14第十四章 孔加工刀具
- 格式:ppt
- 大小:12.68 MB
- 文档页数:47
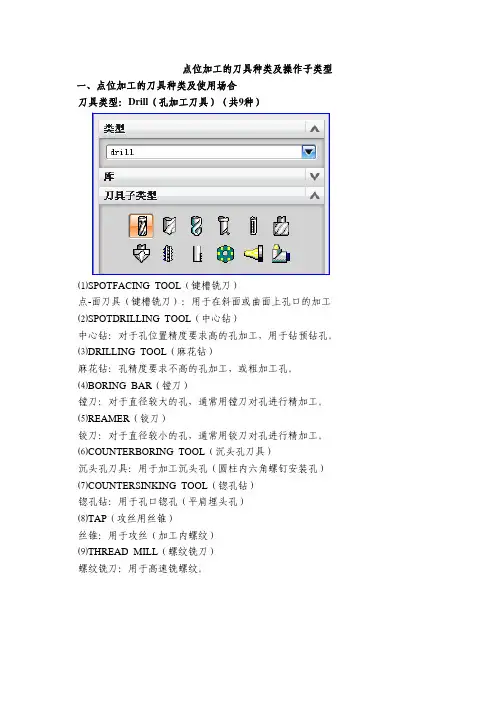
点位加工的刀具种类及操作子类型一、点位加工的刀具种类及使用场合刀具类型:Drill(孔加工刀具)(共9种)⑴SPOTFACING_TOOL(键槽铣刀)点-面刀具(键槽铣刀):用于在斜面或曲面上孔口的加工⑵SPOTDRILLING_TOOL(中心钻)中心钻:对于孔位置精度要求高的孔加工,用于钻预钻孔。
⑶DRILLING_TOOL(麻花钻)麻花钻:孔精度要求不高的孔加工,或粗加工孔。
⑷BORING_BAR(镗刀)镗刀:对于直径较大的孔,通常用镗刀对孔进行精加工。
⑸REAMER(铰刀)铰刀:对于直径较小的孔,通常用铰刀对孔进行精加工。
⑹COUNTERBORING_TOOL(沉头孔刀具)沉头孔刀具:用于加工沉头孔(圆柱内六角螺钉安装孔)⑺COUNTERSINKING_TOOL(锪孔钻)锪孔钻:用于孔口锪孔(平肩埋头孔)⑻TAP(攻丝用丝锥)丝锥:用于攻丝(加工内螺纹)⑼THREAD_MILL(螺纹铣刀)螺纹铣刀:用于高速铣螺纹。
二、点位操作子类型⑴SPOT_FACING:(铣孔口平面)。
锪平面,使用键槽铣刀。
⑵SPOT_DRILLING:中心钻,使用中心钻头钻导向位置。
⑶DRILLING:钻孔。
使用麻花钻钻孔。
⑷PECK_DRILLING:(啄孔)深孔钻削。
刀具回退到最小安全平面。
⑸BREAKCHIP_DRILLING: 断削钻。
刀具回退较小的距离。
⑹BORING :镗孔。
使用镗刀镗孔。
⑺REAMING:铰孔。
使用铰刀铰孔。
⑻COUNTERBORING:钻沉头孔。
圆柱(内六角)沉头螺孔。
⑼COUNTERSINKING:锪孔。
平肩沉头孔⑽TAPPING :攻丝。
使用丝攻加工螺纹孔。
⑾THREAD_MILLING :铣螺纹孔。
三、相关参数的设置1、刀具与刀轴设置2、刀轨设置⑴Avoid避让允许你规定部件内夹具或障碍之上的刀具间隙。
⑵切削与速度四、举例工艺流程:⑴钻定位孔(中心孔)⑵钻螺纹底孔φ8.5及攻丝M10⑶钻埋头孔(φ8、φ14)⑷加工φ25孔(钻φ8、扩φ24.5、镗φ25)作业:1、点位加工使用刀具类型有哪些?2、点位操作子类型有哪些?。


加工中心刀具怎么选择合适的?加工中心刀具怎么选择合适的?加工中心刀具主要分为铣削刀具和孔加工刀具两大类。
铣削刀具的选择主要是铣刀型别和铣刀尺寸的选择。
铣刀型别应与工件表面形状与尺寸相适应。
加工较大的平面应选择面铣刀;加工凹槽或者是较小的台阶及平面轮廓时应选择立铣刀;加工曲面应选择球头铣刀;加工模具型腔或凸模成形表面等多选用模具铣刀;加工封闭的键槽选择键槽铣刀;加工变斜角面应选用鼓形铣刀;加工各种直的或圆弧形的凹槽、斜角面、特殊孔等应选用成形铣刀。
当粗铣或铣不重要的加工平面时,可使用粗齿铣刀;当精铣时,可选用密齿铣刀,用小进给量达到低的表面粗糙度;当铣材料较硬的金属时,必须选用密齿铣刀,同时进给量要小,以防止振动。
铣刀尺寸也应与被加工工件的表面尺寸和形状相适应。
刀具直径的选用主要取决于装置的规格和工件的加工尺寸,另外还要考虑刀具所需功率应在机床功率范围之内。
粗铣时铣刀直径要小些,精铣时铣刀直径要尽量大些,最好能够包容整个加工宽度。
