂纹及开裂原因分析前言中间包是炼钢最后一个盛装钢水的容器,而挡渣墙则是中间包的重要组成部分。
中间包内设置挡渣墙可以改变钢液的流动状态,延长钢液在中间包内的停留时间,促进其中的夹杂物有足够的时间充分碰撞、聚集、上浮,从而净化钢。
中间包挡渣墙普遍采用耐火浇注料浇注成型,材质有高铝质、铝镁质或镁质等,经过养护、脱模、烘烤等工艺制成预制件后在中间包上安装使用。
镁质挡渣墙因具有良好的抗侵蚀性能、耐火度高,以及有效降低带入钢液的氧含量,因此得到了广泛的使用。
本工作对某厂用后中间包挡渣墙的组成和常温物理性能进行分析,并结合用后残砖分析了中间包挡渣墙的损坏原因,旨在为提高中间包挡渣墙的寿命提供技术支撑。
试验2.1 原料试验用试样为现场使用的中间包挡渣墙预制件,预制件生产工艺为:混料→浇注→养护→脱模→220℃烘烤6h→成品。
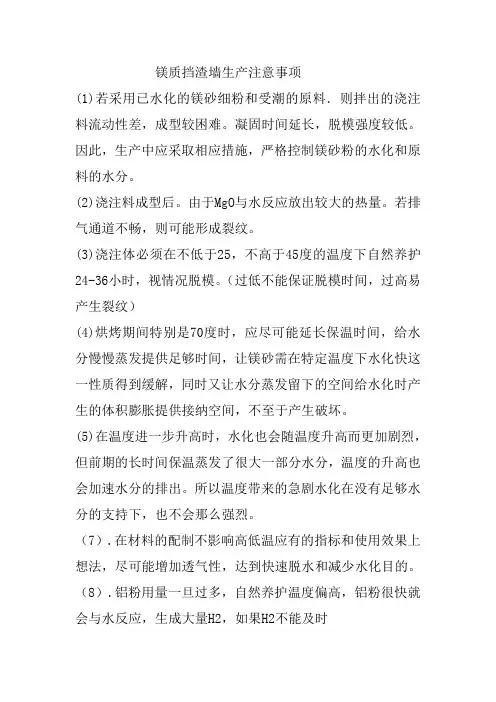
对生产厂家同批次挡渣墙浇注料不同粒度配比的化学组成进行检测,结果见表1。
挡渣墙预制件主要化学组成(w)为:SiO₂5.17%、CaO 1.26%、MgO 91.43%.A1₂O₃ 0.12%、Fe₂O₃ 0.42%。
挡渣墙为MgO-SiO₂-H₂O结合的镁质浇注料,骨料颗粒(0.5~10mm)与细粉(0~0.5mm)的质量比约为68:32。
其中骨料颗粒均为电熔镁砂,细粉中含有少量的二氧化硅微粉。
表1 原料的主要化学组成2.2 试样制备及性能检测使用切割机从同批次挡渣墙产品上在渣线部位切取40mm×40mm×160mm的小长方体试样、Φ10mm×50mm小圆柱体试样以及230mm×114mm×65mm的大长方体试样。
将小长方体试样在硅铝棒电炉中以5℃/min的速率分别升温至1100℃、1500℃,保温3h烧结,随炉冷却。
按照GB/T5200-1993,在XQK-02显气孔体密测定仪上测定小长方体试样的显气孔率和体积密度;按照GB/T5072-2008,在CCS-600型微机控制常温耐压抗折试验机上测定试样的耐压强度;按照GB/T3001-2007,在CCS-600型微机控制常温耐压抗折试验机上测定试样的常温抗折强度;用游标卡尺测定长条试样热处理前后的长度变化;按照GB/T5988-2007计算其线变化率;按照30873-2014,在KRZ-S01型抗热震性试验炉上检测230mm×114mm×65mm的长方体试样的热震稳定性,以试样受热端面破损一半(或以上)时所经历的急热急冷循环次数作为试样的抗热震次数;按照7320-2018,在RPZ-03P 全自动高温热膨胀仪上检测10mm×50mm圆柱试样从175℃至1400℃的热膨胀率及平均热膨胀系数。
镁质挡渣墙生产注意事项(1)若采用已水化的镁砂细粉和受潮的原料.则拌出的浇注料流动性差,成型较困难。
凝固时间延长,脱模强度较低。
因此,生产中应采取相应措施,严格控制镁砂粉的水化和原料的水分。
(2)浇注料成型后。
由于MgO与水反应放出较大的热量。
