津上fanuc加工中心va报警一览表
- 格式:docx
- 大小:12.51 KB
- 文档页数:9
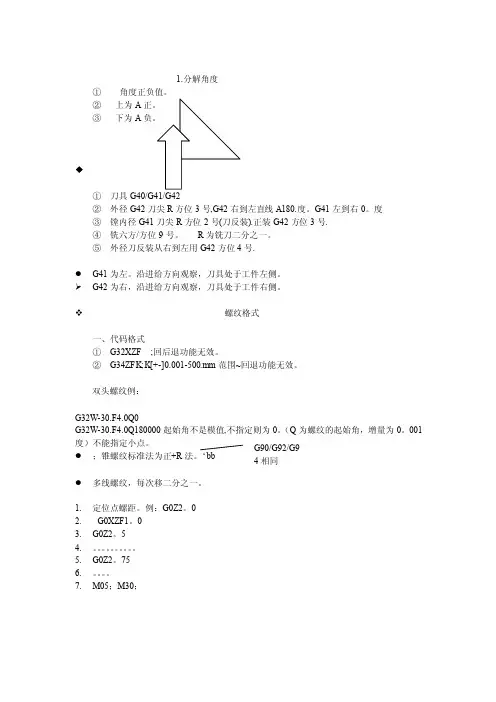
1.分解角度①角度正负值。
②上为A③下为A◆①刀具G40/G41/G42②外径G42刀尖R方位3号,G42右到左直线A180.度。
G41左到右0。
度③镗内径G41刀尖R方位2号(刀反装).正装G42方位3号.④铣六方/方位9号。
R为铣刀二分之一。
⑤外径刀反装从右到左用G42方位4号.●G41为左。
沿进给方向观察,刀具处于工件左侧。
G42为右,沿进给方向观察,刀具处于工件右侧。
螺纹格式一、代码格式①G32XZF ;回后退功能无效。
②G34ZFK;K[+-]0.001-500.mm范围~回退功能无效。
双头螺纹例:G32W-30.F4.0Q0G32W-30.F4.0Q180000起始角不是模值,不指定则为0。
(Q为螺纹的起始角,增量为0。
001度)不能指定小点。
●;锥螺纹标准法为正+R法。
‘bb●多线螺纹,每次移二分之一。
1.定位点螺距。
例:G0Z2。
02.G0XZF1。
03.G0Z2。
54.。
5.G0Z2。
756.。
7.M05;M30;G90/G92/G9 4相同1.车管螺纹格式:主轴转速S20-S50:1.例子:G01X10。
;2.G04X0。
25;3.G32Z-10。
F2。
0;4.G04X0。
25;5.G32X9。
0Z2。
F2。
;2.三针测量法;用三根钢针放在螺纹槽宽。
再用千分尺测量外径。
●角度A/公式d.1.A60。
度`d=M-3*D+0.866*P2.A55。
度`d=M-3.1657*D+0.9605*P3.A30。
度`d=M-4.864*D+1.866*P4.A29。
度d=M-4.99*D+1.933*P`●尺所量的尺寸●D钢针直;;;d------螺纹中径●M千分尺---工件加钢-径●P螺纹的螺距。
1.A60。
度D=0。
577*P2.A55。
度D=0。
564*P3.A30。
度D=0。
518*P4.A29。
度D=0。
516*P●单针法1.A60。
d=M-1。
5*D+0。
108*P+0。
5d*2.A55。
FANUC报警列表FANUC报警列表FANUC报警列表一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S 报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “T oo many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-”出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。

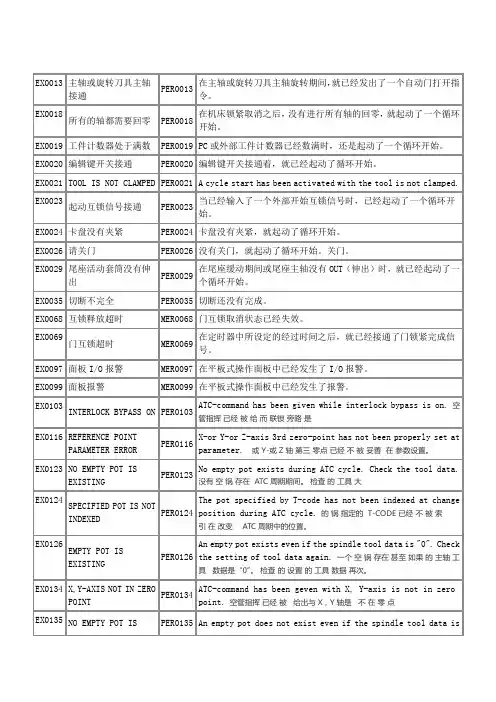
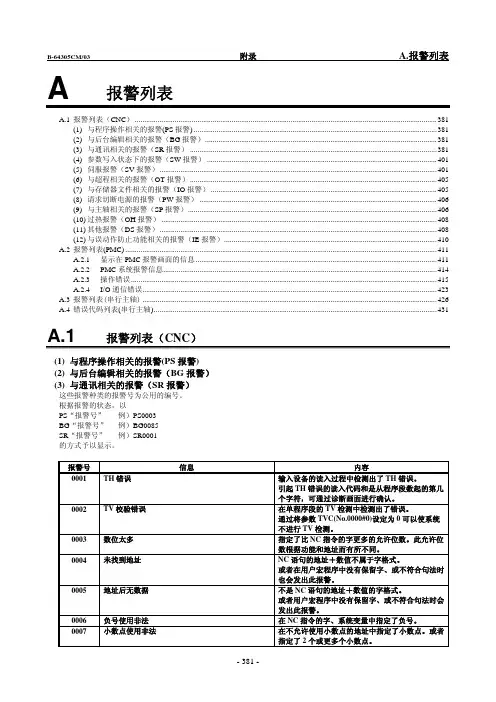
A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
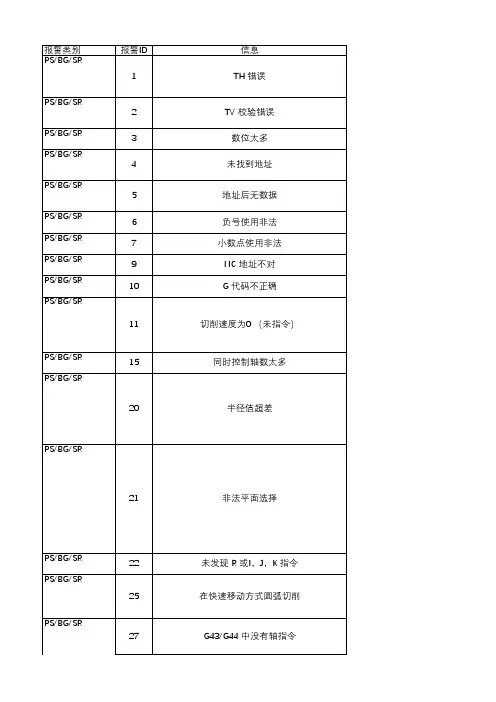
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
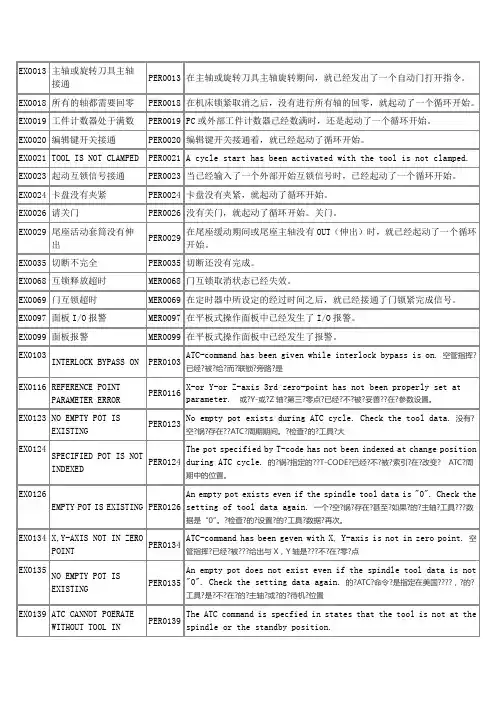
