超细晶粒钢剖析
- 格式:docx
- 大小:152.31 KB
- 文档页数:10
超细晶化理论及技术是21世纪新一代钢铁材料的重要发展方向。
目前,工业生产和广泛应用的低合金钢的屈服强度约为400MPa,抗拉强度约为500MPa,晶粒尺寸约为lOpm。
长期研究和生产实践表明,具有高强度且有高韧度的钢铁材料是最理想的材料,晶粒细化处理是同时提高材料强度和韧度的最有效途径,因此世界各国研究者力争通过对低合金钢进行细晶化的研究,将低合金钢的屈服强度由目前的400MPa级提高到800MPa级,其核心理论和技术是实现钢材的超细晶(或超细组织)。
1997年4月,日本开始了“新世纪结构材料(或超级钢材料)”为期10年的研究计划,提出生产将现有钢材强度翻番和使用寿命翻番为目标的新一代钢材。
之后韩国在1998年启动了“21世纪高性能结构钢”,我国予1998年末确立启动了“新一代钢铁材料重大基础研究”项目(国家973项目),其目标是将现有的普碳钢和低合金钢的强度和寿命提高1倍,同时不降低钢的综合性能。
东亚相差不到1年,设立相同目标的研究项目带动了欧美各国钢铁界竞相参与和重视。
控制超细晶粒钢的组织而使钢强韧化的观点出发,对现有高强度低合金(HSLA)钢晶粒细化的理论和技术进行了探讨。
探讨高强度低合金钢的晶粒细化理论。
1.高强度低合金钢的晶粒细化理论:2.低合金高强钢最重要的力学性能指标是屈服强度GB和韧脆转变温度T。
对于新一代钢铁材料来说,提高其屈服强度民,降低其韧性转变温度T是研究和开发的重点。
提高钢铁材料强度的方法有:固溶强化、析出相强化、弥散强化、形变强化,细晶强化等。
钢铁材料提高强度的途径主要有4条Ⅲ:通过合金元素和间隙元素原子溶解于基体组织产生周溶强化通过加工变形增加位错密度造成钢材承载时位错运动困难(位错强化)通过晶粒细化使位错穿过晶界受阻产生细晶强化通过第二相(一般为M(C,N),析出相或弥散相)使位错发生弓弯和受阻产生析出强化。
各种强化机制的效果。
其中,细晶强化是唯一能同时提高强度和韧性的方法,其它强化方法得到的显微组织都存在强度提高而韧性下降的缺点。
奥氏体动态再结晶晶粒超细化及其马氏体相变研究的开题报告一、研究背景随着工业的发展,金属材料在机械、航空航天、军事等领域得到广泛应用。
在这些应用中,金属材料的微观结构和力学性能常常会对整个系统产生重要影响。
奥氏体动态再结晶是一种重要的金属微观结构调控技术,能够显著地改善金属材料的机械性能。
然而,在奥氏体动态再结晶过程中,晶粒尺寸的超细化和马氏体相变的问题仍然需要解决。
二、研究内容和意义本文研究奥氏体动态再结晶晶粒超细化及其马氏体相变的问题。
研究内容包括以下三个方面:1、实验研究奥氏体动态再结晶晶粒超细化的机制及其影响因素。
本文将通过改变奥氏体动态再结晶的各种条件(如变形量、变形速率、退火温度等),探讨其对再结晶晶粒尺寸的影响,以及奥氏体动态再结晶超细化晶粒的机制。
2、数值模拟奥氏体动态再结晶晶粒超细化的机制。
本文将运用有限元数值模拟的方法,模拟奥氏体动态再结晶过程中的晶粒生长、再结晶和晶粒尺寸超细化等现象,进一步揭示奥氏体动态再结晶晶粒超细化的机制。
3、研究奥氏体动态再结晶晶粒超细化对马氏体相变的影响。
本文将探究奥氏体动态再结晶晶粒超细化后,马氏体相变的变化规律,并分析奥氏体动态再结晶晶粒超细化对马氏体相变的影响机制,为进一步提高金属材料的力学性能提供理论基础。
三、研究方法本文将采用实验和数值模拟相结合的方法,探讨奥氏体动态再结晶晶粒超细化及其马氏体相变的问题。
具体方法如下:1、实验方面:选择合适的金属材料,利用恒应变速率下力学加载设备,通过改变退火温度、变形量、变形速率等参数,实验得到奥氏体动态再结晶材料的晶粒尺寸及其分布规律。
2、数值模拟方面:首先搭建金属材料的有限元模型,模拟不同加载条件下材料晶粒的生长和再结晶过程,并分析超细化晶粒的机制。
3、数据处理和分析:通过实验和数值模拟数据的处理和分析,得出奥氏体动态再结晶晶粒超细化及其马氏体相变的影响因素和机制。
四、研究的预期成果本文将探讨奥氏体动态再结晶晶粒超细化及其马氏体相变的问题,得出以下预期成果:1、揭示奥氏体动态再结晶晶粒超细化的机制及其影响因素。