若排气通道不畅,则可能形成裂纹。
(3)浇注体必须在不低于25,不高于45度的温度下自然养护24-36小时,视情况脱模。
(过低不能保证脱模时间,过高易产生裂纹)(4)烘烤期间特别是70度时,应尽可能延长保温时间,给水分慢慢蒸发提供足够时间,让镁砂需在特定温度下水化快这一性质得到缓解,同时又让水分蒸发留下的空间给水化时产生的体积膨胀提供接纳空间,不至于产生破坏。
(5)在温度进一步升高时,水化也会随温度升高而更加剧烈,但前期的长时间保温蒸发了很大一部分水分,温度的升高也会加速水分的排出。
所以温度带来的急剧水化在没有足够水分的支持下,也不会那么强烈。
(7).在材料的配制不影响高低温应有的指标和使用效果上想法,尽可能增加透气性,达到快速脱水和减少水化目的。
(8).铝粉用量一旦过多,自然养护温度偏高,铝粉很快就会与水反应,生成大量H2,如果H2不能及时排出,镁质预制件就很容易上涨,甚至出现大面积的裂纹。
在保证排气畅通和快干的前提下,应尽量少用。
镁质预制件出现裂纹一般是因为镁砂的水化所引起的,当采用水泥做结合剂的时候,1.不添加六偏磷酸钠(SHP)的时候,会急速的凝聚2.添加SHP的时候,会抑制高铝水泥溶出的CaO离子或捕捉CaO离子延缓浇注料的凝结,提高流动性,但是当加入量过多的时候,在养生过程中形成大量的溶胶,在预制件的表面和内部堵塞了微小气孔,降低了透气性,干燥的时候导致蒸汽的通道被切断,所以内部蒸气压上升,促进镁砂水化,裂纹产生并扩大.为了从根本上解决镁质预制件干燥后的裂纹问题,只有提高镁砂的抗水化性和选择可以代替水泥新的结合材料或者将细粉置换成尖晶石.可以参考,在韩国浦项钢铁,所使用的镁质档墙,在结合系统中介入熔融石英,AM21(日本产氧化铝微粉),Spinel粉等克服了干燥后的裂纹,使用效果良好.(2)现在镁质预制件已经很少有用水泥做结合剂的了!采用硅灰、水、镁砂系统的早就很普及了!产生裂纹主要从工艺上解决,特别要注意季节性问题,干燥的升温曲线控制!(3)镁质材料中的裂纹中产生主要是由于烘烤过程中水排除产生的。
《镁-铝复合板的制备及其抗冲击性能研究》篇一镁-铝复合板的制备及其抗冲击性能研究一、引言随着现代工业的快速发展,镁/铝复合板作为一种新型的轻质高强度材料,具有广泛的应用前景。
它不仅具备镁和铝各自优良的物理性能,还能通过复合实现性能的互补和优化。
因此,对镁/铝复合板的制备工艺及其抗冲击性能的研究显得尤为重要。
本文将详细介绍镁/铝复合板的制备过程,并对其抗冲击性能进行深入研究。
二、镁/铝复合板的制备1. 材料选择制备镁/铝复合板的主要材料包括镁板、铝合金板以及相应的连接材料。
选择合适的材料是保证复合板性能的关键。
2. 制备工艺镁/铝复合板的制备主要采用爆炸焊接法、轧制复合法、扩散焊接法等。
本文采用轧制复合法进行制备。
首先,将镁板和铝合金板进行表面处理,使其达到一定的清洁度和粗糙度;然后,在一定的温度和压力下进行轧制,使两板紧密结合;最后,进行退火处理,消除内应力,提高复合板的性能。
