注射模县按结构特征的分类
- 格式:docx
- 大小:984.90 KB
- 文档页数:3

注射模结构及分类一注射模具的结构组成注射模具的结构由塑件的复杂程度及注射机的结构形式等因素决定,其基本结构由动模和定模两部分组成。
其中定模部分安装在注射机的固定模板上,动模部分安装在注射机的移动模板上。
在注射成型过程中,动模部分随注射机上的合模系统运动,同时动模部分与定模部分由导柱导向而闭合构成浇注系统和型腔,塑料熔体从注射机喷嘴经浇注系统进入型腔,冷却后开模时,动模部分和定模部分分离,取出塑件。
根据模具各部分所起的作用,注射模具为成型零部件、结构零部件、浇注系统、温度调节系统、排气系统组成,如图4-1所示。
1.成型零部件是指组成型腔的零件。
如:凸模(型芯)、凹模以及嵌件和镶块等。
凸模(型芯)形成塑件的内表面形状,凹模(型腔)形成塑件的外表面形状。
合模后凸模和凹模便构成了模具的型腔。
如图4-1所示的模具中,型腔是由动模板1、定模板2、凸模7等组成的。
2.结构零部件指模架、机构等。
模架如:上、下模座,支承零部件等;机构,如:合模导向机构,推出机构,侧抽芯机构等。
支承零部件是用来防止成型零部件及各部分机构在成型压力作用下发生变形超差现象的零部件称支承零部件。
模具支承零件主要有:支承块(垫块)、支承板(动模垫板)、支撑块、支撑板、支撑柱(动模支柱)等。
合模导向机构是保证动模和定模在合模时准确对合。
常用的有:导柱导向机构和锥面导向机构。
推出机构是指分型后将塑件从模具中推出的装置。
常见有:推杆推出、推管推出、推板推出、凹模推出、顺序推出等机构。
侧向分型与抽芯机构是当塑件侧壁有凹凸形状,开模前先把成型凹凸形状的模块或型芯从塑件上脱开或抽出的装置。
3. 浇注系统熔融塑料从注射机喷嘴进入模具型腔所流经的通道称为浇注系统,浇注系统由主流道、分流道、浇口及冷料穴等四部分组成。
4. 温度调节系统为了满足注射工艺对模具的温度要求,必须对模具的温度进行控制,所以模具常常设有冷却或加热的温度调节系统。
冷却系统一般是在模具上开设冷却水道(图4-1中3),而加热系统是在模具内部或四周安装加热元件。
第5章注射模具概述内容简介本章主要介绍注射模的类型与结构组成,注射模与注射机有关参数的校核、注射模的定位与安装。
目的与要求(1)了解典型注射模具结构组成及结构特点,具有读懂不同类型注射模结构图的能力。
(2)掌握注射机有关工艺参数的校核。
重点与难点1.重点(1)典型注射模具的结构原理。
(2)掌握模具与设备的关系。
2.难点读懂不同类型的注射模具结构图和动作原理。
授课内容5.1 注射模的组成1.粗分·注射模由定模和动模两大部分组成。
·定模部分安装在注射机的固定模板(定模固定板)上。
·动模部分安装在注射机的移动模板(动模固定板)上。
·主分型面是指动模与定模之间为取出制件而分离的表面。
2.细分注射模由以下八大部分组成:(1)成型零部件(组成型腔的零件)(2)浇注系统(3)导向与定位机构(4)侧向分型与抽芯机构(5)推出机构(也称脱模机构)(6)温度调节系统(加热与冷却系统)(7)排气系统(8)支撑零部件5.2 注射模的分类与典型结构(1)按安装方式分:移动式注射模(仅用于立式注射机)固定式注射模(卧式、立式、角式注射机)(2)按模具腔数分:单型腔注射模多型腔注射模(3)按流道分:普通流道注射模热流道注射模(4)按成型工艺特点分:热塑性塑料注射模热固性塑料注射模低发泡塑料注射模反应发泡塑料注射模(5)按模具的总体结构特征分:①单分型面注射模(两板模)。
其特点:·主流道在定模一侧,分流道在分型面上。
·开模后制件连同流道凝料一起留在动模一侧。
②双分型面注射模(三板模)。
其特点:·三板模(增加了一个可移动的中间板,此中间板可能是浇口板,型腔板、流道板)。
·除主分型面外,还增设了一个辅分型面。
辅分型面的目的一般为:○取浇注系统凝料;○便于脱模;○完成侧向抽芯·必须设置定距分型拉紧装置。
定距分型拉紧装置的作用是促使辅分型面分型、定辅分型面的距离,悬吊拉紧中间板。

第五章注射模设计塑料注射成所用的模具,称为注射成型模具,简称注射模或注塑模。