钢材晶粒度评级一、引言钢材是一种重要的金属材料,广泛应用于建筑、机械、汽车等各个领域。
钢材的性能直接影响到产品的质量和使用寿命,而钢材晶粒度是决定钢材性能的重要因素之一。
本文将介绍钢材晶粒度评级的相关知识,帮助读者更好地了解钢材的质量和性能。
二、钢材晶粒度的定义钢材晶粒度是指钢材中晶粒的大小和形状。
晶粒是组成钢材的晶体,在钢材的冷却过程中形成。
晶粒的大小和形状会直接影响到钢材的力学性能、冲击韧性和耐腐蚀性能等。
三、钢材晶粒度的评级根据晶粒的大小和形状,钢材的晶粒度可以分为不同的等级。
一般情况下,晶粒越小,钢材的性能越好。
以下是常见的钢材晶粒度评级:1. 超细晶粒超细晶粒是指晶粒尺寸在纳米或亚微米级别的钢材。
这种钢材具有优异的机械性能和耐腐蚀性能,广泛应用于高强度钢材、航空航天材料等领域。
2. 细晶粒细晶粒是指晶粒尺寸在微米级别的钢材。
这种钢材具有较高的强度和韧性,适用于制造高负荷、高强度的结构件。
3. 中等晶粒中等晶粒是指晶粒尺寸在毫米级别的钢材。
这种钢材具有一定的强度和韧性,广泛应用于建筑、汽车等领域。
4. 粗晶粒粗晶粒是指晶粒尺寸在厘米级别的钢材。
这种钢材的强度和韧性相对较低,一般用于一些低要求的结构件。
四、影响钢材晶粒度的因素钢材晶粒度的形成与多个因素有关,主要包括以下几个方面:1. 冷却速率冷却速率是影响钢材晶粒度的重要因素之一。
快速冷却会使晶粒细化,而慢速冷却则会使晶粒变大。
2. 热处理工艺热处理工艺中的加热和冷却过程也会对钢材晶粒度产生影响。
合理的热处理工艺可以控制钢材的晶粒大小和形状。
3. 合金元素合金元素也是影响钢材晶粒度的重要因素之一。
适量添加某些合金元素可以细化钢材的晶粒。
五、控制钢材晶粒度的方法为了获得理想的钢材晶粒度,可以采取以下措施:1. 优化热处理工艺,控制加热和冷却速度,以实现晶粒细化。
2. 合理选择合金元素的含量和种类,以控制钢材的晶粒大小。
3. 使用先进的制备工艺,如快速凝固技术和等离子熔敷技术等,可以有效地控制钢材的晶粒度。
内极限荷载对长细比值并不敏感14 结论(1)钢管混凝土视为统一材料的变形模量选择较为合理,基本能真实反映钢管混凝土临界状态下的受力状况1(2)此次试验中钢管混凝土试件的破坏均属于非弹性失稳破坏1(3)试验测定的临界荷载并没有随着长细比的增加有明显的减小,说明本试验长细比范围内极限荷载对长细比值并不敏感1参考文献:[1] 钟善桐1钢管混凝土结构研究新动向[J ]1哈尔滨建筑工程学院学报,1990,(1):352471[2] Hajjar J F ,G ourley B C.A cy clic n on linear m odel for con 2crete 2filled tubes cross 2section s tren gth[J ]1Journal of Stuc 2tural Eng ineering ,ASCE ,1997,122(11):132721336.[3] S ch neider S P.A x ially loaded con crete 2filled s teel tu bes [J ]1Jou r 2nal o f S tructural E ng ineerin g ,A SCE,1998,124(10):1125211381[4] H ajjar J F ,G ou rley B C.A cy clic n on lin ear m od el for con crete 2filled tub es.II ,V eri ficati on[J ]1Jou ran al o f s tru ctu ral E n g in eerin g ,A S CE ,1997,123(6):7452754.