第六章 孔加工刀具
- 格式:ppt
- 大小:10.36 MB
- 文档页数:68
第六章钻孔、锪孔、铰孔第一节基本概念用钻头在材料上加工孔,这一操作叫做钻孔;用锪钻把已有的孔扩大和在孔的端面或边缘上加工成各种形状的浅孔,叫做锪孔;为了提高孔的表面光洁度,用铰刀对孔进行精加工,叫做铰孔。
钻孔在机器制造业中是一项很普遍而又重要的操作。
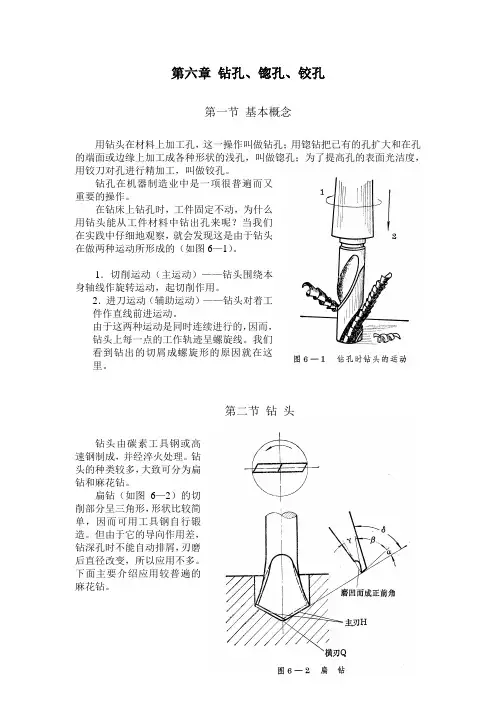
在钻床上钻孔时,工件固定不动,为什么用钻头能从工件材料中钻出孔来呢?当我们在实践中仔细地观察,就会发现这是由于钻头在做两种运动所形成的(如图6—1)。
1.切削运动(主运动)——钻头围绕本身轴线作旋转运动,起切削作用。
2.进刀运动(辅助运动)——钻头对着工件作直线前进运动。
由于这两种运动是同时连续进行的,因而,钻头上每一点的工作轨迹呈螺旋线。
我们看到钻出的切屑成螺旋形的原因就在这里。
第二节钻头钻头由碳素工具钢或高速钢制成,并经淬火处理。
钻头的种类较多,大致可分为扁钻和麻花钻。
扁钻(如图6—2)的切削部分呈三角形,形状比较简单,因而可用工具钢自行锻造。
但由于它的导向作用差,钻深孔时不能自动排屑,刃磨后直径改变,所以应用不多。
下面主要介绍应用较普遍的麻花钻。
1.麻花钻的构造:麻花钻(如图6—3)分为直柄与锥柄两种(直径小于12毫米的钻头,尾部是圆柱形;直径大于12毫米的钻头,尾部一般是圆锥形,用莫氏锥度),它由下面三部分组成:(1)尾部——起传递动力和夹持定心作用。
(2)颈部——它是制造钻头时磨削钻头外圆的退刀槽。
上面标注钻头的材料、规格和标号。
(3)工作部分——包括钻头的切削和导向两个部分切削部分包括横刃、两个主切削刃和两个后面,起主要切削作用;导向部分在钻孔时起着引导钻头垂直钻进和修光孔壁的作用。
导向部分由四个部分组成:1)螺旋槽。
它是正确形成切削刃和前角,并起着排屑和输送冷却液的作用。
2)刃带和齿背。
在钻头的外表面,沿螺旋槽高出约0.5~1毫米的窄带,叫做刃带,刃带上面起副切削作用的是副切削刃。
切削时,它与孔壁相接触,起着修光孔壁和引导钻头不致偏斜的作用。

孔加工刀具及方法一、孔加工刀具的分类1.钻头:用于钻孔,可以分为普通钻头、中心钻头等。
普通钻头主要用于中、小孔径的钻孔,而中心钻头主要用于钻孔前的中心定位。
2.镗刀:用于对孔进行镗削,适用于孔径较大且精度要求较高的加工。
根据镗削的方式,可以分为手工镗刀和机动镗刀。
3.切削刀具:包括铰刀、滚刀等,用于在工件上切削出所需的孔形。
4.攻丝刀:用于在孔内加工螺纹,主要包括手攻刀和机动攻丝刀。
二、孔加工的常用方法1.钻孔法:利用钻头在工件上旋转切削,形成圆形的孔。
2.镗削法:利用镗刀在工件上旋转切削,形成较大孔径和高精度的圆形孔。
3.铰孔法:利用铰刀在工件上切削,形成倒角的肩部和圆形的底面孔。
4.拉床法:利用拉床将工件拉动,完成孔的切削。
5.铣削法:利用铣刀在工件上旋转切削,形成不同形状的孔。