与其他塑料成型方法相比,注射成型塑件的内在和外观质量均较好,生产效率高,容易实现自动化,是应用最为广泛的塑料成型方法,注射成型是热塑性塑料成型的一种重要方法,到目前为止除了氟塑料外,几乎所有的热塑性塑料都可用此方法成型。
注射成型也已经成功应用于某些热固性塑料,甚至橡胶制品。
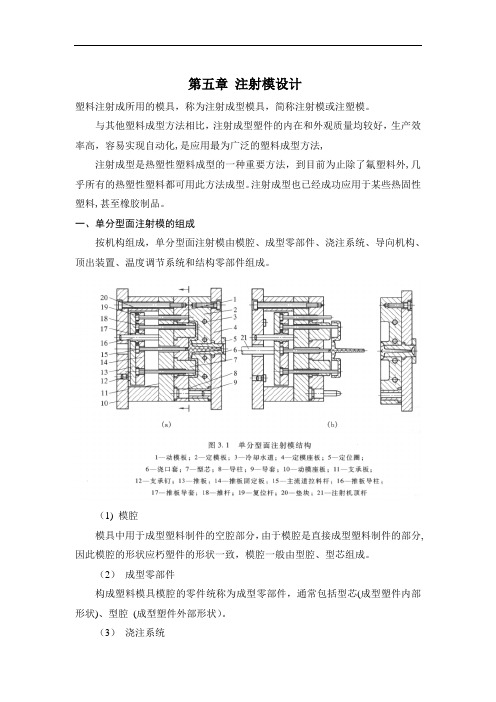
一、单分型面注射模的组成按机构组成,单分型面注射模由模腔、成型零部件、浇注系统、导向机构、顶出装置、温度调节系统和结构零部件组成。
(1) 模腔模具中用于成型塑料制件的空腔部分,由于模腔是直接成型塑料制件的部分,因此模腔的形状应朽塑件的形状一致,模腔一般由型腔、型芯组成。
(2)成型零部件构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔(成型塑件外部形状)。
(3)浇注系统将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。
(4) 导向机构为确保动模与定模合模时准确对中而设导向零件.通常有导向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面组成.(5)推出装置在开模过程中,将塑件从模具中推出的装置。
有的注射模具的推出装置为避免在顶出过程中推出板歪斜,还设有导向零件,使推板保持水平运动。
由推杆、推板、推杆固定板、复位杆、主流道拉料杆、支承钉、推板导柱及推板导套组成。
(6)温度调节和排气系统为了满足注射工艺对模具温度的要求,模具设有冷却或加热系统,冷却系统一般在模具内开设冷却水道,冷却系统是由冷却水道和水嘴组成。
加热则在模具内部或周围安装加热元件,如电加热元件。
在注射成型过程中,为了将型腔内的气体排除模外,常常需要开设排气系统.(7)结构零部件用来安装固定或支承成型零部件及前述的各部分机构的零部件。
支承零部件组装在一起,可以构成注射模具的基本骨架。
二、单分型面注射模的工作原理单分型面注射模的工作原理:模具合模时,在导柱和导套的导向定位下,动模和定模闭合.型腔由定模板上的型腔与固定在动模板上型芯组成,并由注射机合模系统提供的锁模力锁紧。


注塑模具入门基础知识一、塑料的定义及组成塑料是指以高分子合成树脂为主要成份、在一定温度和压力下具有塑性和流动性,可被塑制成一定形状,且在一定条件下保持形状不变的材料。
组成:聚合物合成树脂(40 ~ 100%)辅助材料:增塑剂、填充剂、稳定剂、润滑剂、着色剂、发泡剂、增强材料。
辅助材料作用:改善材料的使用性能与加工性能,节约树脂材料(贵)二、塑料的分类:300 余品种,常用的是40 余种名称是以所使有的合成树脂作为名称来称呼:聚乙烯、聚丙烯、聚氯乙烯、酚醛树脂、氧树脂,俗称:电木(酚醛树脂),有机玻璃(聚甲基丙烯酸甲脂),玻璃钢(热固性树脂用玻璃纤维增强);英文名称:尼龙(聚酰胺)PA 聚乙烯PE分类:热固性塑料与热塑性塑料(按塑料的分子结构)1、热塑性塑料具有线型分子链成支架型结构加热变软,泠却固化不可逆的2、热固性塑料:具有网状分子链结构加热软化,固化后不可逆.通用塑料:指产量大,用途广。
价格低廉的一类塑料。
如:聚乙烯,聚丙烯,聚氯乙烯,聚苯乙烯,醛酚塑料,氨基塑料占塑料产量的60%工程塑料:指机械性能高,可替代金属而作工程材料的一类,尼龙,聚磷酸脂,聚甲醛,ABS 特种塑料:隙氧树脂三、塑料的性能1、质量轻,密度0.9~0.23g /cm^ 泡沫塑料0.189g/cm2、比强度高:是金属材料强度的1/10 。
玻璃钢强度更高3、化学稳定性好4、电气绝缘性能优良5、绝热性好6、易成型加工性,比金属易7、不足:强度,刚度不如金属,不耐热。
100C 以下热膨胀系数大,易蠕变,易老化。
热塑性塑料成型加工性能:一、吸湿性:吸水的(ABS.尼龙,有机中玻璃)懦水的(聚乙烯)含水量大,易起泡,需干燥。
二、塑料物态:1、玻璃态:一般的塑料状态TG 高于室温。
2、高弹态:温度商于TG ,高聚物变得像橡胶那样柔软,有弹性。
