辊式校平机图
- 格式:doc
- 大小:164.00 KB
- 文档页数:1
校平机文字说明1、产品主要用途与适用范围W43CNC-20 X 630十^一辊数控高强钢板校平专机,主要用于中厚高强钢板中小尺寸零件下料后的冷态校平,也可用于普通钢板的校平。
2、产品的主要技术参数见下表:3、产品主要结构概述本校平机是由机架部分、工作辊部分、传感装置、主传动系统、干油润滑系统、液压系统、基础部分和电气部分组成。
整机采用框架结构,采用四个连接梁将左、右机架连接成一体,机架具有足够的强度和刚度。
上排工作辊安装在机架上,只作旋转运动;下排工作辊可以作升降和旋转运动,其升降运动由液压油缸驱动。
机器的所有动作均为操作台集中控制,并有数显显示下辊位移量。
(整机结构图见图1)3.1机架部分的结构机架部分是由左右机架和连接梁组成的框架结构,其整体结构刚度可保证工作辊在最大负荷下有较小的弹性变形,保证校平质量。
另外,为防止上料时板料发生倾斜划伤机架,在机架进出料口均装有一对导向辊。
3.2 工作部分结构工作部分是由上下两排工作辊组成,上排为六个工作辊,下排为五个工作辊,工作辊有足够的强度、表面硬度和加工精度,工作辊采用低速重载四列圆柱滚子轴承支撑,承载能力大,寿命长。
上排工作辊安装于左右机架中,只作旋转运动,下排工作辊在油缸的驱动下,可以在左右机架的导槽中实现升降运动,以满足不同厚度板料的校平,下排工作辊也可以作旋转运动。
所有的工作辊均为主驱动辊,为校平板材提供了足够的扭矩。
3.3传感装置传感装置是采用直线位移传感器将位移信号转化为电信号,通过PLC 系统将各个工作辊的位置显示在操作台触摸屏上,且有断电记忆功能。
特别提示:该位移传感器为精密电器件,为避免损坏而影响工作精度,禁止碰撞和敲击并做好防水、防油保护。
4、机器的主传动系统本机的十一个工作辊均为主动辊,由一台主电机驱动,通过减速器、一级齿轮传动、分配箱、万向联轴器将扭矩传递到各工作辊。
该机传动系统结构紧凑,占地面积小,工作稳定可靠。
分配箱齿轮采用浸油润滑和喷淋强制润滑,传动效率高。
JM系列精密校平机的辊数和重数
校平机具体配置可以根据客户要求而定的校平机辊数和重数,一般有两重(7辊、9辊、11辊、13辊),四重(11辊、13辊、15辊、17辊、19辊),六重(17辊、19辊)等。
我公司经过多年研究和开发,对金属塑性的板材、带料校平达到了较理想的状态。
目前投产的辊式校平机有主要型号有JM120/19薄板校平机(薄料系列)、JM3020/21精密校平机(普料系列)、JM3535/21数控精密校平机(高强料系列)、JM6065/19数控精密厚板校平机(厚宽料系列)等。
JM120/19薄板校平机,19辊轴,适合薄料的矫平(0.2-1.5mm),如较薄的纺织机械配件、钟表零件、电子仪表零件等板带料,材料宽度120mm以下,矫平速度为6-28m/min;
JM3020/21精密钢板校平机,21辊轴,适合普料的矫平(0.5-6mm),如汽配零件、工业刀片、工具五金等板带料零件,材料宽度200mm以下,矫平精度3-10丝;
JM3535/21数控精密校平机,21辊轴,适合高强料矫平(1-8mm),如圆锯片、钢背、离合器面片、游标卡尺、手板锯等板带料产品,材料宽度350mm以下;
JM6065/21数控精密厚板校平机,19辊轴,适合厚宽料矫平(1-16mm),如链条板、圆锯片、钣金件等,材料宽度650mm以下。
平行辊矫直机压下量选择及矫直力计算作者:吴多智刘博来源:《硅谷》2013年第01期摘要:利用弯曲变形理论对平行辊矫直机压下量和矫直力的计算方法进行了研究,并模拟实际生产情况,进行仿真计算,计算结果接近于生产实际,可用于指导生产实践和设计工作。