内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮PS:或者K参数K4.6 0改1 开着门也可以按启动按钮内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮PS:或者K参数K4.7 0改1 开着门也可以按启动按钮内容:气压不足,空压低下处理 : 调节气压阀,增加气泵PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低处理 : 1. 添加切削液,加到水箱水位2/3以上2. 如果还是报警,请调节水箱上面的液位感应灯3. K参数 K4.5 0改1 可屏蔽此报警内容:油路压力不足处理 : 1. 检查用油是否太快,油管接头是否漏油检查导轨油加油时间的频率是是否正常(比如:一周添加一次)2. 在没有漏油,加油频率正常的情况下K参数 K13.2 0改1 可屏蔽此报警内容:导轨油油箱液位不足处理 : 请添加导轨油PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令内容:刀库位置异常W轴机械坐标位置不对0° 18° 36° 54° 72° 90° 108° 126° 144°162°198° 216° 234° 252° 180° 270° 288° 306° 324°342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
报警号A0.0 A0.1 A0.2 A0.3 A0.4 A0.5 A0.6 A0.7 A1.0 A1.1 A1.2 A1.3 A1.4 A1.5 A1.6 A1.7 A2.0 A2.1 A2.2 A2.3 A2.4 A2.5 A2.6 A2.7 A3.0 A3.1 A3.2 A3.3 A3.4 A3.5 A3.6 A3.7 A4.0 A4.1 A4.2 A4.3 A4.4 A4.5 A4.6 A4.7 A6.0 A9.7 A10.0 A10.1 A10.2A10.3 A10.4 A10.5 A10.6 A11.0 A11.1 A11.2 A11.3 A11.4 A20.1 A20.2 A20.3 A21.1 A21.2 A21.3 A22.0 A22.1英文报警信息1000 EMERGENCY STOP(A0.0)1001 SPINDLE ALARM(A0.1)1002 RINSE SCRAPS PUMP OFF(A0.2 X5.5)1003 COOLANT PUMP OFF(A0.3 X5.4)2004 AIR PRESSURE LOW(A0.4 X6.1)2005 LUBRICAT LOW POS.(A0.5 X9.7)2006 LUBRICATE NOT ON(A0.6 X5.3)1007 HYDRAULIC PUMP ALARM(A0.7 X6.0)2010 CHIP CONVEYOR ALARM(A1.0 X3.1)1011 T-CODE ERROR(A1.1)1012 MAG COUNT ALARM(A1.2 X3.4)1013 TOOL CLAMP/UNCLAMP ERROR(A1.3 X8.2/X8.3)1014 ATC ALARM(A1.4)2015 TOOL LIFE WILL OVER(A1.5)1016 TOOL LIFE ALARM(A1.6)1017 MAG-ROT OVERTIME(A1.7)1020 ARM-ROT OVERTIME(A2.0)1021 Z AXIS NO HOME ZERO(A2.1)1022 MAG POSITION ERRROR(A2.2 X3.3)1023 M06 OVERTIME(A2.3)1024 TOOL CUP UP ERROR(A2.4 X8.1)1025 TOOL CUP DOWN ERROR(A2.5 X8.0)2026 LUB.RPESSURE LOW ALA.(A2.6 X4.2)2027 SP NOT ST.