[5] CECS28:90,钢管混凝土结构设计与施工规程[S]1知识窗不断优化工艺 提高产品质量(二)———大力发展新一代超细晶粒高强度棒材 二是该生产线采用控制轧制与控制冷却技术1轧制后的快速冷却使轧件能获得超细晶粒的显微组织,提高钢材的综合力学性能1为了控制轧制过程中的轧件温升,该生产线的轧机没有沿用传统连轧机布置形式,而是采取了粗轧6机架、中轧8机架、精轧4机架的形式,减少了精轧的变形道次1大规格钢筋采取部分中轧机架空过,将变形道次后移至精轧机架以后,经过设置在中轧和精轧间的控轧冷却段后进入精轧,保证钢筋的低温变形程度1三是该生产线采用切分轧制技术,减少了轧机机架数,减少了投资,提高了产品产量1直径12mm 、直径14mm 带肋钢筋采用3线切分轧制,直径16mm 、直径18mm 带肋钢筋采用2线切分轧制1该生产线的加热炉选用推钢蓄热式加热炉,其装配有先进的汽化冷却技术,燃料为高炉煤气,可以收到节约能源、降低污染的效果1此外,加热炉还采用计算机集散控制,保证钢坯的加热质量和开轧温度1四是该生产线由粗轧和精轧共18架轧机形成全连轧1粗中轧为平立二辊闭口式轧机呈平立交替布置,精轧的16机架、18机架平立可转短应力线轧机,可适应切分轧制的要求1五是该生产线轧机按低温轧制进行选型,可有效满足低温控轧的要求1轧机采用计算机二级控制,实现微张力和无张力全连续轧制1该控制系统从上料开始即对坯料进行全线自动跟踪,实现炉批号的自动化管理1该生产线在精轧机组前还设置了控轧冷却装置,控制中间轧件温度以实施控制轧制,改善奥氏体组织形态1该控轧冷却装置由2条水冷线和1条辊道安装在同一小车上组成,并配置了中间辊道,可以根据不同的中间坯规格采用不同规格的中间冷却器1六是该生产线精轧机组之后设置了轧后控冷装置1该装置由3条水冷线和1条辊道安装在同一小车上组成,辊道用于将不控冷产品送至冷床1其中,水冷线总长达18m ,钢筋的终极温度采用闭环控制,以冷却不同规格的产品1当生产控轧控冷超细晶粒HR B400级螺纹钢时,成品需要经过轧后快速冷却装置进行冷却1冷却器分三线,根据不同规格和是否切分选用不同规格和数量的冷却线1该生产线生产的HR B400和20MnS i 钢筋的延伸率全部高于1615%,其中9611%的钢筋延伸率大于等于1715%;Q235钢H RB335钢筋的延伸率全部大于等于17%1与常规热轧生产工艺相比,钢筋的延伸性能偏低,主要原因是钢筋的强度提高,但夹杂物仍然粗大1企业要改善高强度超细晶粒钢筋的组织和性能,还需要进一步优化控轧控冷生产工艺1摘录自《中国冶金报》66(8)782闻 洋等:钢管混凝土轴压中长柱承载力研究200-04-0。
超细晶粒钢焊接性分析1.超细晶粒钢随着现代工业和科学技术的发展, 建筑、机械、汽车、铁路、船舶、海洋等各行业对钢铁材料的性能提出了越来越高的要求。
大量研究表明晶粒细化处理是能够同时提高材料强度和韧性的最佳强化机制。
自20世纪90年代以来,世界各主要钢产国相继开展了新一代钢铁材料的研究工作。
其中,以日本的“超级钢铁材料” 研究计划、中国的“新一代钢铁材料重大基础研究”和韩国的“ 21 世纪高性能结构钢”研究最为引人瞩目。
通过各种先进的材料制备技术把钢铁材料的组织细化到了微米级、亚微米级, 甚至纳米级,大幅度提高了钢铁材料的强度和韧性。
材料从传统的细晶细化到l um , 其强度可提高一倍以上, 并使钢的韧脆转变温度下降到-20℃以下, 显著改善钢的韧性。
新一代钢铁材料的主要特征表现为超细晶粒尺寸、高洁净度和高均匀性, 其强度和寿命比原同类钢种提高一倍, 是应用前景广泛的结构材料。
作为结构材料, 其焊接性的好坏是评价钢材使用性能的主要指标之一。
微米级超细晶粒钢是现阶段最接近实际生产和应用的结构材料, 对其焊接性的研究已成为热点问题之一。
2. 焊接性研究2.1 微米级超细晶粒钢的特点超细晶粒钢与同等强度的传统钢相比, 其强化手段不是通过增加碳含量和合金元素含量, 而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧性的目的。
为了获得超细晶粒钢, 目前已经发展了多种晶粒超细化处理工艺,主要有冶金处理细化、形变诱导铁素体相变细化、热处理细化、磁场或电场处理细化和新型热机械控制轧制(TMCP )技术细化等。
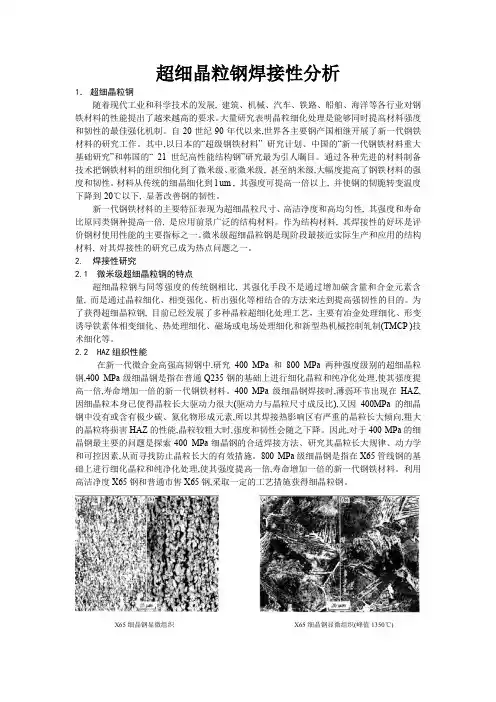