3、粘流态:沾流化温度以上,高聚物相继出现塑料流动性与粘性液体流动区移,塑料成型加工就在材料的粘流态进引。
模具基本结构及分类:一、基本结构,根据部分起作用不同分类:〈一〉浇注系统将塑料由注射机喷嘴引向型腔的通道称浇注系统,其由主流道,分流道,内浇口,冷料穴等结构组成,由零件的浇注套,拉料杆等组成.〈二〉成型零件是直接构成塑料件形状及尺寸的各种零件,由型芯成型塑件内部形状,型腔成型塑料外部形状,成型杆,镶块等构成.〈三〉结构零件构成零件结构的各种零件,在模具中起安装,导向,机构动作及调温等作用.导向零件:导柱,导套.装配零件:定位隙,定模底板,定模板,动模板,动模垫板,模脚冷却加热系统主流道浇注系统内浇口分流道冷料穴注射型芯模成型零件型腔成型杆镶块导柱导向零件导套结构零件装配固定零件定位隙,定模底板,定模板,动模板,动模垫板,模脚冷却加热系统根据其运动特点均可分为两大部分:定模部分:一部份留于模具机座的定模板上,动模部分:随注射机动模板运动的部分定模部分与动模部分闭合则可形成型腔与浇注系统二、模具的分类〈一〉按注射机类型分:立式注射机,卧式注射机,直角式注射机上用的模具〈二〉按注射模具的总体结构特征分:1、单分型面模分流道位于分型面上,需切除流道凝料.2、点浇口脱出模具三板式模具3、带横向轴芯的分型模具4、自动卸螺纹注射成型模具注塑模基本组成注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上.在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品.模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的.模具主要由浇注系统、调温系统、成型零件和结构零件组成.其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分.浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等.成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等.典型塑模结构如图示.一.浇注系统浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成.它直接关系到塑料制品的成型质量和生产效率.1.主流道它是模具中连接注射机射嘴至分流道或型腔的一段通道.主流道顶部呈凹形以便与喷嘴衔接.主流道进口直径应略大于喷嘴直径O.8mm以避免溢料,并防止两者因衔接不准而发生的堵截.进口直径根据制品大小而定,一般为4-8mm.主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模.2.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞.如果冷料一旦混入型腔,则所制制品中就容易产生内应力.冷料穴的直径约8一lOmm,深度为6mm.为了便于脱模,其底部常由脱模杆承担.脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物.3.分流道它是多槽模中连接主流道和各个型腔的通道.为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布.分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响.如果按相等料量的流动来说,则以圆形截面的流道阻力最小.但因圆柱形流道的比表面小,对分流道赘物的冷却不利,而且这种分流道必须开设在两半模上,既费工又易对准.因此,经常采用的是梯形或半圆形截面的分流道,且开设在带有脱模杆的一半模具上.流道表面必须抛光以减少流动阻力提供较快的充模速度.流道的尺寸决定于塑料品种,制品的尺寸和厚度.对大多数热塑性塑料来说,分流道截面宽度均不超过8m,特大的可达10一12m,特小的2-3m.在满足需要的前提下应尽量减小截面积,以免增加分流道赘物和延长冷却时间.4.