(A2.7)2030 LOW-PRESSURE COOLING FLUID LOW POS(A3.0 X6.5)2031 NC BATTERY VOLTAGE LOW(A3.1)1032 SP FAN NOT ON(A3.2 X4.6)2033 AIR-CONDITION NOT ON(A3.3 X5.3)2034 WATER TANK LEVEL LOW POS(A3.4 X4.3)1035 SP CHANGE GEAR ALARM(X4.0 X4.1)1036 ZF COOLANT LEVEL ERROR(A3.6 X9.0 X9.1)1037 OIL MIST CLEANER NOT ON(A3.7 X9.2)1040 COOLANT FROM SP PUMP OFF(A4.0 X5.7)1041 UPGRADE PUMP OFF(A4.1 X5.6)2042 FILTER BAG ALARM(A4.2 X6.2)1043 OILCOOLANT ALARM(A4.3 X5.0/6.0)1044 TURN PLATE ERROR(A4.4 X5.1 5.2)1045 CHUCK CLAMP/UNCLAMP ALARM(A4.5)1046 CLOSE THE DOOR(A4.6 X8.5)1047 THE DOOR OPEN(A4.7 X8.5)2060 CTS PRESSURE ALM.(X6.5 A6.0)1097 SPINDLE NO ROTATIONED2000 1.PRESS <RESET> 2.CHANGE WOKE MODE TO EDIT 3.PRESS <F4> 2001 4.TAKE DOWN THE TOOL FROM ATC ARM2002 DEBUG CL/UNCL TOOL AT JOG MODE2003 IF ATC NOT RUN SMOOTH ,INFORM NEWAY2044 5.PRESS +4/-4 AT THE SAME TIME.2045 6.PRESS <F4>.2041 MACHINE IS REPAIRING2008 TOOL POT NOT DOWN(A11.0)2046 AXIS IS LOCKED(A11.1)2047 FEED OVERRIDE IS 0(A11.2)2048 MAG IN DEBUG STATE(A11.3)2049 Z NOT GO HOME(A11.4)1081 MACHINE IS LOCKED ENTER 1ST PASSWORD1082 MACHINE IS LOCKED ENTER 2ND PASSWORD1083 MACHINE IS LOCKED ENTER 3RD PASSWORD2011 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 1ST PASSWORD FROM SUPPLIER 2012 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 2ND PASSWORD FROM SUPPLIER 2013 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 3RD PASSWORD FROM SUPPLIER 2020 ZF COOLANT LEVEL LOW(A22.0 X9.0)2021 ZF COOLANT LEVEL HIGH(A22.1 X9.1)中文报警信息(PMC)1000 @04BDF4BCB1CDA3D6B901@-X8.41001 @04D6F7D6E1B1A8BEAF01@-F45.01002 @04B3E5D0BCB5E7BBFACEB4CDA8B5E701@-QF4/KM61003 @04C0E4C8B4B5E7BBFACEB4CDA8B5E701@-QF3/KM52004 @04C6F8D4B4D1B9C1A6B5CD01@-X5.42005 @04C8F3BBACD2BACEBBB5CD01@-X9.72006 @04C8F3BBACB5E7BBFACEB4CDA8B5E701@-QF131007 @04D2BAD1B9D5BECEB4CDA8B5E701@-QF8/KM112010 @04C5C5D0BCB5E7BBFAB6C2C8FBB1A8BEAF01@-X3.41011 T@04B4FAC2EBB4EDCEF301@1012 @04B5B6BFE2BCC6CAFDB4EDCEF301@-X3.41013 @04D6F7D6E1CBC9C0ADB5B6B1A8BEAF01@-X8.2/X8.31014 @04BBFAD0B5CAD6B2BBD4DAD4ADB5E3CEBBD6C301@-A1.42015 @04B5B6BEDFCAD9C3FCBCB4BDABB5BDB4EF01@-A1.51016 @04B5B6BEDFCAD9C3FCBDE1CAF801@-A1.61017 @04B5B6BFE2D0FDD7AAB3ACCAB101@-A1.71020 @04BBFAD0B5CAD6D0FDD7AAB3ACCAB101@-A2.01021 Z@04D6E1CEB4BBD8B5DAB6FEB2CEBFBCB5E301@1022 @04B5B6BFE2B6A8CEBBB4EDCEF301@-X3.31023 @04BBBBB5B6B3ACCAB101@-A2.31024 @04BBD8B5B6B4EDCEF301@-X8.11025 @04B5B9B5B6B4EDCEF301@-X8.02026 @04C8F3BBACD1B9C1A6B5CD01@-X4.22027 @04D6F7D6E1CEB4C6F4B6AF01@2030 @04B8B1CBAECFE4D2BACEBBB5CD01@-X6.52031 @04B5E7B3D8B5E7D1B9B5CD01@1032 @04D6F7D6E1B7E7C9C8CEBBCDA8B5E701@-QF102033 @04BFD5B5F7CEB4CDA8B5E701@-QF141034 @04D6F7CBAECFE4D2BACEBBB5CD01@-X4.31035 @04D6F7D6E1BBBBB5B5B4EDCEF301@-X4.0/X4.11036 @045A46C1F7C1BFB9CAD5CF01@-X9.0/X9.11037 @04D3CDCEEDB7D6C0EBC6F7CEB4CDA8B5E701@-QF15/KM171040 @04D6D0D0C4B3F6CBAEB5E7BBFACEB4CDA8B5E701@-QF6/KM91041 @04CCE1C9FDB1C3B5E7BBFACEB4CDA8B5E701@-QF7/KM102042 @04B9FDC2CBD6BDB4FCB6C2C8FB01@-X6.21043 @04D3CDC0E4BBFAB9CAD5CF01@-QF9/X5.01044 @0441D6E1BCD0BDF4B7C5CBC9B4EDCEF301@-X5.1/X5.21045 @04BFA8C5CCBCD0BDF4B7C5CBC9B4EDCEF301@-A4.51046 @04C7EBB9D8C3C501@-X8.51047 @04C3C5B4F2BFAA01@-X8.52060 @04D6D0D0C4B3F6CBAED1B9C1A6B5CD01@-X6.51097 @04D6F7D6E1C3BBD3D0D0FDD7AA01@-A9.72000 1、@04B0B4CFC2B8B4CEBBB0B4BCFC01@2、@04C7D0BBBBB5BDB1E0BCADB7BDCABD01@3、2001 4、@04B4D3BBFAD0B5CAD6C9CFC8A1CFC2B5B6BEDF01@2002 4、@04B4D3BBFAD0B5CAD6C9CFC8A1CFC2B5B6BEDF01@2003 ATC@04C6B5B7B1B1A8BEAFA3ACC7EBCDA8D6AAB9ABCBBE01@2044 @04CDACCAB1B0B4CFC201@+4/-4@04B0B4BCFC01@2045 @04B0B4CFC201@F4@04B0B4BCFC01@2041 @04BBFAB4B2D5FDD4DACEACD0DED6D001@2008 @04B5B6CCD7CEB4B5B9CFC201@-A11.02046 @04D6E1BBA5CBF8BDD3CDA801@-A11.1@04BDF8B8F8B1B6C2CACEAA01@%0-A11.22048 @04B5B6BFE2B5F7CAD4D7B4CCAC01@-A11.32049 Z@04D6E1CEB4B7B5BBD8D4ADB5E301@-A11.41081 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAD2BBB8F6D4C2C3DCC2EB01@ 1082 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAB6FEB8F6D4C2C3DCC2EB01@ 1083 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAC8FDB8F6D4C2C3DCC2EB01@ 2020 @045A46C1F7C1BFB5CD01@-X9.02021 @045A46C1F7C1BFB8DF01@-X9.1中文汉字紧急停止-X8.4主轴报警-F45.0冲屑电机未通电-QF4冷却电机未通电-QF3气源压力低-X5.4润滑液位低-X9.7润滑电机未通电-QF13液压站未通电-QF8排屑电机堵塞报警-X3.4T 代码错误刀库计数错误-X3.4主轴松拉刀报警-X8.2/X8.3机械手不在原点位置-A1.4刀具寿命即将到达-A1.5刀具寿命结束-A1.6刀库旋转超时-A1.7机械手旋转超时-A2.0Z轴未回第二参考点刀库定位错误-X3.3换刀超时-A2.3回刀错误-X8.1倒刀错误-X8.0润滑压力低-X4.2主轴未启动副水箱液位低-X6.5电池电压低主轴风扇位通电-QF10空调未通电-QF14主水箱液位低-X4.3主轴换档错误-X4.0/X4.1ZF流量故障-X9.0//X9.1油雾分离器未通电-QF15中心出水电机未通电-QF6提升泵电机未通电-QF7过滤纸袋堵塞-X6.2油冷机故障-QF9/X5.0A轴夹紧放松错误-X5.1/X5.2卡盘夹紧放松错误-A4.5请关门-X8.5门打开-X8.5中心出水压力低-X6.5主轴没有旋转1、按下复位按键2、切换到编辑方式3、按下F4按键4、从机械手上取下刀具手动方式下调试松拉刀动作ATC频繁报警,请通知公司同时按下+4/-4按键按下F4按键机床正在维修中刀套未倒下轴互锁接通进给倍率为0%刀库调试状态Z轴未返回原点机床锁在,输入第一个月密码机床锁在,输入第二个月密码机床锁在,输入第三个月密码机床工作少于8小时,从供应商获取第一个月密码机床工作少于8小时,从供应商获取第二个月密码机床工作少于8小时,从供应商获取第三个月密码ZF流量低-X9.0ZF流量高-X9.1。
FANUC数控系统报警代码表,再也不怕机床报警了FANUC-- 0 系统操作编程说明书1附录 1:FANUC-0 系统报警代码表1. 程序报警(P/S 报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV 报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18 或G19 改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。
044 固定循环模态下使用G27、G28 或G30 指令。
046 G30 指令中P 地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