2.2 HAZ组织性能在新一代微合金高强高韧钢中,研究400 MPa和800 MPa两种强度级别的超细晶粒钢,400 MPa级细晶钢是指在普通Q235钢的基础上进行细化晶粒和纯净化处理,使其强度提高一倍,寿命增加一倍的新一代钢铁材料。
400 MPa级细晶钢焊接时,薄弱环节出现在HAZ,因细晶粒本身已使得晶粒长大驱动力很大(驱动力与晶粒尺寸成反比),又因400MPa的细晶钢中没有或含有极少碳、氮化物形成元素,所以其焊接热影响区有严重的晶粒长大倾向,粗大的晶粒将损害HAZ的性能,晶粒较粗大时,强度和韧性会随之下降。
超细晶粒钢制备技术1、名词解释:超细晶粒钢(Ultrafine—Grained Steel,简称UFG钢,目标粒径约1um)作为21世纪的代表性先进高性能金属结构材料,其强化思路具有鲜明的特点,即通过晶粒的超细化同时实现强韧化,完全不同于传统的以合金元素添加及热处理为主要手法的强化思路。
其优点在于:能同时实现强韧化;可尽量少用合金元素降低碳当量、改善焊接性,并利于循环利用以降低对环境的损害。
超细晶粒钢与同等强度的传统钢相比,其化学成分的主要特点是碳含量低,这有利于提高其焊接性,因此其强化手段不是通过增加碳含量和合金元素含量,而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧化的目的。
晶粒细化(包括变形细化和相变细化)是唯一能够同时提高钢强度和韧性的方法。
超细晶粒钢与同等强度的传统钢相比,其化学成分的主要特点是碳含量低,这有利于提高其焊接性,因此其强化手段不是通过增加碳含量和合金元素含量,而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧化的目的。
晶粒细化(包括变形细化和相变细化)是唯一能够同时提高钢强度和韧性的方法,因而成为超细晶粒钢最佳的强化机制。
利用第二相粒子析出的沉淀强化是超细晶粒钢采用的另一种强化机制,高温时在奥氏体内形成的粒子虽然对控制晶粒长大有效,但不会造成强化,强化粒子是低温时在奥氏体或铁素体内形成的,位错与亚结构强化也是一种有效的强化方式。
2、分类:传统钢中,晶粒尺寸在100μm以下就称为细晶粒钢,即传统细晶粒钢。
随着冶金技术和生产工艺的不断进步,细晶的尺寸不断缩小,甚至达到了微米、亚微米。
本文提到的超细晶粒钢不包括传统细晶钢。
按超细晶粒钢发展进程和其尺寸大小,可分为以下几类:(1)TMCP钢控轧后立即加速冷却所制造的钢,称为TMCP(Thermo-Mechanical Control Process)钢。
利用TMCP工艺在实验室中,晶粒尺寸可达到几个微米,但在实际工业生产中,所得钢的晶粒尺寸小于50μm,最小可达10μm。
超细晶粒钢制备技术1、名词解释:超细晶粒钢(Ultrafine—Grained Steel,简称UFG钢,目标粒径约1um)作为21世纪的代表性先进高性能金属结构材料,其强化思路具有鲜明的特点,即通过晶粒的超细化同时实现强韧化,完全不同于传统的以合金元素添加及热处理为主要手法的强化思路。
其优点在于:能同时实现强韧化;可尽量少用合金元素降低碳当量、改善焊接性,并利于循环利用以降低对环境的损害。
超细晶粒钢与同等强度的传统钢相比,其化学成分的主要特点是碳含量低,这有利于提高其焊接性,因此其强化手段不是通过增加碳含量和合金元素含量,而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧化的目的。
晶粒细化(包括变形细化和相变细化)是唯一能够同时提高钢强度和韧性的方法。
超细晶粒钢与同等强度的传统钢相比,其化学成分的主要特点是碳含量低,这有利于提高其焊接性,因此其强化手段不是通过增加碳含量和合金元素含量,而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧化的目的。
晶粒细化(包括变形细化和相变细化)是唯一能够同时提高钢强度和韧性的方法,因而成为超细晶粒钢最佳的强化机制。
利用第二相粒子析出的沉淀强化是超细晶粒钢采用的另一种强化机制,高温时在奥氏体内形成的粒子虽然对控制晶粒长大有效,但不会造成强化,强化粒子是低温时在奥氏体或铁素体内形成的,位错与亚结构强化也是一种有效的强化方式。
