常见塑胶产品缺陷及外观检验标准
- 格式:ppt
- 大小:2.19 MB
- 文档页数:28
塑胶件外观检验标准摘要:一、塑胶件外观检验标准概述二、塑胶件常见不良现象及原因三、塑胶件检验流程与方法四、提高塑胶件外观质量的途径正文:一、塑胶件外观检验标准概述塑胶件外观检验标准主要涉及以下几个方面:颜色、表面光滑度、形状和尺寸、结构完整性以及功能符合性。
检验时,需对比产品实物与设计图纸、承认书等资料,确保塑胶件的外观质量满足要求。
二、塑胶件常见不良现象及原因1.异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
2.气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。
3.塌坑:由于材料收缩,使产品局部整体表面下陷。
4.熔接痕:由于两条或更多的熔融的塑胶流汇聚,而形成在零件表面的线性痕迹。
5.缺料:由于模具的损坏或其他原因,造成成品有射不饱和缺料情形。
6.白印:由于内应力,在产品表面产生与本色不同的白色痕迹。
三、塑胶件检验流程与方法1.检验前准备:了解产品设计要求、图纸、承认书等资料,熟悉检验标准和方法。
2.实物检验:对比实物与设计要求,检查外观质量,如颜色、表面光滑度、形状和尺寸等。
3.功能检验:根据设计要求,测试产品功能是否符合规定。
4.不良品处理:对不合格产品进行分类、记录,并采取相应处理措施。
5.检验报告:编写检验报告,记录检验结果,包括合格品数量、不良品类型及处理方法等。
四、提高塑胶件外观质量的途径1.优化原材料选择:选择优质树脂和添加剂,确保塑胶件的色泽和表面质量。
2.严格模具设计:合理设计模具结构,降低熔接痕、塌坑等不良现象的发生。
3.完善生产工艺:优化成型条件,如温度、压力、时间等,以提高塑胶件外观质量。
4.加强品质管理:严格执行检验标准,提高检验人员素质,确保产品质量。
5.及时处理不良品:对发现的不良品,要及时分析原因,采取措施予以改进,避免类似问题再次发生。
塑胶制品的质量标准及检验方法塑胶制品广泛应用于工业、建筑、家居、家电等领域,其质量标准和检验方法对于保证产品质量、确保用户使用安全至关重要。
以下为塑胶制品的质量标准及检验方法,以供参考。
一、质量标准1. 外观质量:塑胶制品的外观应保持整洁、光滑,表面无明显划伤、气泡、变色等缺陷。
2. 尺寸精度:塑胶制品的尺寸应符合规定的尺寸公差,尺寸公差的大小取决于具体的产品和用途。
3. 力学性能:塑胶制品的力学性能包括拉伸强度、弯曲强度、冲击强度等。
不同的塑胶材料对应着不同的力学性能指标,需要根据具体材料选择相应的标准进行检验。
4. 耐热性:塑胶制品应具有一定的耐热性,以保证在高温环境下不发生变形、熔化等现象。
常见的检验方法包括热变形温度、承受高温环境下的重量变化等。
5. 耐磨性:塑胶制品应具有一定的耐磨性,以保证在长时间使用过程中不易磨损或破碎。
常见的检验方法包括耐磨性试验机、耐磨性杯法等。
6. 耐候性:塑胶制品应具有一定的耐候性,以保证在室外长时间使用过程中不易老化、褪色等现象。
常见的检验方法包括紫外线老化试验、人工气候老化试验等。
7. 化学性能:塑胶制品在特定环境下应具有一定的耐化学性,以保证在特殊使用环境下不发生变化或腐蚀。
常见的检验方法包括耐环境介质试验、耐酸碱试验等。