浇口它是接通主流道或分流道与型腔的通道.通道的截面积可以与主流道或分流道相等,但通常都是缩小的.所以它是整个流道系统中截面积最小的部分.浇口的形状和尺寸对制品质量影响很大.浇口的作用是:A、控制料流速度:.B、在注射中可因存于这部分的熔料早凝而防止倒流:C、使通过的熔料受到较强的剪切而升高温度,从而降低表观粘度以提高流动性:D、便于制品与流道系统分离.浇口形状、尺寸和位置的设计取决于塑料的性质、制品的大小和结构.一般浇口的截面形状为矩形或圆形,截面积宜小而长度宜短,这不仅基于上述作用,还因为小浇口变大较容易,而大浇口缩小则很困难.浇口位置一般应选在制品最厚而又不影响外观的地方.浇口尺寸的设计应考虑到塑料熔体的性质.型腔它是模具中成型塑料制品的空间.用作构成型腔的组件统称为成型零件.各个成型零件常有专用名称.构成制品外形的成型零件称为凹模又称阴模,构成制品内部形状如孔、槽等的称为型芯或凸模又称阳模.设计成型零件时首先要根据塑料的性能、制品的几何形状、尺寸公差和使用要求来确定型腔的总体结构.其次是根据确定的结构选择分型面、浇口和排气孔的位置以及脱模方式.最后则按控制品尺寸进行各零件的设计及确定各零件之间的组合方式.塑料熔体进入型腔时具有很高的压力,故成型零件要进行合理地选材及强度和刚度的校核.为保证塑料制品表面的光洁美观和容易脱模,凡与塑料接触的表面,其粗糙度Ra>0.32um,而且要耐腐蚀.成型零件一般都通过热处理来提高硬度,并选用耐腐蚀的钢材制造.2.调温系统为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节.对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却.模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通道热水或蒸汽外,还可在模具内部和周围安装电加热元件.3.成型部件成型部件由型芯和凹模组成.型芯形成制品的内表面,凹模形成制品的外表面形状.合模后型芯和型腔便构成了模具的型腔.按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件.排气口它是在模具中开设的一种槽形出气口,用以排出原有的及熔料带入的气体.熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体必须在料流的尽头通过排气口向模外排出,否则将会使制品带有气孔、接不良、充模不满,甚至积存空气因受压缩产生高温而将制品烧伤.一般情况下,排气孔既可设在型腔内熔料流动的尽头,也可设在塑模的分型面上.后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽.注射中,排气孔不会有很多熔料渗出,因为熔料会在该处冷却固化将通道堵死.排气口的开设位置切勿对着操作人员,以防熔料意外喷出伤人.此外,亦可利用顶出杆与顶出孔的配合间隙,顶块和脱模板与型芯的配合间隙等来排气.4.结构零件它是指构成模具结构的各种零件,包括:导向、脱模、抽芯以及分型的各种零件.如前后夹板、前后扣模板、承压板、承压柱、导向柱、脱模板、脱模杆及回程杆等.1.导向部件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件.在注塑模中通常采用四组导柱与导套来组成导向不见,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位.2.推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出.推出固定板和推板用以夹持推杆.在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位.3.侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构.4.标准模架为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架.设计方面1壁厚小,应加厚制件以免过早固化.2嵌件位置不当,应以调整.。
