SMT SAMSUNG贴片机操作教程.ppt
- 格式:ppt
- 大小:1.58 MB
- 文档页数:20

-、 目的及其适用范围建立贴片机作业规范,作为操作人员的作业依据,以达到作业质量一致,安全操作之目的。
适用本公司 SMT 车间三星SM421操作二、操作方法启动设备前的检查:检查设备周围的安全状况,设备内部有无杂物。
打开主气源与电源打开设备电源:顺时针方向拧设备前面的Main 开关,给设备供应电源。
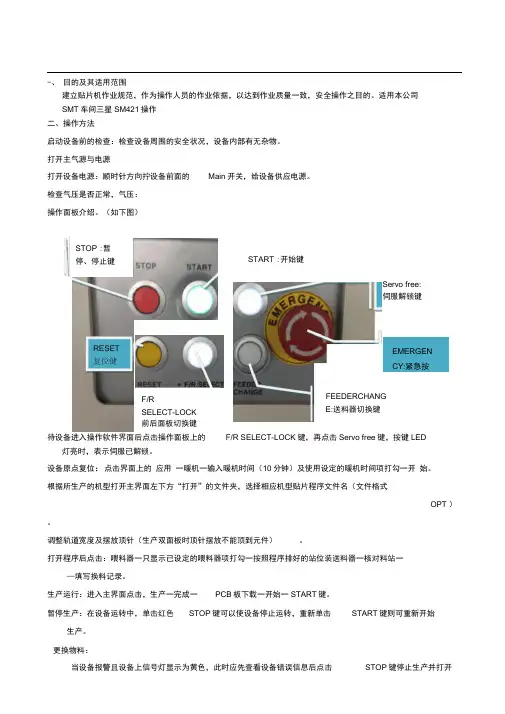
检查气压是否正常,气压:操作面板介绍。
(如下图) 待设备进入操作软件界面后点击操作面板上的F/R SELECT-LOCK 键,再点击Servo free 键,按键LED 灯亮时,表示伺服已解锁。
设备原点复位:点击界面上的 应用 一暖机一输入暖机时间(10分钟)及使用设定的暖机时间项打勾一开 始。
根据所生产的机型打开主界面左下方“打开”的文件夹,选择相应机型贴片程序文件名(文件格式OPT )。
调整轨道宽度及摆放顶针(生产双面板时顶针摆放不能顶到元件) 。
打开程序后点击:喂料器一只显示已设定的喂料器项打勾一按照程序排好的站位装送料器一核对料站一—填写换料记录。
生产运行:进入主界面点击,生产一完成一PCB 板下载一开始一START 键。
暂停生产:在设备运转中,单击红色STOP 键可以使设备停止运转,重新单击 START 键则可重新开始 生产。
更换物料:当设备报警且设备上信号灯显示为黄色,此时应先查看设备错误信息后点击STOP 键停止生产并打开START :开始键STOP :暂停、停止键 F/RSELECT-LOCK前后面板切换键Servo free:伺服解锁键E:送料器切换键 EMERGENCY:紧急按安全门,取出相应缺料站点Feeder,换上新物料并核对后关闭安全门点击START键开始生产并记录于SMT换料记录表上。
关机生产完毕后保存程序并点击:STOP—RESET- FEEDERCHANGE 键退出生产。
点击主界面左下方“退出”键后,方可退出操作界面并且关机计算机。
待屏幕上显示It is now safe to turn off your computer 时,将设备Main开关逆时针旋转90度关闭电源。
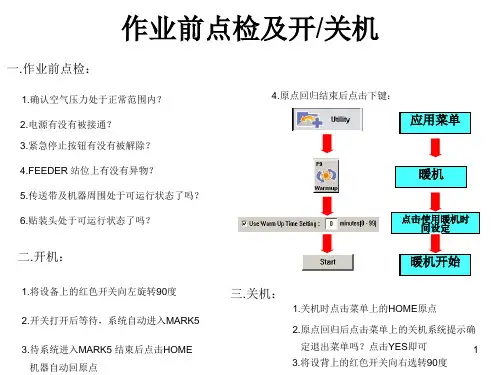
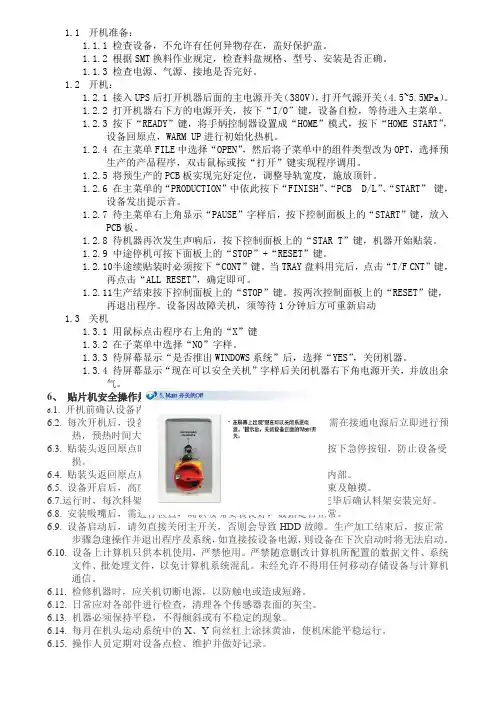
1.1开机准备:1.1.1检查设备,不允许有任何异物存在,盖好保护盖。
1.1.2根据SMT换料作业规定,检查料盘规格、型号、安装是否正确。
1.1.3检查电源、气源、接地是否完好。
1.2开机:1.2.1接入UPS后打开机器后面的主电源开关(380V),打开气源开关(4.5~5.5MPa)。
1.2.2打开机器右下方的电源开关,按下“I/O”键,设备自检,等待进入主菜单。
1.2.3按下“READY”键,将手炳控制器设置成“HOME”模式,按下“HOME START”,设备回原点,WARM UP进行初始化热机。
1.2.4在主菜单FILE中选择“OPEN”,然后将子菜单中的组件类型改为OPT,选择预生产的产品程序,双击鼠标或按“打开”键实现程序调用。
1.2.5将预生产的PCB板实现完好定位,调整导轨宽度,施放顶针。
