第七章 孔加工刀具 PPT
- 格式:ppt
- 大小:1.37 MB
- 文档页数:67


孔加工刀具第一节孔加工的特点及工艺方法孔加工刀具是切削加工中使用得最早的刀具之一,也是目前应用得很广泛的一种刀具。
孔加工的对象为机器或仪器上各种各样的孔,例如:螺钉孔、销子孔、齿轮内孔、箱体上的轴孔、机床主轴锥孔等。
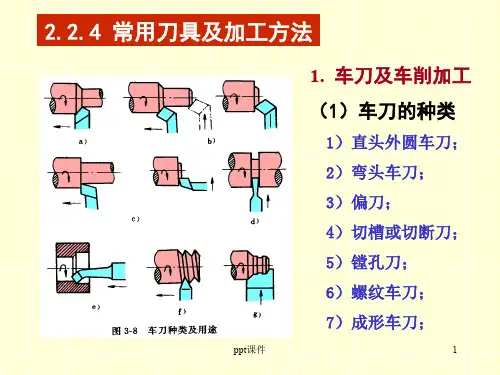
根据用途及技术要求的不同,孔可以在车床、钻床,拉床、镗床和磨床上用镗刀、钻头、锪钻、铰刀、拉刀、内圆磨具等孔加工刀具来加工。
一、孔加工的特点孔加工刀具的工作部分在工件内表面里工作,使刀具的某些结构尺寸受到限制,因而引起了一些突出问题,如:容屑排屑问题、刀具的强度、刚度及导向问题、散热冷却问题等。
这些方面在设计和使用孔加工刀具时都要特别注意。
1.刀具刚度差2.排屑困难3.直观性差4.规格品种多二、不同精度孔的工艺方法孔的加工方法很多。
常见的有:钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、珩磨孔和研磨孔等.还有电火花、超声波、激光加工等新工艺。
最常见的是在车床、钻床和镗床上进行孔的加工。
下表是在车床或镗床上加工孔的工艺方法。
第二节孔加工刀具的类型及用途孔加工刀具按其用途一般分为两大类:一类是从实体材料上加工出孔的刀具,如扁钻、麻花钻、中心钻及深孔钻等;另一类是对已有孔进行再加工的刀具,如扩孔钻、铰刀及镗刀等。
一、扁钻常用的扁钻,可分为整体式和装配式两种重要类型,如图所示。
1.整体式扁钻:主要用于孔径为12mm以下的尺寸范围。
它的切削部分的材料可用高速钢或硬质合金。
在0.03~0.5mm的微孔钻削时,整体扁钻仍被广泛采用。
2.装配式扁钻:主要用于直径25~500mm的大尺寸范围的钻孔或扩孔。
其结构由钻杆和可换刀片两部分组成。
可换刀片的材料为高速钢或硬质合金。
3.特点:缺点是切削条件差,生产率低,排屑困难,钻孔时不易保持孔的位置,加工精度低。
优点是强度和刚性较好、结构简单、制造成本低,便于采用机夹结构。
二、麻花钻麻花钻是一种形状较复杂的双刃钻孔或扩孔的标准刀具。
一般用于孔的粗加工(IT11以下精度及表面粗糙度Ra25—6.3um),也可用于加工攻丝、铰孔、拉孔、镗孔、磨孔的预制孔。