2、分类:传统钢中,晶粒尺寸在100μm以下就称为细晶粒钢,即传统细晶粒钢。
随着冶金技术和生产工艺的不断进步,细晶的尺寸不断缩小,甚至达到了微米、亚微米。
本文提到的超细晶粒钢不包括传统细晶钢。
按超细晶粒钢发展进程和其尺寸大小,可分为以下几类:(1)TMCP钢控轧后立即加速冷却所制造的钢,称为TMCP(Thermo-Mechanical Control Process)钢。
利用TMCP工艺在实验室中,晶粒尺寸可达到几个微米,但在实际工业生产中,所得钢的晶粒尺寸小于50μm,最小可达10μm。
循环热处理超细化38CrSi钢晶生产经营性摘要:38CrSi钢具有优异的强度和耐磨性能,广泛应用于机械加工和制造过程中。
为了进一步提高该钢的性能,并满足市场需求,本研究采用了循环热处理技术超细化晶粒。
经过不断调整参数,最终获得了较好的成果。
在正常生产经营中,该技术可以被广泛应用,并有望带来效益的提高。
关键词:38CrSi钢;循环热处理;超细化晶粒;生产经营性;效益正文:一、引言38CrSi钢是一种高强度、高耐磨性钢,适用于轴承和高负载工具中。
当前,市场对这种钢的需求越来越大,因此,钢铁制造商希望寻找新的工艺来提高其品质和价格竞争力。
近年来,超细晶粒制备技术得到了广泛的关注,它可以大幅提高钢材的强度和延展性。
因此,使用该技术可以有效改善38CrSi钢的性能,提高市场竞争力。
二、超细晶粒技术的原理超细晶粒技术是通过连续热处理来控制晶粒尺寸的方法。
热处理过程中,经过合适的退火、冷却、等温化和再退火等步骤,可以控制晶粒的大小和分布。
一个高温退火和一个低温退火被称为一个循环,几个不同的循环可以应用于制备超细晶粒,晶粒尺寸通常小于1微米。
三、循环热处理超细化38CrSi钢晶制备本研究采用循环热处理技术超细化38CrSi钢晶。
在生产经营实践中,掌握合理的循环次数和温度是制备超细晶粒的重要因素。
通过多次实验,确定了合适的铸坯温度、第一循环退火温度、冷却速度、第二循环退火温度和等温化时间。
最终获得的晶体尺寸位于0.5微米以下,且分布较为均匀。
四、生产和经营效益本方法可以在生产经营中得到广泛应用,在38CrSi钢的生产中实现超细晶粒制备,这将大大提高了这种钢的性能和价格竞争力。
此外,该技术基本上没有增加生产成本,因此在经营层面也会产生实际效益。
五、结论本研究使用循环热处理技术超细化38CrSi钢晶,最终获得了优良的成果。
在生产经营中,该技术可以被广泛应用,并有望带来效益的提高。
六、优点和局限性超细化晶粒技术可以有效提高钢材的强度和韧性,在提高产品质量的同时,可以减少材料的使用量,从而降低产品成本。
第19卷第6期2007年6月 钢铁研究学报 Journal of Iron and Steel ResearchVol.19,No.6 J une 2007作者简介:王国承(19772),男,博士生; E 2m ail :Wang_guocheng @ ; 修订日期:2006201212超细第二相粒子强化钢铁材料的研究进展王国承1, 王铁明2, 尚德礼3, 方克明1(1.北京科技大学冶金与生态工程学院,北京100083; 2.承德钢铁公司技术中心,河北承德067002;3.鞍山钢铁集团公司技术中心,辽宁鞍山114001)摘 要:综述了钢中有关第二相粒子的研究进展情况,分析了第二相粒子对钢强韧性能的影响及第二相粒子细化钢晶粒的基本理论,概括了获得超细第二相粒子的基本方法,指出了存在的问题并提出了获得超细第二相粒子的新思路。
关键词:钢;第二相粒子;强韧化中图分类号:T G 11311 文献标识码:A 文章编号:100120963(2007)0620005204Progress of Strengthened Steel With Superf ine Second Phase ParticleWAN G Guo 2cheng 1, WAN G Tie 2ming 2, SHAN G De 2li 3, FAN G Ke 2ming 1(1.School of Metallurgical and Ecological Engineering ,University of