铝车身连接工艺方法大全
- 格式:pdf
- 大小:1.93 MB
- 文档页数:17
汽车行业车辆铝车身连接工艺技术方法大全1. 点焊(Spot Welding)点焊是一种常用的车身连接方法,适用于铝合金车身板件的连接。
该方法通过施加电流和压力在连接部位产生高温,使两个板件在瞬间熔化并连接在一起。
2. 溶胶-凝胶焊(Sol-gel bonding)溶胶-凝胶焊是一种将两个铝合金板件通过涂覆溶胶和凝胶剂的方式进行连接的方法。
通过烘烤,溶胶和凝胶剂在高温下熔化和固化,使两个板件牢固连接。
3. 拉铆(Pull Riveting)拉铆是一种将两个板件通过铆钉进行连接的方法。
铆钉在板件两侧通过应用力拉伸,从而将两个板件牢固地固定在一起。
4. 锁缝铆接(Hemming)锁缝铆接是一种常用的车身板件连接方法,适用于铝合金材料的连接。
通过将一片较薄的铝合金板件卷曲成锁缝造型,然后将其与另一片板件铆接在一起,形成一个强大的连接。
5. 螺柱焊接(Stud Welding)螺柱焊接是一种通过将螺柱焊接在车身板件上,并通过螺母固定来进行连接的方法。
螺柱焊接通常用于连接较大的板件或需要承受较大力的连接。
6. 点胶(Adhesive Bonding)点胶是一种使用特殊的胶粘剂将两个铝合金板件连接在一起的方法。
胶粘剂通过固化,使两个板件在连接处形成牢固的结合。
7. 气动铆接(Pneumatic Riveting)气动铆接是一种使用气动工具将铆钉通过压力连接在板件上的方法。
该方法适用于较大规模的连接,能够提供快速且牢固的连接。
8. 控制变砂(Controlled Torsion Sanding)控制变砂是一种通过表面修整和抛光来准备板件连接部位的方法。
通过控制砂纸的旋转和移动,可以准确地对连接部位进行加工,以确保连接的质量和稳定性。
9. 冲压(Stamping)冲压是一种常用的金属板件加工方法,适用于铝合金板件的制造和加工。
通过冲压工艺,可以将平板变形成需求的形状,并准备好进行连接。
10. 铆螺母焊接(Nutsert Welding)铆螺母焊接是一种将螺母通过铆钉焊接在车身板件上的方法,以便固定其他组件。
地铁车辆铝合金车体的铆接工艺随着城市化进程的加速,地铁作为城市公共交通工具的重要组成部分,扮演着连接城市各个角落的重要角色。
而地铁车辆的制造与维护则显得尤为重要。
在地铁车辆的制造中,铝合金车体的铆接工艺是其中的重要部分之一。
本文将对地铁车辆铝合金车体的铆接工艺进行介绍。
一、铝合金车体的特点铝合金车体由于其重量轻、耐腐蚀性高、表面处理方便等优点,成为地铁车辆制造的首选材料之一。
它不仅可以有效地提高车辆的装载能力,同时还可以降低车辆的整体重量。
铝合金材料还具有很好的可塑性,便于制造各种形状的车体结构。
但是铝合金车体在制造和装配过程中,需要进行大量的铆接工艺,以确保车体的整体稳定性和安全性。
1. 防腐蚀处理铝合金车体在使用过程中极易受到氧化腐蚀的影响,因此在铆接之前,需要对铝合金材料进行防腐蚀处理。