8. 环境友好性:塑胶制品应符合环保要求,遵循国家和行业相关标准,比如符合RoHS指令的限制物质含量要求。
二、检验方法1. 外观检验:通过目测和触摸检查外观是否符合要求,主要检查表面是否平整、无划痕、气泡等缺陷。
2. 尺寸检验:使用卡尺、测量仪器等工具测量产品的尺寸,与标准尺寸进行比较,检验是否在公差范围内。
3. 力学性能检验:使用拉力试验机、弯曲试验机、冲击试验机等设备对塑胶制品进行相应的试验,检测其强度和硬度等力学性能指标。
4. 耐热性检验:将塑胶制品置于高温环境下,观察是否发生变形、熔化等现象,或使用热变形温度试验仪进行检测。
5. 耐磨性检验:使用耐磨性试验机对塑胶制品进行摩擦试验,或使用耐磨性杯法进行试验,检验其耐磨性能。
塑胶件外观检验常见不良分类及判定标准编制:审核:批准:1文件依据:公司文件ZQ/SIP08-QA-001《塑胶件来料检验标准》名词解释:A级面:在正常使用条件下,直视看得到的面。
B级面:表面外露,但不明显,在正常使用时,直视看不到的面。
C级面:在正常使用时看不到的面。
2(又名接合线、熔接线)不良现象:视可见,一般在结构复杂零件或穿孔结构位置出现。
ABC一般情况下,轻微结合线喷油可遮盖,3不良现象:显的发白与零件面色不一致,目视明显。
AB处并且相距需超过C上图所示有凹凸感划伤喷油无法遮盖,喷油前需检出;下图所示无感发白划伤,喷油前不需检出。
4567不良现象:色不一致的黑点或其它颜色杂点。
A少于BC如是及透明件需标准加严。
如是需发外喷油件不需检验。
8不良现象:ABC910不良现象:需根据整体装配效果判定,如影响装配外观、效率及其它功能性问题一律不允收,如轻微变形并且变形位置有螺钉固定校正则接受。
1112不良现象:不一致的现象。
ABC如是发外喷油件不需检验全部允收。
1314不良现象:的发白。
A要客户除外)BC如是发外喷油件不需检验全部允收。
1516。
塑胶件的检验标准工具卡尺(精度不低于0.2mm)。
打火机。
外观缺陷检查条件距离:肉眼与被测物距离30CM。
时间:10秒钟内确认缺陷。
角度:15-90度范围旋转。
照明:60W日光灯下。
视力:1.0以上(含较正后)。
检验项目及要求塑壳外观a.所有外观面光滑过渡、无注塑不良。
b.外观面无划伤、痕迹、压痕。
c.非喷涂面不能有喷涂印。
d.喷涂均匀完整、不粗糙、无暗纹、亮斑,不能有局部堆积,少油,纤维丝。
喷涂是否牢固,硬度是否符合要求。
e.喷涂层色差光泽均匀、光亮。
尺寸测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。
a.五金槽的尺寸。
b.外型轮廓。
c.定位孔位置d.特殊点位置及规格(超声线)。
材质a.原材料是符合相关设计要求。
b.防火材料应用打火机做实验(需在确保安全的条件下进行)。
试装配a.将胶壳与相应的保护板、五金、支架等配件试装应配合良好。
b.必要时应取1-3个胶壳试超声,超声缝隙应均匀一致,焊接良好。
五金件尺寸测量五金的尺寸,须与样品或BOM一致。
外观目测检查五金的色泽是否与样品一致,是否有划伤、变形,电镀层脱落等。
检验方法外观使用目测法检查被检品的外观。
寸使用卡尺测量被检品的尺寸。
塑壳表面分类A面:塑壳壳面;B面:塑壳底面。
等级分类A级:公司所生产原配、原装产品的塑壳和五金来料;B级:公司所生产自有品牌或类似产品塑壳和五金来料;C级:以客户所承认样品生产的产品的塑壳和五金来料。