Science and Technology Beijing ,Beijing 100083,China ;2.Technical Center ,Chengde Iron and Steel Company ,Chengde 067002,Hebei ,China ;3.Technical Center ,Anshan Iron and Steel Group Company ,Anshan 114001,Liaoning ,China )Abstract :Research progress of second phase particle in steel was summarized.The effect of second phase particle on strength and toughness of steel was discussed ,the grain refining of steel caused by second phase particle was analyzed ,and the way of forming superfine particle was generalized.The problems of forming superfine particle were given and a new idea of obtaining superfine second phase particle was suggested.K ey w ords :steel ;second phase particle ;strengthening and toughening 超细晶、高洁净以及均匀性是新一代钢铁材料的基本特征,从而达到强度及寿命翻番的目标。
超细晶粒钢制备技术1、名词解释:超细晶粒钢(Ultrafine —Grained Steel,简称UFG钢,目标粒径约1um)乍为21 世纪的代表性先进高性能金属结构材料,其强化思路具有鲜明的特点,即通过晶粒的超细化同时实现强韧化,完全不同于传统的以合金元素添加及热处理为主要手法的强化思路。
其优点在于:能同时实现强韧化;可尽量少用合金元素降低碳当量、改善焊接性,并利于循环利用以降低对环境的损害。
超细晶粒钢与同等强度的传统钢相比,其化学成分的主要特点是碳含量低,这有利于提高其焊接性,因此其强化手段不是通过增加碳含量和合金元素含量,而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧化的目的。
晶粒细化(包括变形细化和相变细化)是唯一能够同时提高钢强度和韧性的方法。
超细晶粒钢与同等强度的传统钢相比,其化学成分的主要特点是碳含量低,这有利于提高其焊接性,因此其强化手段不是通过增加碳含量和合金元素含量,而是通过晶粒细化、相变强化、析出强化等相结合的方法来达到提高强韧化的目的。
晶粒细化(包括变形细化和相变细化)是唯一能够同时提高钢强度和韧性的方法,因而成为超细晶粒钢最佳的强化机制。
利用第二相粒子析出的沉淀强化是超细晶粒钢采用的另一种强化机制,高温时在奥氏体内形成的粒子虽然对控制晶粒长大有效,但不会造成强化,强化粒子是低温时在奥氏体或铁素体内形成的,位错与亚结构强化也是一种有效的强化方式。
2、分类:传统钢中,晶粒尺寸在100卩m以下就称为细晶粒钢,即传统细晶粒钢。
随着冶金技术和生产工艺的不断进步,细晶的尺寸不断缩小,甚至达到了微米、亚微米。
本文提到的超细晶粒钢不包括传统细晶钢。
按超细晶粒钢发展进程和其尺寸大小,可分为以下几类:(1)TMC库冈控轧后立即加速冷却所制造的钢,称为TMCP(Thermo-Mechanical Control Process)钢。
利用TMCP工艺在实验室中,晶粒尺寸可达到几个微米,但在实际工业生产中,所得钢的晶粒尺寸小于50 fl m最小可达10卩m。
这种钢满足了石油和天然气工业的需求,这种钢的高强高韧和低的碳当量为其提供了优良的焊接适应性。
(2)新一代钢铁材料综合低合金高强钢不断进步的成功经验,充分利用合金化乍用和生产工艺技术进步相结合的优势,发展新一代钢铁材料产品并进行其基础理论研究。