一般来说,先将铝合金表面进行清洗和除漆处理,然后进行化学氧化处理,最后再进行喷漆处理。
这样可以有效地提高铝合金材料的抗腐蚀能力,延长其使用寿命。
2. 铆接工艺铆接是在连接两个或多个金属构件时,采用钉状铆钉或铆钉组的一种连接方式。
在铝合金车体的制造中,铆接工艺是不可或缺的一部分。
在进行铆接工艺时,需要注意以下几点:(1)钣金准备:在进行铆接之前,需要对车体的钣金部件进行准备工作。
包括清洗、打磨和调整钣金部件的形状和尺寸,确保其平整度和尺寸精确度。
(2)铆接工具选择:在进行铆接工艺时,需要选择适合的铆接工具。
通常使用的铆接工具包括气动铆接枪、液压铆接枪和手动铆接枪等。
根据具体的铆接要求和工件形状,选择合适的铆接工具进行铆接。
(3)铆接技术要求:在进行铆接工艺时,需要掌握一定的铆接技术。
包括铆接点的选择、铆接过程的控制和铆接质量的检查等。
特别是在进行车体的角部和弧形结构的铆接时,需要更加注意铆接的技术要求。
(4)质量控制:在进行铆接工艺时,需要对铆接质量进行严格的控制。
包括铆接点的平整度、铆接强度和铆接密封性等方面的检测和控制,确保铆接质量符合要求。

汽车铝的焊接工艺有哪些
汽车铝的焊接工艺有以下几种:
1. 电弧焊接:使用电弧产生高温熔化铝材进行焊接。
常见的电弧焊接工艺有手工电弧焊、氩弧焊、等离子弧焊等。
2. 摩擦焊接:利用铝材在高速摩擦和压力下产生热量,使两块铝材熔化并产生结合。
常见的摩擦焊接工艺有摩擦搅拌焊、摩擦搅拌点焊等。
3. 激光焊接:利用激光束在焊接接头上产生高热,熔化铝材进行焊接。
激光焊接具有焊接速度快、热影响区小等优点。
4. 爆炸焊接:利用高速冲击波在焊接接头上产生瞬间高温,使铝材熔化并结合。
爆炸焊接常用于焊接铝合金与钢的接头。
5. 焊点焊接:通过在铝材上创造小面积局部熔化,使两块铝材焊接在一起。
常见的焊点焊接工艺有电阻焊接、电弧焊接等。
其中,氩弧焊和摩擦搅拌焊是汽车铝焊接中较常用的工艺。
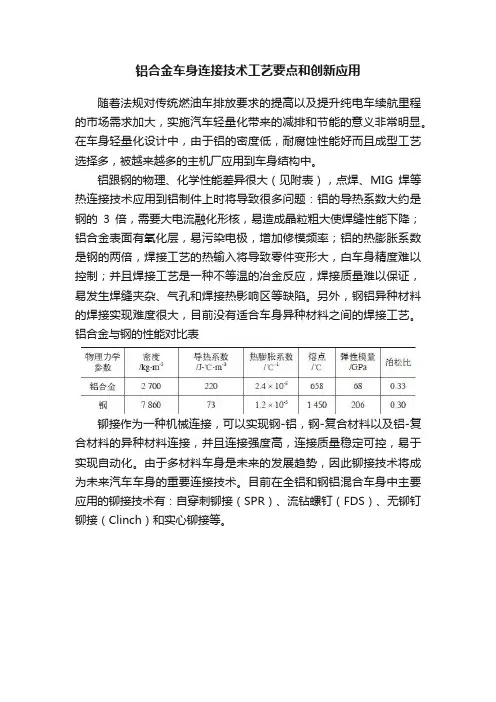
铝合金车身连接技术工艺要点和创新应用随着法规对传统燃油车排放要求的提高以及提升纯电车续航里程的市场需求加大,实施汽车轻量化带来的减排和节能的意义非常明显。
在车身轻量化设计中,由于铝的密度低,耐腐蚀性能好而且成型工艺选择多,被越来越多的主机厂应用到车身结构中。
铝跟钢的物理、化学性能差异很大(见附表),点焊、MIG焊等热连接技术应用到铝制件上时将导致很多问题:铝的导热系数大约是钢的3倍,需要大电流融化形核,易造成晶粒粗大使焊缝性能下降;铝合金表面有氧化层,易污染电极,增加修模频率;铝的热膨胀系数是钢的两倍,焊接工艺的热输入将导致零件变形大,白车身精度难以控制;并且焊接工艺是一种不等温的冶金反应,焊接质量难以保证,易发生焊缝夹杂、气孔和焊接热影响区等缺陷。
另外,钢铝异种材料的焊接实现难度很大,目前没有适合车身异种材料之间的焊接工艺。