表面要求高时,还可以选择使用具有修光效果的刀片。
而孔加工刀具可分为钻孔刀具、镗孔刀具、扩孔刀具和铰孔刀具。
(1)钻孔刀具较多,主要有普通麻花钻、可转位浅孔钻以及扁钻。
用加工中心钻孔通常都会采用普通麻花钻,普通麻花钻主要由工作部分和柄部组成的。
刀具柄部分为直柄和锥柄两种。
直柄工具的刀柄主要是弹簧夹头刀柄,其具有自动定心、自动消除偏摆的优点,所以小规格的刀具最好选用该型别。
而工作部分包括切削部分和导向部分,所示,麻花钻的切削部分有2个主切削刃、2个副切削刃、1个横刃。
麻花钻的导向部位起导向、修光排屑和输送切削液作用。
麻花钻一般用于精度较低孔的粗加工,由于加工中心所用夹具没有钻套定心导向,钻头在高速旋转切削时容易会发生偏摆运动,而且钻头的横刃长,所以在钻孔时,要用中心钻打中心孔,用以引正钻头。
(2)镗削的主要特点是获得精确的孔的位置尺寸,得到高精度的圆度、圆柱度和表面粗糙度,所以,对精度较高的孔可用镗刀来保证。
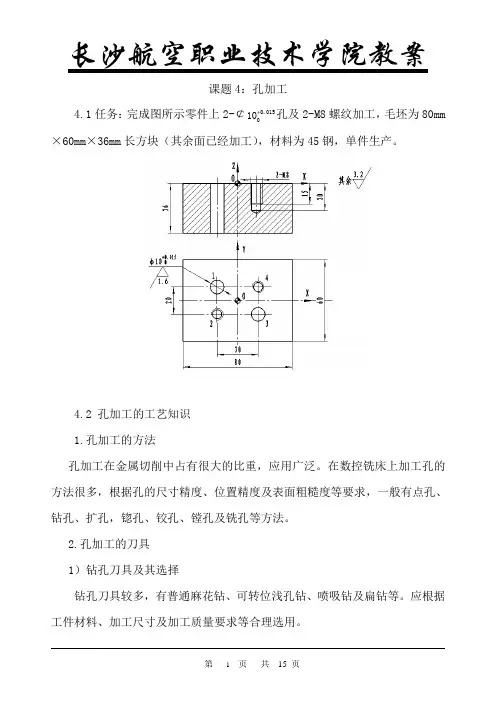
课题4:孔加工4.1任务:完成图所示零件上2-¢0.01510 孔及2-M8螺纹加工,毛坯为80mm×60mm×36mm长方块(其余面已经加工),材料为45钢,单件生产。
4.2 孔加工的工艺知识1.孔加工的方法孔加工在金属切削中占有很大的比重,应用广泛。
在数控铣床上加工孔的方法很多,根据孔的尺寸精度、位置精度及表面粗糙度等要求,一般有点孔、钻孔、扩孔,锪孔、铰孔、镗孔及铣孔等方法。
2.孔加工的刀具1)钻孔刀具及其选择钻孔刀具较多,有普通麻花钻、可转位浅孔钻、喷吸钻及扁钻等。
应根据工件材料、加工尺寸及加工质量要求等合理选用。
在数控镗铣床上钻孔,普通麻花钻应用最广泛,尤其是加工¢30mm以下的孔时,以麻花钻为主,如图6-2所示。
图6-2 普通麻花钻在数控镗铣床上钻孔,因无钻模导向,受两种切削刃上切削力不对称的影响,容易引起钻孔偏斜。
为保证孔的位置精度,在钻孔前最好先用中心钻钻一中心孔,或用一刚性较好的短钻头钻一窝。
中心钻主要用于孔的定位,由于切削部分的直径较小,所以中心钻钻孔时,应选取较高的转速。
对深径比大于5而小于100的深孔由于加工中散热差,排屑困难,钻杆刚性差,易使刀具损坏和引起孔的轴线偏斜,影响加工精度和生产率,故应选用深孔刀具加工。
2)扩孔刀具及其选择扩孔多采用扩孔钻,也有用立铣刀或镗刀扩孔。
扩孔钻可用来扩大孔径,提高孔加工精度。
用扩孔钻扩孔精度可达IT11~IT10,表面粗糙度值可达Ra6.3~3.2um。
扩孔钻与麻花钻相似,但齿数较多,一般为3~4个齿。
扩孔钻加工余量小,主切削刃较短,无需延伸到中心,无横刃,加之齿数较多,可选择较大的切削用量。
图6-3所示为整体式扩孔钻和套式扩孔钻。
3)铰孔刀具及其选择铰孔加工精度一般可达IT9~IT8级,孔的表面粗糙度值可达Ra1.6~0.8um ,可用于孔的精加工,也可用于磨孔或研孔前的预加工。
铰孔只能提高孔的尺寸精度、形状精度和减小表面粗糙度值,而不能提高孔的位置精度。
孔加工刀具及方法一、孔加工刀具的分类1.钻头:用于钻孔,可以分为普通钻头、中心钻头等。
普通钻头主要用于中、小孔径的钻孔,而中心钻头主要用于钻孔前的中心定位。
2.镗刀:用于对孔进行镗削,适用于孔径较大且精度要求较高的加工。
根据镗削的方式,可以分为手工镗刀和机动镗刀。