注射模的分类方法很多。
例如可按安装方式、型胶数目和结构特征等进行分类,佃是从模只设计的角度上看,按注射模具的总体结构特征分类最为方便。
一般可将注射模具分为以下几类。
(1)单分型砌注射模具。
单分型面注射模只又称为两板式模具,它是注射模具巾最简单而又员常用的一类。
据统计.两板式模具占全部泞射模具的70%。
如图4—l所尔的单分型面注射模具,钽电容型腔的一部分(型芯)在动模板上,另一部分(凹模)在定模板上。
申分泅而注射模具结构简单、操作方便,但是除采用直接浇口之外,型腔的浇口位置只能选择在制品的侧面。
(2)双分型面注射模具。
双分型6j注射模具以两个不同的分型面分别取出流通内的凝料利塑料制品,与两板式的单分型面泞射模具相比,双分型面注射模具在动模板与定模板之间增加了一块可以移动的中间板(又名浇口板),故又称二板式模具。
在定模板与中间板之间设置流道,齐小问板与功模板之间设置型腔,中间板适用于采用点浇口进料的单型腔或多型腔模具。
图4—2示lU典型的双分型面注射模简图。
从阁中可见,在开模时由于定距执板的限制,流道板13与定模板14作定距离的分开,以便取山这两块板之间流道内的凝料,在小间板与动模板分开后,利用推件板;将包紧在型芯上的制品脱出。
双分型回注射模义能在制品的小心部件设量点浇n,但制造成本较高、结构复杂,需要较大的开横行程,故较少用于大型塑料制而的注射成型。
(3)带有活动镶件的注射模具。
由于塑料制品的复杂结构,无法通过简单的分型从模具内取出制品,这时可在模具小设置活动镶件和活动的侧向型芯或半块(哈夫块),如图4—3 所尔。
开模时这些活动部件不能简单地沿开模方向与制品分离,而在脱模时将它们连同制品一起移出模外,然后用手:工或简单工具将它们与制品分开。
肖将这些活动镀件装入模具时还
应可靠地定位,因此这类模具的少产效本个高,常用于小批量的生产。
(4)带侧向分型抽芯的注射模具。
当塑料制品上有侧扎或侧凹时,在模具内可设置由斜导柠或斜滑块等组成的侧向分型抽;络机构,它能使侧型芯作横向移动。
图4—4所示为斜导
柱带动抽芯的注射模具。
在开模时,斜导柱利用开模力带动侧型芯横向移动,使侧型芯与制品分离,使推杆顺利地将制品从型芯丘推出。
这类模具广泛地运用在有侧孔或侧凹的塑料制品的大批量生产中。
(5)自动卸螺纹的注射模具。
当要求能自动脱卸带有内螺纹或外螺纹的塑料制品可在模具中设置转动的螺纹型芯或型环,这样便可利用机械的旋转运动或注复运动,将螺纹制品脱出;或者用专门的驱动和传动机构,带动螺纹型芯成型环转动,将螺纹制品脱出。
自动卸螺纹的注射模具如图4—5所示,该模具用于直角式注射机,螺纹型芯内注射机开合模的丝杠带动旋转,以便与制品脱离“
(6)推11机构设在定模的注射模具。
一舱当注射模具开模后,塑料制品均留在动模一侧,故推出机构也设在功模一侧,这种形式是最常用、最方便的,因为注射机的推出液压缸就在动模一侧。
帜有时由于制品的特殊要求或形状的限制,制品必须要留在定模内,这时就应在定模一侧设董推出机构,以便将制品从定模内脱出。
定模一侧的推出机构一般由动模通过抡板或链条来驱动。
图4—6所尔的塑料衣刷注射模具,由十制品的特殊形状,为了便于成型采用了直接浇口,开模后制品滞留在定模上,故在定模一侧没有报件板7,开模时由设在动模一侧的拉板8带动椎件板7,将制品从定模中的型芯11上强制脱出。
(7)热流道注射模具。
热流道注射模具常被简称为无流道注射模具,这类模具包括热流
道和绝热流道模具,通过采用对流道加热或绝热的办法来使从注射机顷嘴到浇口处之间的塑
料保持熔刚状态,如图4—7所示。
这样,在每次注射成型历流道内均没有塑料凝料,不仅
提高厂生产率,商约厂塑料,而且还保证了注射压力在流通干的传递,村利丁改善制品的质
量。
AVX钽电容此外,元流道凝料泞射模只还易实现全自动操作。
这类模具的缺点是模只成本高.浇迎
系统和控温系统要求高,对制佛形状和塑料有”‘定的限制。
wxq$#。