铝合金与钢的性能对比表铆接作为一种机械连接,可以实现钢-铝,钢-复合材料以及铝-复合材料的异种材料连接,并且连接强度高,连接质量稳定可控,易于实现自动化。
由于多材料车身是未来的发展趋势,因此铆接技术将成为未来汽车车身的重要连接技术。
目前在全铝和钢铝混合车身中主要应用的铆接技术有:自穿刺铆接(SPR)、流钻螺钉(FDS)、无铆钉铆接(Clinch)和实心铆接等。
自穿刺铆接(SPR)自穿刺铆接的工作原理是:铆钉在铆鼻中推杆的下压作用下,刺穿上层板或者上面两层板,最后在铆模的作用下铆钉空心部分在底层板中张开,与底层板形成自锁结构,整个连接过程底层板只发生塑性变形。
因为有铆模的存在,所以SPR是一种需要双面开放空间的连接工艺。
在车身开发过程中,为了保证各种SPR搭接组合的铆接质量,需要对每种搭接组合进行SPR试片试验,主要从两方面进行铆接质量评价:一是破坏性的力学试验,包括拉伸试验和剪切力试验;二是断面尺寸扫描,主要确保左右互锁值B1和B2、剩余材料厚度C1以及显微头高A1达到要求值。
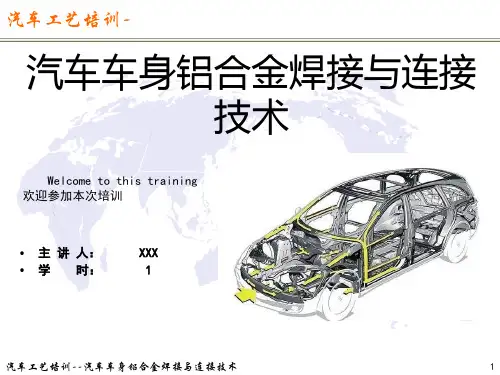
汽车行业车辆铝车身连接工艺技术方法大全在汽车行业中,使用铝车身连接工艺技术可以显著减轻车身的重量,提高车身的强度和刚性,改善车辆的燃油经济性和操控性能。
以下是一些常用的铝车身连接工艺技术方法:1. 铝合金焊接:铝合金是一种常用的车身材料,可以通过焊接来连接不同部件。
常见的铝合金焊接方法包括TIG(Tungsten Inert Gas)焊接、MIG(Metal Inert Gas)焊接,以及激光焊接等。
这些方法可以实现高强度的连接,同时也有较好的外观和耐腐蚀性能。
2.铆接:铆接是一种常用的连接方法,特别适用于连接薄板或不易进行焊接的部件。
铆接通常使用铆钉或铆铆钉进行连接,通过将铆钉穿过连接的部件并从另一侧形成头部,实现部件的牢固连接。
铆接连接具有高强度、耐腐蚀和可靠性好的特点。
3.自攻螺纹:自攻螺纹是一种通过在一侧先钻孔形成螺纹孔,然后在另一侧用螺纹螺钉连接的方法。
这种连接方法适用于连接不同材料的部件,并且可以获得坚固的连接。
4.紧固件连接:紧固件连接指的是使用螺母和螺栓来连接不同的部件。
紧固件连接广泛应用于汽车行业,可以提供较高的连接强度和可靠性。
5.弹性连接:弹性连接是一种通过在接触面之间增加弹性材料(如橡胶)来吸收和减少振动和冲击力的连接方法。
这种连接方法常用于减震器和悬挂系统等部件的连接,以提高车辆的驾驶舒适性和稳定性。
6.胶粘剂连接:胶粘剂连接是一种使用适当的胶粘剂在两个部件之间形成牢固连接的方法。
这种连接方法适用于连接不同材料的部件,如铝合金与塑料件的连接。
胶粘剂连接可以提供较好的密封性和耐腐蚀性能。
7.激光焊接:激光焊接是一种高精度的焊接方法,通过激光光束将两个部件熔合在一起。
这种连接方法适用于连接较小的部件或进行高精度的连接,可以实现较高的焊接质量和外观。