1.2.6在主菜单的“PRODUCTION”中依此按下“FINISH”、“PCB D/L”、“START”键,设备发出提示音。
1.2.7待主菜单右上角显示“PAUSE”字样后,按下控制面板上的“START”键,放入PCB板。
1.2.8待机器再次发生声响后,按下控制面板上的“STAR T”键,机器开始贴装。
1.2.9中途停机可按下面板上的“STOP”+“RESET”键。
1.2.10半途续贴装时必须按下“CONT”键。
当TRAY盘料用完后,点击“T/F CNT”键,再点击“ALL RESET”,确定即可。
1.2.11生产结束按下控制面板上的“STOP”键。
按两次控制面板上的“RESET”键,再退出程序。
设备因故障关机,须等待1分钟后方可重新启动1.3关机1.3.1用鼠标点击程序右上角的“X”键1.3.2在子菜单中选择“NO”字样。
1.3.3待屏幕显示“是否推出WINDOWS系统”后,选择“YES”,关闭机器。
1.3.4待屏幕显示“现在可以安全关机”字样后关闭机器右下角电源开关,并放出余气。
6、贴片机安全操作规程6.1. 开机前确认设备内部无异物。
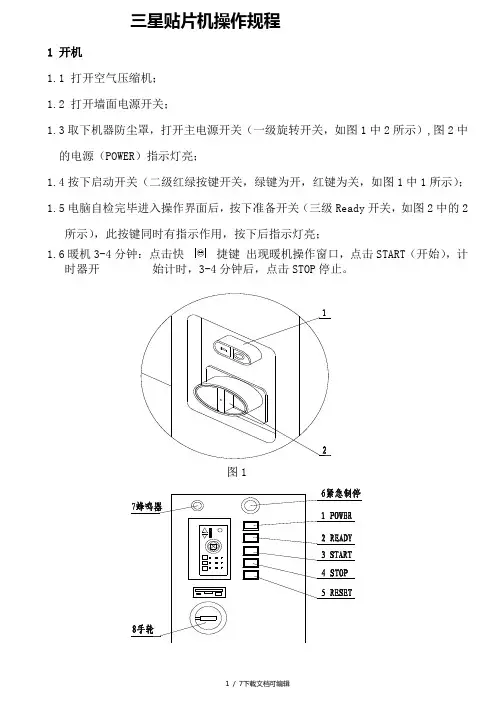
三星贴片机操作规程1 开机1.1 打开空气压缩机;1.2 打开墙面电源开关;1.3取下机器防尘罩,打开主电源开关(一级旋转开关,如图1中2所示),图2中的电源(POWER)指示灯亮;1.4按下启动开关(二级红绿按键开关,绿键为开,红键为关,如图1中1所示);1.5电脑自检完毕进入操作界面后,按下准备开关(三级Ready开关,如图2中的2所示),此按键同时有指示作用,按下后指示灯亮;1.6暖机3-4分钟:点击快捷键出现暖机操作窗口,点击START(开始),计时器开始计时,3-4分钟后,点击STOP停止。
图1图22 运行2.1点击快捷键出现打开文件对话框,首先选文件类型为*.OPT,打开目标程序的OPT文件确认无误后,点击OK,出现以下提示:TOTAL:X POINT (总共X个元器件)END OF STEP:CYCLE Y--HEAD Z (结束于Y循环的Z头)按YES键确认,接着出现以下提示:LOAD PCB DATA NOW(是否装载PCB板的数据)按YES键确认,接着出现以下提示:PUT ALL NOZZLE(放下所有吸嘴)按NO键放弃,目标程序即完成装载。
2.2点击快捷键调出运行操作窗口。
2.3 按进板方向拿一块PCB板在导轨上对照宽度,然后转动手轮(见图2中的8所示),调节导轨宽度直到合适为止。
把PCB板放在导轨上,用手来回推动PCB 板,板活动自如又不会掉下即可。
2.4在进板口放入准备贴片的PCB板,注意进板方向。
2.5按下START键(如图2中的3所示),机器的状态由IDLE(空闲)转到PAUSE(暂停),贴片工作头自动移到等待位置并进行自检,自检完毕后蜂鸣器(见图2中的7所示)发出一声“嘟”,再按一次START键,机器即进入自动运行状态(RUN)。
2.6导轨上可以同时存在两块板,当工作位置有一块板正在贴片,在进板口的等待位置还可以放一块板。
前一块板完成贴片后,会自动出板,处于等待位置的板自动进到工作位置,当此板完全定位后,在进板口即可放入新的一块板。
![三星SM421贴片机在线编程[优质PPT]](https://uimg.taocdn.com/7ca5e0fbdd3383c4ba4cd218.webp)