三、抗冲击性能研究1. 实验方法抗冲击性能测试采用落锤冲击试验机进行。
通过改变冲击速度、冲击角度、试样尺寸等参数,对镁/铝复合板进行多次冲击测试。
同时,采用扫描电子显微镜(SEM)对冲击后的试样进行微观结构分析。
2. 实验结果及分析(1)冲击力与能量吸收:在一定的冲击速度下,镁/铝复合板表现出较好的能量吸收能力。
随着冲击速度的增加,复合板的冲击力先增大后趋于稳定。
这表明复合板在受到冲击时,能够有效地吸收能量,减轻冲击对结构的影响。
(2)微观结构分析:通过SEM观察发现,镁/铝复合板在受到冲击后,界面处未出现明显的剥离和开裂现象,说明两板之间的结合强度较高。
同时,镁板和铝合金板在受到冲击时,能够相互补充和协同作用,提高复合板的抗冲击性能。
(3)不同制备工艺的抗冲击性能对比:采用不同的制备工艺制备的镁/铝复合板在抗冲击性能上存在差异。
其中,轧制复合法制备的复合板具有较好的抗冲击性能,主要是因为该方法能够使两板紧密结合,提高界面强度。
铝镁锰复合墙板生产工艺流程铝镁锰复合墙板是一种新型的建筑材料,具有轻质、高强度、防火、隔音、隔热等特点,在建筑领域中得到广泛应用。
本文将介绍铝镁锰复合墙板的生产工艺流程。
1. 原材料准备铝镁锰复合墙板的主要原材料包括铝合金板、镁合金板、锰合金板等。
首先需要对这些原材料进行采购,并进行质量检验,确保符合生产要求。
2. 材料预处理原材料采购回来后,首先需要进行预处理。
铝合金板、镁合金板、锰合金板需要进行切割、打磨和清洗等工序,以保证材料的表面光滑、无污染。
3. 材料涂层处理在保证材料表面光滑的基础上,需要对铝合金板、镁合金板、锰合金板进行涂层处理。
涂层的选择可以根据实际需要进行调整,一般采用防腐涂层和防火涂层。
4. 材料热压复合经过涂层处理的铝合金板、镁合金板、锰合金板需要进行热压复合。
热压复合的过程中,需要控制温度、压力和时间等参数,确保材料之间的粘合牢固。
5. 板材修整热压复合后的铝镁锰复合板材需要进行修整。
修整的工序包括切割、打磨、抛光等,以获得符合要求的尺寸和表面平整度。
6. 表面处理修整后的铝镁锰复合板材需要进行表面处理。
表面处理的方式可以根据实际需要进行选择,常见的方式有喷涂、阳极氧化、电泳涂装等。
7. 检验质量生产过程中,需要对铝镁锰复合墙板的质量进行检验。
主要检测指标包括尺寸偏差、表面光洁度、涂层附着力、防火性能等。
8. 包装和存储经过检验合格的铝镁锰复合墙板需要进行包装和存储。
包装时要注意保护板材的表面,防止划伤或损坏。
存储时要注意避免湿气和阳光直射,以免影响产品质量。
以上就是铝镁锰复合墙板的生产工艺流程。
通过对原材料的准备、材料的预处理、涂层处理、热压复合、板材修整、表面处理、质量检验以及包装和存储等工序的处理,可以生产出具有优良性能的铝镁锰复合墙板。
这种材料不仅具有轻质、高强度等优点,还能满足建筑材料的防火、隔音、隔热等要求,因此在建筑领域中获得了广泛的应用。