发那科报警表一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S 报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “T oo many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-” 出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮PS:或者K参数K4.6 0改1 开着门也可以按启动按钮内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮PS:或者K参数K4.7 0改1 开着门也可以按启动按钮内容:气压不足,空压低下处理 : 调节气压阀,增加气泵PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低处理 : 1. 添加切削液,加到水箱水位2/3以上2. 如果还是报警,请调节水箱上面的液位感应灯3. K参数 K4.5 0改1 可屏蔽此报警内容:油路压力不足处理 : 1. 检查用油是否太快,油管接头是否漏油检查导轨油加油时间的频率是是否正常(比如:一周添加一次)2. 在没有漏油,加油频率正常的情况下K参数 K13.2 0改1 可屏蔽此报警内容:导轨油油箱液位不足处理 : 请添加导轨油PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令内容:刀库位置异常W轴机械坐标位置不对0° 18° 36° 54° 72° 90° 108° 126° 144° 162° 198° 216° 234° 252° 180° 270° 288° 306° 324° 342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数 K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮
PS:或者K参数K4.6 0改1 开着门也可以按启动按钮
内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮
PS:或者K参数K4.7 0改1 开着门也可以按启动按钮
内容:气压不足,空压低下
处理 : 调节气压阀,增加气泵
PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低
处理 : 1. 添加切削液,加到水箱水位2/3以上
2. 如果还是报警,请调节水箱上面的液位感应灯
3. K参数 K
4.5 0改1 可屏蔽此报警
内容:油路压力不足
处理 : 1. 检查用油是否太快,油管接头是否漏油
检查导轨油加油时间的频率是是否正常
(比如:一周添加一次)
2. 在没有漏油,加油频率正常的情况下
K参数 K13.2 0改1 可屏蔽此报警
内容:导轨油油箱液位不足
处理 : 请添加导轨油
PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警
注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试
PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作
1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令
内容:刀库位置异常
W轴机械坐标位置不对
0° 18° 36° 54° 72° 90° 108° 126° 144° 162° 198° 216° 234° 252° 180° 270° 288° 306° 324° 342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的