关键词:弯曲变形;矫直机;压下量;矫直力中图分类号:TG333.23 文献标识码:A 文章编号:1671-7597(2013)0110186-010 前言平行辊式矫直机属于连续性反复弯曲的矫直设备,广泛应用于各种板材的生产。
金属材料在较大弹塑性弯曲条件下,不管其原始弯曲程度有多大,区别在弹复后所残留的弯曲程度差别会显著减小,甚至趋于一致。
轧件在平行辊式矫直机里,随着压弯程度的减小,其弹复后的残留弯曲必然会一致趋近于零,而达到矫直目的。
1 弯曲矫直理论我们把各种曲率相对于弹性极限曲率的比值称为曲率比,用C表示,即:当理想弹塑性板材经过矫直机第i根矫直辊时,它具有原始曲率比C0i,受到的反弯曲率比CWi,弹复曲率比Cfi,残留曲率比Cci。
根据矫直曲率方程式得到:矫直的目的就是使Cc为零,如果在经过第i根矫直辊后Cci不为零,那么这个残余曲率就成为轧件进入下一根矫直辊时的原始曲率,即:2 压下量确定由板材的Cw-C0曲线我们可以发现,为使残留曲率比等于零,当原始曲率比增大时反弯曲率比无限趋近于1.5。
辊式矫直机从第2辊开始进行有效矫直,当待矫直板材具有正反双向原始曲率时,辊式矫直机的第2辊可对板材最大正值原始曲率进行矫直,第3辊可对板材最大负值原始曲率进行矫直,假定矫直机上辊系可整体倾斜调整,则,只需要设定第3辊的反弯曲率比可将待矫直板材最大负值原始曲率矫直即可。
矫直机的倒数第2根辊为最后一根有效矫直辊,为使之前已经被矫平的板材经过此辊后不再产生塑性变形,而经过前几根矫直辊还没有被矫平的较小的残留曲率被矫平,将此辊的压下曲率半径设置成弹性曲率半径,即Cw=1。
假设,一台七辊矫直机,上3下4布置,上辊系可整体倾斜调整,辊径D=285mm,辊距p=400mm。
W43-系列精密型板材校平机
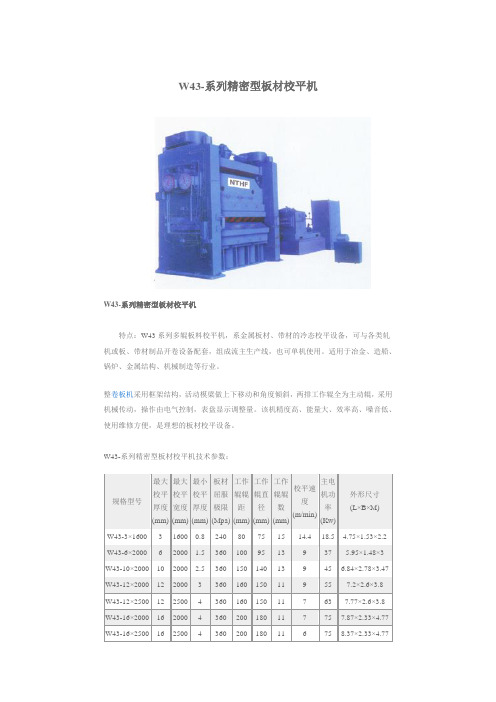
W43-系列精密型板材校平机
特点:W43系列多辊板料校平机,系金属板材、带材的冷态校平设备,可与各类轧机或板、带材制品开卷设备配套,组成流主生产线,也可单机使用。
适用于冶金、造船、锅炉、金属结构、机械制造等行业。
整卷板机采用框架结构,活动模梁做上下移动和角度倾斜,两排工作辊全为主动辊,采用机械传动,操作由电气控制,表盘显示调整量。
该机精度高、能量大、效率高、嗓音低、使用维修方便,是理想的板材校平设备。
W43-系列精密型板材校平机技术参数:
注:根据用户要求,本技术参数可作调整。
公司技术部门根据市场要求,对以上技术参数改进,请予谅解。

十三辊校平机工作原理
十三辊校平机的工作原理主要依赖于上、下两组辊轮。
这两组辊轮中,一组是工作辊,另一组是支撑辊。
工作辊采用弹性辊,可以适应板材表面的凸凹不平,而支撑辊则是硬质辊,用于支撑板材。
在工作过程中,先将板材放在支撑辊上,随后将工作辊向下压制,使板材受到多次的压制和拉伸,从而达到校平的效果。
这种校平过程主要利用了多个辊轴施加压力,使不锈钢板在经过校平机时受到弯曲、拉伸等外力作用,从而校正平整度。
以上信息仅供参考,如有需要,建议咨询相关技术人员。
钢板校平机原理
钢板校平机是一种用于校平钢板的机器,它的原理是通过机器的辊轮将钢板压平,使其表面平整,达到一定的精度要求。
钢板校平机主要由机架、辊轮、传动系统、液压系统、电气控制系统等组成。
钢板校平机的辊轮是其核心部件,通常由多个辊轮组成,其中一些辊轮是固定的,而另一些辊轮则可以调整位置,以适应不同厚度的钢板。
当钢板通过辊轮时,辊轮会将钢板压平,使其表面平整。
同时,钢板校平机的传动系统会提供足够的动力,以确保辊轮能够将钢板压平。
钢板校平机的液压系统主要用于控制辊轮的位置和压力。
通过液压系统,可以调整辊轮的位置,以适应不同厚度的钢板。
同时,液压系统还可以控制辊轮的压力,以确保钢板能够被均匀地压平。