总的来说,汽车行业的车辆铝车身连接工艺技术涉及到多种方法,每种方法都有其适用的场景和特点。
在实际应用中,根据具体的车身设计和需求,可以选择合适的连接方法,以提高车身的性能和可靠性。

地铁车辆铝合金车体的铆接工艺随着城市轨道交通的不断发展和高速增长,地铁的运营规模也在不断地扩大。
目前,地铁车辆主要采用铝合金车体,由于其良好的轻量化和强度特性,能够有效地降低车辆重量和能耗,提高车辆的运行效率和经济效益。
而车体的铆接工艺则是影响车辆质量和安全的关键因素之一。
本文将就地铁车辆铝合金车体的铆接工艺进行介绍和分析。
一、铆接的定义铆接是指用铆钉连接两个或多个工件的机械连接方法。
铆接的作用是使多个薄板在一起形成一体,增加了连接的牢固性。
铆接方法主要分为冷铆和热铆两种。
铝合金车体一般采用冷铆的方法进行连接。
二、车体铆接的作用车体铆接是车辆制造的一项重要工艺。
车体经过大型剪板机裁切后,需要对其进行数百个工件的铆接加工,将各种异形工件进行拼装,然后再进行涂装和装配,制成整辆车体。
车体铆接作为连接车体构件的方式,对车体的安全性、运行性能和经济性等方面具有重要影响。
1.提高车体的牢固性铆接能够将多个薄板连接在一起形成一体,大大增强车体的整体强度和结构稳定性,防止车体在运行过程中出现松动和变形的现象。
铆接的密度也可以影响车体的牢固性,铆接越密集,车体的牢固性就会越高。
因此,在车体铆接时,要注意铆接的位置、数量和间距等要素,提高铆接的质量和密度。
2.提高车体的气密性和密封性铆接也能够起到防止车体进风、漏水和防尘等作用,保证车体的气密性和密封性。
地铁车辆需要适应各种复杂环境,如经过长期的运行,车体表面容易受到氧化、腐蚀和磨损等现象,这时车体铆接就显得尤为重要,它能够有效地维护车体的外观和防护。
3.提高车体的轻量化铝合金车体的轻量化设计,是目前地铁车辆制造的一个普遍趋势。
车体的减重,可以减小车辆的能耗和制造成本,提高车辆的经济效益。
铆接的设计,能够防止车体在运行过程中出现松动和变形现象,减轻车体的重量,并使车身保持平整、精密和紧密。
因此,车体铆接设计要合理,减小多余结构的设计,将板材的厚度控制在最大限度内,这样可以实现车体的轻量化设计。
铝车身连接工艺方法大全
铝车身连接工艺方法有以下几种:
1. 焊接:铝车身常用的焊接方法包括MIG焊接(金属惰性气体焊接)、TIG焊接(氩焊接)
和电阻焊接。
这些焊接方法可以通过加热两个或多个铝件,使它们融合在一起。
2. 强化接头:这种方法通过在铝材表面制造凹槽,然后填充高强度胶粘剂或密封剂来实现连接。
这种方法可以提供强大的连接力,并且不会对铝材本身造成损伤。
3. 螺栓连接:使用螺栓和螺母将两个或多个铝件固定在一起。
这种连接方法适用于需要经常拆
卸和重新连接的情况。
4. 铆接:铝车身中常用的铆接方法包括实心铆和中空铆。
实心铆通过选用合适的铆钉将两个或
多个铝件固定在一起。
中空铆则利用压力将中空铆钉压入铝件中,实现连接。