质量评定检验办法塑胶(包括五金件)来料按按GB/T 2828-87 正常检查一次抽样方案II级检查水平进行抽样检查。
缺陷分类A级来料附件一执行。
B级来料参照附件二执行。
C极来按客户承认样品进行检验。
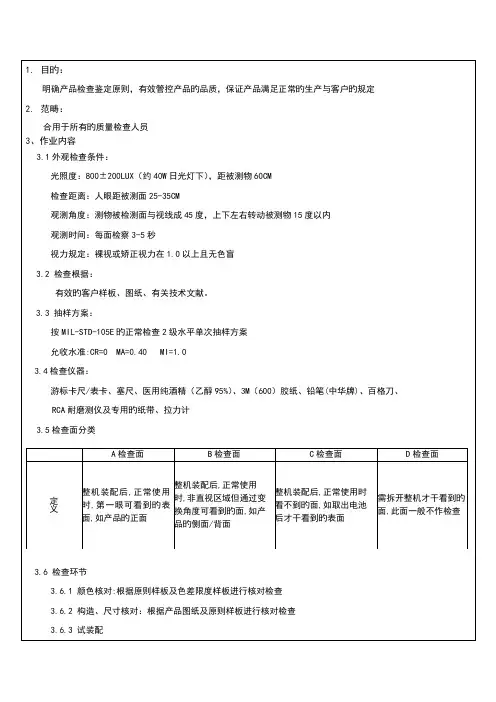
塑胶验货标准1、目的:本规范旨在定义**公司品质标准,对胶塑产品检验与判定的依据,同时为客户及协力厂商对本公司品质要求认知准则。
2、适用范围:本公司生产或加工组装所需塑胶件产品皆适用之。
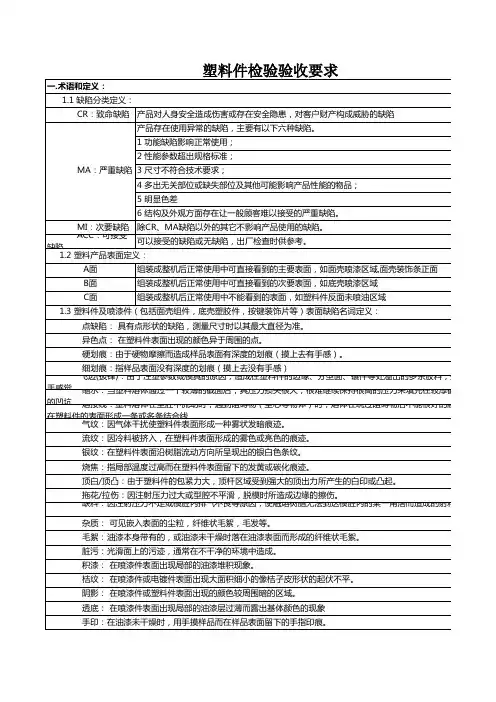
3、定义:3.1 缺点(defect):发生危险(如发生火灾、爆炸等)影响产品的安全性能、或产品使用性能不能达到所期望的目的,或显著的减低其实用性能,或不影响产品的使用目的但影响产品的外观。

文件控制印章副本发放部门☐营业部☑品证部☑装配☐项管☐行政部☐财务报关☑采购部☑注塑部☑清洁胶☑货仓☐厂机部□SMD☑PMC ☑工程部☑喷油丝印☐工模部☐电脑课☑IMDPATH:G:\DOCCON\TS16949工作指引\KS-QMD-002.DOC如此印章并非蓝色,代表此文件并非合法之版本,并不会受到控制及更新,请使用受控制之文件。
一、目的:明确注塑品一般外判定基准,使作业及检验有据可依。
二、范围:适用于公司所有注塑品的外观判定(若客户有要求时按客户特别要求执行)。
三、内容3.1注塑品常见的外观缺陷:混色、白化、黑点、缺胶、溢胶、缩水、夹水纹、银纹、气纹、伤、油污、表面积灰等;3.2金属部件一般外观判定标准;3.3喷油、丝印、移印、烫印一般外观判定标准;3.4组装件一般外观判定要求及标准;3.5其它类产品一般外观判定要求及标准。
3.6手柄类(BOSCH)外观判定标准3.7工具箱类(BOSCH)外观判定标准3.8 汽车内饰件外观检验标准四、定义:无五、程序内容:常见缺陷及一般外观判定基准5.1注塑产品通用检查标准见附表(1)5.2 金属部件的一般判定基准:5.2.1 金属表面不能有油污,不可有异物附着,用手、目、白抹布及胶纸确认。
5.2.2 金属件生锈断面一般只要少于全周的三分之一可以接受,对螺纹孔生锈只要内径、外径、有效径三项合格可以接收.但部品表面生锈,涂层及表面处理层脱落均不可。
5.2.3 金属部品变形不可,加工中遗漏不可,断裂不可,螺纹倾斜1°内可接受.5.2.4 金属部品如客户有特别要求,则必须按客户要求执行。
5.2.5 关于五金件和处理保管有其特殊要求,具体可参考祥工016:五金件处理标准。
5.2.6 金属表面若有酒精无法抹去之异色,对内装件可接受。
5.3 喷油、丝印、移印、烫印的一般具体测试及要求可参考<祥品003>的“3A”5.3.1 质检员检查,喷油、丝印、移印、烫印后易显现注塑缺陷。
塑胶件外观检验标准塑胶件是一种广泛应用于各个行业的材料,其外观质量是评判产品品质的重要指标之一。
为了确保塑胶件的外观符合要求,制定一套严格的外观检验标准是必要的。
本文将介绍塑胶件外观检验的标准和相关要点。
一、外观缺陷分类首先,我们需要对塑胶件的外观缺陷进行分类。
主要的外观缺陷包括以下几类:1. 表面缺陷:表面光洁度不佳、气泡、气孔、毛刺等。
2. 几何尺寸缺陷:尺寸不准确、嵌注痕迹、异物粒子等。
3. 颜色缺陷:颜色不均匀、色差过大等。
4. 拼接缺陷:拼接处不牢固、存在接缝、开裂等。