钢板校平机的电气控制系统主要用于控制机器的运行。
通过电气控制系统,可以控制机器的启动、停止、调速等操作。
同时,电气控制系统还可以监测机器的运行状态,以确保机器能够正常运行。
钢板校平机是一种非常重要的机器,它可以将钢板压平,使其表面平整,达到一定的精度要求。
钢板校平机的原理是通过机器的辊轮将钢板压平,同时利用传动系统、液压系统和电气控制系统来控制机器的运行。
展平辊工作原理
展平辊是一种常见的金属加工设备,用于将金属板材进行展平和修整。
展平辊的工作原理如下:
1. 调整辊轴间距:展平辊一般由多个上下两两对称排列的辊子组成,通过调整辊轴间距,可以逐渐加大或减小金属板材在辊子间的压力和受力区域,实现对金属板材的展平和修整。
2. 上下辊组合起作用:通过外部装置或电动机带动辊子转动,金属板材从上方经过两个辊子之间的间隙,上下辊组合起作用。
上辊和下辊之间的辊子可以通过齿轮机构或液压机构同步运动,以确保金属板材在辊子之间的顺畅传输和均匀受力。
3. 辊子表面摩擦力:展平辊的辊子表面一般采用硬质或镀硬面处理,以增加与金属板材的摩擦力,避免金属板材在传输过程中产生滑动或变形。
4. 金属板材的改变:当金属板材经过辊子的作用,辊子对金属板材施加均匀的压力和力矩,金属板材的弯曲和弯曲角度会发生改变。
通过调整辊子之间的间距和辊子的旋转速度,可以改变金属板材的展平程度和修整效果。
通过以上的工作原理,展平辊可以有效地对金属板材进行展平和修整,以满足不同加工要求。
辊式板材矫直机的力能参数的确定摘要:从矫直原理入手,研究了矫直时金属变形理论,给出了板带材矫直机力能参数的确定方法。
关键词:矫直机;矫直理论;力能参数Research On the Power Parameter of Strip StraightenerThe Northwest Machine Factory XU Hong-jieAbstract: From the straightening principle for strip, this paper studies the theory of metal deformation and puts forwards amethod for selecting the power parameter of strip straightener. Key words: Straightener, Straightener theory, Power Parameter一.序言随着国民经济健康快速发展,各种金属板带材在各个行业获得了广泛的应用。
这些材料在轧制、锻造、挤压、拉拔、运输、冷却及各种加工过程中,常常因为外力作用,温度变化,或内力消长而发生弯曲或扭曲变形。
为了消除这些缺陷,必须用矫直机加以矫直。
我厂研制开发了适用于板带材矫直的辊式系列矫直设备。
下面以我厂研制开发的某型十七辊板材矫直机为例对它的矫直原理、主要结构、力能参数的确定等作一简要介绍。
二.技术规格a)适用材质:屈服强度σs≤260Mp的钢板或有色金属板材b)矫平板材厚度:0.3~2mmc)矫平板材最大宽度:1000mmd)矫平板材最小长度:100mme)矫平辊每分钟转速:68rpm,100rpmf)矫平板材移动速度:10m/min,14m/ming)矫平辊数n:17辊(上排8辊,下排9辊)h)矫平辊直径D:φ45mmi)矫平辊节距t:48mmj)支撑辊排数:上下各2排k)支撑辊直径:φ47mml)电机功率:主电机20KW 970rpm升降电机0.75KW 1500rpm13. 外形尺寸:3060mm×1900mm×1760mm三.工作原理金属材料在较大弹塑性弯曲条件下,不管其原始弯曲程度有多大区别,在弹复后残留的弯曲程度差别会显著减小,甚至会趋于一致。