5. 黏接:使用高强度胶水或粘合剂将两个或多个铝件粘合在一起。
这种方法不会对铝材本身造
成损伤,并且可以提供强大的连接力。
6. 激光焊接:利用激光束将两个或多个铝件加热并融化,然后快速冷却以实现连接。
激光焊接
可以实现高精度的连接,并且不需要额外的焊接材料。
以上是一些常见的铝车身连接工艺方法,具体选择哪种方法取决于车身设计的要求、连接的部
位以及制造成本等因素。
地铁车辆铝合金车体的铆接工艺随着城市化进程的不断加快,地铁成为越来越多城市的交通主力。
地铁车辆作为地铁运营的重要组成部分,其结构设计和制造工艺对地铁运营的安全和效率有着至关重要的影响。
而地铁车辆的车体结构往往采用铝合金材料,其铆接工艺在保证车体结构强度和密封性的也具有一定的难度和技术要求。
本文将介绍地铁车辆铝合金车体的铆接工艺,包括铆接工艺的原理、材料选用、工艺流程和质量控制等方面。
一、铆接工艺的原理铆接是一种常用的焊接方法,其原理是通过机械装置将铆钉推入已预先打孔的工件中,形成与其外形一致的固定端,然后把铆钉的另一端切断或锤敲成盘形,产生拉伸变形,使工件紧密连接。
铆接的原理是利用铆钉形成的固定端和盘形头部之间的挤压力,将被连接的工件牢固地连接在一起。
铆接在车体结构中的应用是为了保证车体的整体强度和密封性,以抵御车体在运营过程中受到的振动和外部环境的侵蚀。
二、材料选用铝合金是地铁车辆车体结构的常用材料,其具有重量轻、强度高、耐腐蚀等特点,非常适合用于制造车体结构。
在进行铆接工艺时,需要选择高强度、抗腐蚀的铆接材料。
通常情况下,铆接材料选用与铝合金相似的高强度铝合金,以确保铆接连接的坚固性和稳定性。
在选择铆钉时,需要考虑其直径、长度和材质等参数,以满足工件的连接需求。
三、工艺流程铆接工艺流程一般包括铆前准备、铆接操作和铆后处理三个主要步骤。
铆前准备主要包括工件清洁、打孔加工和铆钉安装等工序。
首先需要保证工件表面干净无污染,然后进行精确的打孔加工,确定好铆接位置和孔径大小。
接着将铆钉安装到预先打好的孔中,以备开始铆接操作。
铆接操作包括将铆钉放置到工件表面,使用铆接枪或压铆机进行铆接,保证铆接连接牢固。
铆接完成后,还需要进行铆后处理,主要是对延长铆接部位的寿命和提高外观质量有一定的影响。
铆后处理包括清洁、涂漆和外观检查等工序,以确保铆接连接的质量和美观。
四、质量控制在地铁车辆铝合金车体的铆接工艺中,质量控制是至关重要的环节。
铝型材车身焊接工艺
铝型材车身焊接工艺通常采用TIG(氩弧焊)或者MIG(气体保护焊)焊接方法。
第一步,准备工作:清洗铝型材表面,去除杂质和油脂,使得焊接区域干净。
第二步,预热:将要焊接的铝型材进行适当的预热,以提高焊接质量。
预热温度一般在100°C-150°C之间。
第三步,焊接参数设置:根据铝型材材质和厚度设置合适的焊接参数,包括焊接电流、焊接速度、气体流量等。
第四步,焊接操作:使用TIG或者MIG焊枪进行焊接操作。
焊接过程中,焊工需要控制好焊接速度和焊接电流,同时保持焊接区域的氩气保护,防止氧化。