二、外观检验标准针对上述分类的外观缺陷,我们需要制定相应的检验标准。
以下是常用的塑胶件外观检验标准:1. 表面缺陷检验标准:检查表面光洁度、气泡和毛刺等缺陷。
根据产品的特性和使用环境,可以制定相应的允许范围和级别。
2. 尺寸缺陷检验标准:测量塑胶件的尺寸,并与设计图纸进行对比。
对于关键尺寸,需严格控制误差范围。
3. 颜色缺陷检验标准:根据产品要求的颜色标准,使用色差仪或人眼对塑胶件的颜色进行检验。
将颜色差异控制在可接受范围内。
4. 拼接缺陷检验标准:通过物理测试或加工试验验证拼接处的强度和牢固性。
确保拼接处无开裂或接缝现象。
三、外观检验方法外观检验应根据不同的缺陷类型采用相应的检验方法,以下是常用的外观检验方法:1. 目测检验:使用肉眼对塑胶件的外观进行检查。
此方法适用于表面缺陷和颜色缺陷的检验。
2. 借助工具:如放大镜、显微镜等,对细小的缺陷进行观察和测量。
适用于尺寸缺陷和拼接缺陷的检验。
3. 物理测试:应用拉力测试机、冲击试验机等设备对拼接处进行力学性能测试,以验证其牢固性。
四、外观检验记录与评估在外观检验过程中,需要记录检验结果并进行评估。
以下是相关要点:1. 检验记录:记录每个样品的检验时间、检验人员、缺陷类型和数量等信息。
确保有准确的记录可供参考。
2. 缺陷评估:根据标准要求,对检出的缺陷进行评估和分类。
将其分为轻微缺陷、一般缺陷和严重缺陷等级。
☆测试对象:UV、PU、橡胶漆、金属漆、电镀件、镜片、印刷产品、金属装饰件。
☆测试环境:35° C☆测试设备:盐雾实验机☆实验措施:溶液含量:5%旳氯化钠溶液。
将产品用绳子悬挂起来放在实验箱内,让实验水雾能均匀旳喷射到产品旳被测表面。
实验时间为48个小时,实验过程中产品不得被半途取出,如果急需取出测试,要严格记录测试时间,该实验需向后延迟相似时间。
取出产品,常温下放置48小时进行干燥,并对其进行外观检查。
☆检查原则:手机外壳表面及装饰件无明显腐蚀等异常现象为合格。
6.6.6温度冲击测试(Thermal shock)☆测试环境:低温箱:-30° C ;高温箱:+70° C。
☆测试设备:冷热冲击实验箱☆实验措施:将产品放置于高温箱内持续30分钟后,在15秒内迅速移入低温箱并持续30分钟,循环32次。
实验结束后将产品从温度冲击箱中取出,并恢复2小时后进行外观检查。
☆检查原则:产品测试表面无起皮、起泡、裂纹和脱落等异常现象为合格。
6.6.7湿热测试(Humidity Test)☆测试环境:+60° C ,90%RH。
☆实验设备:恒温恒湿箱☆实验措施:将产品旳测试表面朝上放置在温度实验箱内旳架子上,持续48个小时之后取出,常温下放置4小时后,然后进行外观、检查。
☆检查原则:产品测试表面无起皮、起泡、裂纹和脱落等异常现象为合格6.8.对供应商提出旳报告和样品规定6.8.1 1模全尺寸检测报告 (附样品) ;6.8.2 5模重点尺寸检测报告 (附样品) ;6.8.3 外观检查与实验报告 (附样品) ;6.8.4 实验、封样用样品:15模6.8.5 可靠性实验报告6.8.6 包装方式6.8.7 材质证明6.8.8 认定报告(Qualify)6.8.9 出货质量原则7. 附件无。
1.目的明确公司注塑外观质量标准,规范塑胶产品外观检验与判定标准,确保客户及协力厂商对本公司品质要求的认知。
2.适用范围适用于公司生产或外购的塑胶产品3.过程描述3.1 缺陷划分3.1.1严重缺陷(CR)对人身安全有危险或存在对人身健康有危害的缺陷。