处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以
PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数
K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
PS:在启动程序或者指令的时候,机械坐标B轴不在零点的时候会出现这个报警
PS:K参数打开的时候忘记关了
PS:1)重做主轴定位看是否有偏差
2)排查主轴电机感应线插头是否有松动
3)再考虑信号线损坏及放大器等
PS:2028报警和2029报警,打刀缸上主轴松开夹紧感应线感应不良
1)调节感应线位置
2)更换感应线
PS:目前还没有出现过这个报警,这个报警是关于左面门,门联锁信号的
驸录:津上VA3刀具寿命管理功能使用方法
1.NC参数8132 #0 0改1 关机,开机
刀补画面→翻页,出现TL寿命画面即刀具寿管理画面
2.软键SYSTEM→翻页→PMCMNT→翻页→K参数
K3.0 0改1 刀具寿命到达后会出现2032报警
3.消除2032报警
1)按刀补画面→翻页→TL寿命→光标移动到刀具寿命到达的那把刀号→操作→清除→加工的个数就会清零
4.T指令使用方法
NC参数 6810 出厂数据设置为 100
T01 M6→程序指令T101 M6 T02 M6→程序指令T102 M6
T03 M6→程序指令 T103 M6 T04 M6→程序指令T104 M6
T05 M6→程序指令T105 M6 T06 M6→程序指令T106 M6
T07 M6→程序指令T107 M6 T08 M6→程序指令T108 M6
T09 M6→程序指令T109 M6 T10 M6→程序指令T110 M6
T11 M6→程序指令T111 M6 T12 M6→程序指令T112 M6
T13 M6→程序指令T113 M6 T14 M6→程序指令T114 M6
T15 M6→程序指令T115 M6 T16 M6→程序指令T116 M6
T17 M6→程序指令T117 M6 T18 M6→程序指令T118 M6
T19 M6→程序指令T119 M6 T20 M6→程序指令T120 M6
T99 M6→程序指令T199 M6
PS:刀具长度补偿不变,例:T101 M6 G43 Z50. H1
另外:刀具寿命清零,返回出厂设置,也可以解除2032报警
执行下例程序:
%
O0020(TOOL LIFE 1 TO 20 PLUS 99)
G10L3
P1L65000
T1
P2L65000
T2
T3
P4L65000 T4
P5L65000 T5
P6L65000 T6
P7L65000 T7
P8L65000 T8
P9L65000 T9
P10L65000 T10
T11
P12L65000 T12
P13L65000 T13
P14L65000 T14
P15L65000 T15
P16L65000 T16
P17L65000 T17
P18L65000 T18
T19
P20L65000
T20
P99L65500
T99
G11
M9
M02
%
PS:目前还没有出现过此报警
PS:换刀的时候,G01倍率开关调到0%的时候,有可能会出现这个报警PS:目前没有出现过这个报警
PS:2041,2042报警,第四轴里头电磁阀松开加紧信号不对。
M57刀杯下来(垂直) M56刀杯上去(水平)
PS:支撑刀杯上下的气缸感应线异常。
处理方法:
1):出现2058报警,关机,再开机,MDI执行M57指令后,再执行换刀指令看看是否还会报警。
2):出现2059报警,关机,再开机,MDI执行M56指令后,再执行换刀指令看是否还会报警。
3):如果还是报警,请调节支撑刀杯上下的气缸感应线位置
4):更换气缸感应线。