目前正处于研制阶段的新一代钢铁材料的主要特征:在充分考虑经济性的条件下,钢材具有高洁净度、超细晶粒、高均匀度的特征,强度比常用钢材提高一倍,钢材使用寿命增加一倍。
高洁净度,指S P、ON H元素的总含量小于80X10-6,这样不但可提高钢材原有的性能,有时还可赋予钢新的性能;超细组织,晶粒尺寸在0.1〜10i m之间,细化晶粒是唯一能提高强度而不降低韧性甚至提高韧性的方法;高均匀度指的是成分、组织和性能很均匀,波动范围很小。
在钢的化学成分—工艺—组织—性能的关系中,强调了组织的主导地位,即其超细微观组织表现出优异的综合性能。
3、超细钢制备的工艺特征及冶金机制:(1)超细晶粒钢制备工艺的特征:超细晶粒钢制备工艺研发的报道很多.如拉拔加工、HPT(High Pressure Torsion)、ECAP(EqualChannel Angular Pressing)、ARB (Accumulative Roll —Bonding)、MM (Mechanical Milling) 等,其中低温大变形量轧制是易于工业化的新型加工热处理工艺,故在此主要将其与TMCPT艺进行对比。
欲突破5um的界限获得以1um为目标的超细钢,须挖掘TMCP勺极限潜力。
为此,新日铁钢铁研究所的簌原行人等指出下述2点是需要的:①有效提高相变与再结晶的驱动力,使形核密度飞跃性地增加;②彻底抑制成核后晶粒的长大。
筱原行人、粟饭原等进一步将新型TMCP按加工温度细分为3种类型:I、型,如表1所示。
表1用大变形量加工热处理实现超细化方法的分类其中I型为在准稳定区域(略高于A⑶的大变形量加工(通常TMCP勺加工温度在8OOC以上);U型为在复相组织区的大变形量加工;川型为大变形量加工后的逆相变(将原始组织为马氏体的材料在紧靠相变点以下的温度进行大变形量加工,利用加工发热诱发的自发性逆相变M- A获得超细奥氏体,并最终获得超细马氏体)。
丨型与U型的加工温度虽有时相同,但热循环不同。
I型是加热至奥氏体区再快冷至加工温度,在加热及冷却过程中均发生了相变;而U型最高加热温度并未到奥氏体区,依赖a动态再结晶细化,需较大加工变形量,应用报道较少。
此外,簌原行人等还具体给出了I型即准稳定大变形加工热处理的加工条件,见表2。
表2准稳定丫大变形加工热处理(I型)京都大学的牧正志对比了传统TMCP工艺与新加工热处理工艺的区别,其观点如下。
传统TMCP勺关键点在于:①由加工硬化奥氏体进行铁素体相变,导入相变形核点(在900~950C间压延):② 加速冷却,增大过冷度(增大相变驱动力),结果可获得最细约为5um的a组织。
新型TMCP勺关键技术在于低温大变形量加工:①以前未曾有过的大变形量加工:£ =1〜2(每道次5O以上的大压下量):② 以前未曾有过的低温加工:500~700C .结果可获得最细1um以下的超细a组织。
另外,筱原行人和足立吉隆均还指出了压力加工前的快速冷却对降低加工温度、提高过冷度及超细晶铁素体体积分数(I型)的影响。
足立吉隆以0. 2C-0. 83Mn钢为对象,指出了获得主相为超细铁素体的3个必要条件:① 加工前的急速冷却(5OK/s);② 低温化的轧制(530〜700E):⑨大的轧制变形量(40%以上),否则会导致获得的主相为贝氏体。
筱原行人等指出,当加工前的冷速为10C/s,在710C进行大变形量加工时,出现a相变温度在加工温度之上的动态相变,通过加工中被诱发的a相变可获得细晶粒;城田良康详细指出这种情况下粒径只能细化至2um而当加工前的冷速进一步增至50C/s时,在通常出现贝氏体或马氏体无扩散相变的530 r区域也能得到过冷奥氏体,于是在“应变诱发的极低温度下的扩散相变” 机制的作用下,通过大变形量加工诱发a相变可将晶粒细化至1um以下。
王国栋等强调了轧后冷却的重要性。
城田良康等进一步指出轧前急冷的必要性,否则,仅单降低轧制温度则成了在a 相变后的轧制,不能生成等轴a晶粒(加工变形组织),且细化有限,为此,需提高轧前冷速(10〜50K/S),则可在500E附近获得丫相的前提下再进行强加工。
综上所述,从基本思路方面讲,“轧前急冷”、“低温加工”与“大的变形率(强加工)”是超细钢制备工艺的3个最大特征或3个必要条件。