如漏电、漏水、塑胶有毒、利边等。
3.1.2主要缺陷(MA)产品主要功能丧失、会影响使用寿命、会影响装配速度或严重外观不良直接影响产品的销售。
如刮花、异色严重等。
3.1.3次要缺陷(MI)轻微外观不良,不会直接影响到产品的销售。
即除了CR、MA之外的缺陷。
如轻微油污、刮花、水纹、缩水等。
3.2表面等级划分A面:在正常使用时,能看到的外表面,如丝印位、铭牌位所在面作为A面B面:在正常使用时看不到的外表面,如产品的侧面、背面作为B面C面:不借用工具可看到的内表面或需要打开后才看得到的表面作为C面3.3塑胶件表面缺陷定义1)异色点:胶件表面由不同于本体颜色可见杂质或烧焦的碎片形成2)划伤:产品受外力作用在表面出现的各种凹线或痕迹3)披锋:在产品的分模线上溢出的胶料4)色差:胶料着色时色粉混搅不均匀,水口料使用比例不当,注塑温度变化等原因造成与色板颜色形成的偏差.5)缩水:注塑成型后,塑料冷却时由于受到各种影响,产品体积内收缩在表面形成的凹陷6)缺胶:注射量不足而造成产品形体的缺损7)变形:注塑时,温度太高,冷却时间不够,出模后收缩,本身残留应力变化导致弯曲或由于出模不顺,顶针强行顶出变形。
8)油污:啤塑时为了消除顶白、拉白在模具型腔内喷射脱模剂或在啤塑前没有把模具型腔内的油渍抹擦干净,在胶件表面上出现油花(污)。
9)汽纹:模具设计排气不良或调较不当, 熔融胶料在模具型腔内充模时,胶料走胶速度太慢,造成排气困难,气体只能由入水位排气,在入水位表面或附近出现圈状色变或反光。
1.目的明确公司注塑外观质量标准,规范塑胶产品外观检验与判定标准,确保客户及协力厂商对本公司品质要求的认知。
2.适用范围适用于公司生产或外购的塑胶产品3.过程描述3.1缺陷划分3.1.1严重缺陷(CR)对人身安全有危险或存在对人身健康有危害的缺陷。
如漏电、漏水、塑胶有毒、利边等。
3.1.2主要缺陷(MA)产品主要功能丧失、会影响使用寿命、会影响装配速度或严重外观不良直接影响产品的销售。
如刮花、异色严重等。
3.1.3次要缺陷(MI)轻微外观不良,不会直接影响到产品的销售。
即除了CR、MA之外的缺陷。
如轻微油污、刮花、水纹、缩水等。
3.2表面等级划分A面:在正常使用时,能看到的外表面,如丝印位、铭牌位所在面作为A面B面:在正常使用时看不到的外表面,如产品的侧面、背面作为B面C面:不借用工具可看到的内表面或需要打开后才看得到的表面作为C面3.3塑胶件表面缺陷定义1)异色点:胶件表面由不同于本体颜色可见杂质或烧焦的碎片形成2)划伤:产品受外力作用在表面出现的各种凹线或痕迹3)披锋:在产品的分模线上溢出的胶料4)色差:胶料着色时色粉混搅不均匀,水口料使用比例不当,注塑温度变化等原因造成与色板颜色形成的偏差.5)缩水:注塑成型后,塑料冷却时由于受到各种影响,产品体积内收缩在表面形成的凹陷6)缺胶:注射量不足而造成产品形体的缺损7)变形:注塑时,温度太高,冷却时间不够,出模后收缩,本身残留应力变化导致弯曲或由于出模不顺,顶针强行顶出变形。
8)油污:啤塑时为了消除顶白、拉白在模具型腔内喷射脱模剂或在啤塑前没有把模具型腔内的油渍抹擦干净,在胶件表面上出现油花(污)。
9)汽纹:模具设计排气不良或调较不当,熔融胶料在模具型腔内充模时,胶料走胶速度太慢,造成排气困难,气体只能由入水位排气,在入水位表面或附近出现圈状色变或反光。