6.手工孔:通过手工工具(如手电钻、手持镗刀等)完成孔的加工。
三、孔加工的注意事项1.材料选择:根据工件材料的不同,选择适合材料的刀具,以及合适的切削速度、进给速度等参数。
2.刀具保养:加工过程中,要定期检查并清洁刀具,保持刀具的尖端锐利,以保证加工质量和效率。
3.加工前的准备工作:加工前需进行合适的夹紧与定位,确保工件的稳定性和精度。
4.加工润滑:加工过程中需要使用润滑剂,减少摩擦和热量的产生,提高刀具寿命和加工质量。
5.审核尺寸:加工后要对孔的尺寸进行检测,以确保加工结果的准确性和合格率。
总之,孔加工是一项常见且重要的加工工艺。
合理选择孔加工刀具和方法,严格执行加工工艺要求,可以达到较高的加工精度和质量要求。
在实际应用中,根据工件的具体要求和加工条件,选择合适的孔加工刀具和方法,可以提高生产效率,降低生产成本。

刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
下面我们就来具体介绍一下,孔加工刀具的几何角度与结构。
有的刀具的工作部分就是切削部分,如车刀、铣刀等。
有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、丝锥等。
切削部分的作用是用刀刃切除切屑。
校准部分的作用是修光已切削的加工表面和引导刀具。
刀具工作部分的结构有整体式、焊接式和机械加固式。
1、刀具的几何角度在分析各种刀具时,都可以把它当成只有一个切削部分的车刀来分析。
因此,通过车刀来介绍钻头、铰刀等孔加工刀具切削部分的名称及几何参数刀具的切削部分主要由主切削刃、副切削刃、刀尖前面、主后面和副后面组成。
为了确定刀面与刀刃在空间的位置,选择主剖面系参考平面作为基准。
主剖面系由3个平面组成。
基面:通过切削刃上某选定点,且平行或垂直于刀具在制造、刃磨和测量过程中适于定位或定向的平面或轴线。
车刀的基面是平行刀杆底面的平面。
切削平面:和切削刃上的选定点相切,并垂直于基面的平面。
主剖面:通过主切削刃上某选定点,同时垂直于基面和切削平面的平面在参考平面确定之后,刀面和主切削刃的方位只要用4个不同类型的角度就可以表达,即前角、后角、刃倾角、主偏角。
前角:在主剖面中测量的前面与基面间的夹角。
后角:在主剖面中测量的后面与切削平面间的夹角。
主偏角:主切削刃与进给运动方向在基面上投影间的夹角。
刃倾角:主切削刃与基面间的夹角。
2、几何角度与切削性能增大前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前面的摩擦阻力,从而减小切削力和切削热。
但增大前角,同时会降低切削刃的强度,减小刀头的散热体积。
后角的作用是减小刀具在切削过程中后面与加工表面之间的摩擦。
各种刀具的后角一般为5—12度。
刃倾角影响切削时切屑流出的方向,也影响刀具的强度和散热条件。
负的刃倾角有利于加强刀尖强度和散热。
在加工淬硬钢和刀具承受冲击载荷时,应采用负的刃倾角。