3.切削刀具:包括铰刀、滚刀等,用于在工件上切削出所需的孔形。
4.攻丝刀:用于在孔内加工螺纹,主要包括手攻刀和机动攻丝刀。
二、孔加工的常用方法1.钻孔法:利用钻头在工件上旋转切削,形成圆形的孔。
2.镗削法:利用镗刀在工件上旋转切削,形成较大孔径和高精度的圆形孔。
3.铰孔法:利用铰刀在工件上切削,形成倒角的肩部和圆形的底面孔。
4.拉床法:利用拉床将工件拉动,完成孔的切削。
5.铣削法:利用铣刀在工件上旋转切削,形成不同形状的孔。
6.手工孔:通过手工工具(如手电钻、手持镗刀等)完成孔的加工。
三、孔加工的注意事项1.材料选择:根据工件材料的不同,选择适合材料的刀具,以及合适的切削速度、进给速度等参数。
2.刀具保养:加工过程中,要定期检查并清洁刀具,保持刀具的尖端锐利,以保证加工质量和效率。
3.加工前的准备工作:加工前需进行合适的夹紧与定位,确保工件的稳定性和精度。
4.加工润滑:加工过程中需要使用润滑剂,减少摩擦和热量的产生,提高刀具寿命和加工质量。
5.审核尺寸:加工后要对孔的尺寸进行检测,以确保加工结果的准确性和合格率。
总之,孔加工是一项常见且重要的加工工艺。
合理选择孔加工刀具和方法,严格执行加工工艺要求,可以达到较高的加工精度和质量要求。
在实际应用中,根据工件的具体要求和加工条件,选择合适的孔加工刀具和方法,可以提高生产效率,降低生产成本。

孔加工刀具专项介绍钻孔刀具是用于加工圆孔的工具。
它通常由刀柄和刀片两部分组成。
刀片上具有多个刃部,通过旋转切削材料来形成圆孔。
钻孔刀具广泛应用于汽车制造、航空航天、机床制造等行业。
常见的钻孔刀具有钻头、中心钻和孔锥。
钻头是一种常用的钻孔刀具,它具有锥形刀片和圆柱形刀杆。
钻头常用于加工金属材料,可以通过手动或机械加工的方式来完成。
钻头具有高硬度、高耐磨性和良好的冷却性能,能够快速切削材料并保持刀具的稳定性。
中心钻是一种用于加工工件中心孔的刀具。
它比较短而坚固,并具有尖头。
中心钻用于制作圆孔之前的定位孔,可以使后续钻孔更加准确。
中心钻通常以90度角在工件上划出中心点,然后再使用钻头将孔扩大。
孔锥是一种用于加工锥形孔的刀具。
它具有一个锥形的刀片和一个刀杆。
孔锥常用于加工机械零件或工件上的槽孔。
它通过旋转和进给刀具,将刀片逐渐插入工件中,形成锥形孔。
铰孔刀具是一种用于加工孔洞的旋转刀具。
它通常由刀柄、刀片和夹持装置组成。
铰孔刀具可以在较大直径范围内加工孔洞,具有高精度、高刚性和高效率的特点。
铰孔刀具广泛应用于汽车制造、航空航天、模具制造等行业。
常见的铰孔刀具有倒锥铰刀、直柄细牙铰刀和锥度铰刀。
倒锥铰刀是一种具有对称刃部的铰孔刀具。
它的刀片形状像一个倒置的锥形,具有呈180度的角度。
倒锥铰刀主要用于加工壳体孔,具有加工速度快、加工质量高的优点。
直柄细牙铰刀是一种具有直柄和细牙的铰孔刀具。
它具有较小的刃部,适用于细小孔洞的加工。
直柄细牙铰刀通常用于加工高硬度材料或薄壁管道。
锥度铰刀是一种具有锥形刀片和夹持装置的铰孔刀具。
它的刀片具有锥度,可以加工出不同直径的孔洞。
锥度铰刀常用于加工锥形孔或螺纹孔,具有高精度和高可靠性的特点。
总之,孔加工刀具是一种用于在材料中加工孔洞的工具。
钻孔刀具主要用于加工圆孔,而铰孔刀具主要用于加工孔洞的旋转刀具。
不同类型的孔加工刀具具有不同的特点和适用范围,需要根据具体需求选择合适的刀具。