相对于传统的TMCP其轧制温度更低,轧制压下量更大。
实际工艺中的每一个参数如临界冷速、奥氏体化温度、轧制上限温度、最小应变量、应变速率等的具体数值除与钢种有关外,还受其他参数的强烈影响。
无疑,如此工艺条件对轧机的轧制能力及冷却装臵提出了更高的要求。
此外,黄成江等在其综述文献中还强调了轧制中产生附属剪切应变的重要性。
4、超细晶粒钢制备工艺的冶金机制传统理论认为,大变形量加工对形成超细晶粒的作用大致有两方面:一是在相变、再结晶之前的母相中导入尽可能多的晶格缺陷以增加形核点,同时增大驱动力进而增大形核速度;其次是以物理形式分断、细化相变后的组织。
目前关于这种采用低温大变形方法(I 型)获得超细晶粒机制的研究认为,超细铁素体的获得主要是形变诱导铁素体相变(DIF :Deformation Induced Ferrite Transformation)和铁素体动态再结晶 2 种机制共同作用的结果,特别是形变诱导相变现象的发现及概念的提出具有重要的理论与工程意义。
形变诱导铁素体相变最早由Yada等于20世纪80年代末发现并提出,并获得美国专利。
纵观现已报道的文献,形变诱导铁素体相变体现于2种情况,作者分别称其为“高温形变诱导铁素体相变”与“低温形变诱导铁素体相变”,现分述如下。
(1)当获得大变形量的加工温度在A3 以上时,如杨平等所指出的:在A3 以上奥氏体是稳定的.没有形变时铁素体是不可能出现的,在A3 以上形变诱导铁素体析出,可称之为高温形变诱导相变,但这时的铁素体是不稳定的,随保温时间的延长,铁素体会逆相变为奥氏体。
形变诱导相变机制突出强调了大变形量的作用,即奥氏体形变产生的缺陷、形变储能使奥氏体的自由能增加,大大降低了奥氏体的稳定性,导致奥氏体向铁素体转变温度升高。
此情况可看作在铁素体与奥氏体的竞争中,大的形变有利于铁素体的形成。
其理论意义在于:在大变形的前提下,丫- a相变发生温度可以高于平衡态的A3,由此可以推知,在经轧前急冷至较低轧制温度(如约500C)时。
2种因素的叠加作用将使相变过冷度比传统TMC工艺大得多。
(2)当加工温度在A3以下时。
如城田良康所指出的:由于在低温区域(500 °C 附近)扩散变慢,通常只能出现如贝氏体、马氏体类无扩散型相变,但通过大变形量加工使 a 相变能在如此低的温度区间被诱发。
正是利用了这种大形变诱导的低温下的扩散型相变使低碳钢的a粒径小至1um以下成为可能,或者说,快速冷却中的大应变扩展了丫- a相变的温度范围。
足立吉隆等对变形情况下和未变形情况下的CCT图研究表明,对急速冷却的奥氏体压延加工时,铁索体与低温相(贝氏体)会竞争形成.从而使铁素体的比率发生变化,提高加工率则铁素体的比率增加。
在生成贝氏体的低温区提高加工率,使主相变成了铁素体.其原因解释为位错胞对贝氏体的形成有阻碍作用,但对铁素体相变的阻碍作用同对珠光体相变的阻碍作用一样小。
同时,由于形变使奥氏体内的缺陷密度增加,有利于碳原子在低温下的近程扩散,因而产生形变诱导铁素体相变。
综上所述,形变诱导相变机制强调了强加工获得大形变的综合作用.具体可概括为3点:增大相变过冷度(热力学方面)、提高形核率(动力学方面)、诱发低温下的扩散。
欲获得“超细晶铁素体”,一要解决如何“超细化”的问题,二要解决如何获得“铁素体”的问题。
大形变综合作用的前两者回答了如何能够“超细化”的问题(须同时配合轧制温度较低这一条件);后者回答了如何获得“铁素体”的问题。
关于铁素体动态再结晶是否也是晶粒超细化机制之一尚有分歧。
但归纳更多的文献可总结出,铁素体动态再结晶受压下量及轧制温度的影响,当压下量不足(临界值40%或轧制温度过低(如530C或600C以下)时不会出现铁素体动态再结晶。
5、两种工艺冶金机制的差别至此,可归纳总结出新型TMCP(DIF和传统TMCF细田化晶粒机制的细微差别:在实际相变温度与轧制温度各自相对的高低方面,两者较传统TMCP匀有低温化特征。
②在实际相变温度与轧制温度之间的相对高低方面,传统TMCP勺轧制温度(通常在800C以上)高于实际相变温度,轧后所得仍为奥氏体,相变为在轧制形变之后的静态相变。