第五步,焊后处理:焊接完成后,对焊缝进行砂轮打磨和抛光,以提高焊缝的外观和密封性。
总之,铝型材车身焊接工艺需要注意材质、厚度等因素,合理设置焊接参数并严格控制焊接质量,以确保焊接连接牢固和外观美观。
铝车身连接工艺方法大全铝车身作为现代汽车制造中常见的材料,其轻量化、高强度等优势使其成为汽车制造中重要的材料之一、铝车身的连接技术也因此成为了汽车制造中的关键环节之一、下面将介绍几种常见的铝车身连接工艺方法。
1.粘接粘接是一种常见的铝车身连接工艺方法。
粘接使用的是特殊的结构胶,通过将胶水应用在铝板接口处,然后施加压力,使胶水在接口处形成均匀的粘结。
粘接的优点包括连接牢固,密封性好,重量轻,且不会对铝板表面造成损伤。
但是,粘接的缺点在于其耐热性和耐候性相对较差。
2.焊接焊接是另一种常用的铝车身连接工艺方法。
铝的焊接主要包括电弧焊接、激光焊接和摩擦焊接等。
电弧焊接是通过电弧加热两块铝板,然后再加压使其相互连接。
激光焊接则是利用激光束将两块铝板加热至熔点,然后加压粘合。
而摩擦焊接是通过在接头处施加压力使两块铝板在摩擦热的作用下形成焊接。
焊接的优点在于连接牢固、耐热性好,但也有缺点,如焊接过程中产生的温度较高可能对铝板造成变形。
3.铆接铆接是一种常见且经济实用的铝车身连接工艺方法。
铆接利用铆钉将两块铝板连接在一起。
铆钉分为铆铜钉和铆铝钉两种。
铆接的优点在于连接坚固,抗拉强度高,且能够适应铝板材料的膨胀和收缩。
然而,铆接的劣势是需要额外的工具和成本,且在连接后无法进行拆卸。
4.弯曲连接弯曲连接是一种适用于铝薄板连接的工艺方法。
通过将两块铝薄板进行弯曲连接,使其互相扣合。
弯曲连接的优点在于简单易于操作,无需额外的连接材料,且能够良好地保持铝板的整体性能。
但是,弯曲连接的强度相对较低,对板材的刚性要求较高。
5.机械连接机械连接是一种常用的铝车身连接工艺方法,包括螺栓连接和螺母连接。
这种连接方法需要在铝板上预先开孔,然后将螺栓和螺母通过孔洞连接。
机械连接的优点在于连接牢固,方便拆卸和维修。
但是,机械连接需要额外的连接部件,增加了制造成本。
综上所述,铝车身连接工艺方法有粘接、焊接、铆接、弯曲连接和机械连接等多种。
汽车铝车身拉铆工艺流程
汽车铝车身拉铆工艺流程如下:
1. 预处理:将铝材进行表面处理,去除污垢和氧化层,保证铝材表面光洁。
2. 切割:使用激光或数控切割机将铝材切割成所需大小。
3. 钻孔:在需要拉铆的位置钻孔,孔径大小需与铆钉直径匹配。
4. 植钉:将铆钉塞入孔内,用铆钉机将铆钉拉紧。
5. 压接:将车身件在专用模具下进行压接,保证铆钉与铝板之间紧密贴合。
6. 检测:通过X光和超声波检测方法检测铆钉和车身之间的粘合情况和密度。
7. 化学处理:使用化学蚀刻剂进行表面处理,去除氧化层并增强铆接强度。
8. 涂装:对车身进行涂装,保护铝板表面不受氧化影响并增加美观度。
以上便是汽车铝车身拉铆工艺流程的简单介绍。