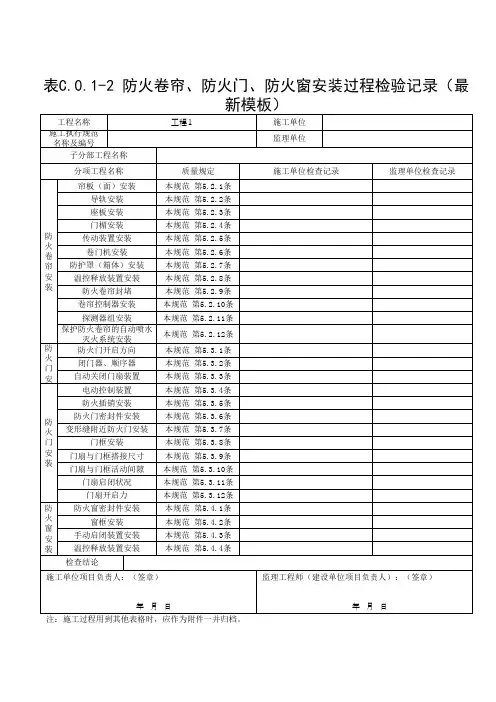
安装过程检验记录表
- 格式:doc
- 大小:13.50 KB
- 文档页数:3
窗户安装平行检验记录表项目信息
- 项目名称:
- 项目地点:
- 检验日期:
- 检验人员:
检验内容
窗户信息
- 窗户名称:
- 窗户尺寸:
- 窗户材料:
- 窗户数量:
检验标准
- 平行度要求:
- 其他特殊要求:
检验过程
1. 对窗户进行初步检查,确认窗户的材料、尺寸和数量符合要求。
2. 使用测量工具,测量窗户的水平宽度和垂直高度。
3. 检查窗户的水平宽度和垂直高度是否在允许范围内,并记录下测量结果。
4. 对于不符合要求的窗户,记录具体不符合的地方以及偏差数值。
5. 如果窗户需要调整,进行调整并重新测量,直到符合要求为止。
6. 根据测量结果填写检验记录表格。
检验结果
检验结论
根据检验结果,窗户 A 和窗户 C 符合平行度要求,窗户 B 不符合水平宽度要求。
窗户 B 需要进行调整以满足要求。
请相关人员注意并及时进行处理。
防盗门安装检验批质量验收记录表(可以直接使用,可编辑实用优秀文档,欢迎下载)防盗门安装检验批质量验收记录表GB50210-2001钢质防火门制作及安装工程施工合同发包方(全称):株洲钻石房地产开发(以下简称甲方)承包方(全称):亚萨合莱—王力制品株洲总经销(以下简称乙方)依照《中华人民共和国合同法》、《中华人民共和国建筑法》及其他有关法律、行政法规、遵循平等、自愿、公平和诚实信用的原则,双方就钻石·美林景园项目防火防盗门制作及安装工程施工事项协商一致,订立本合同。
一、工程概况工程名称:钻石·美林景园项目钢质防火防盗门制作及安装工程工程地点:株洲市茨菇塘路建设单位:株洲钻石房地产开发二、工程承包方式、范围和内容承包方式:包工包料、包质量、包安全文明施工、包工期、包机械(含进出场)分不同的尺寸规格按每樘综合单价包干。
承包范围:钻石·美林景园项目钢质防火防盗门及防盗门制作及安装工程全部工程量。
承包内容:钻石·美林景园项目防火防盗门及防盗门制作及安装施工涉及的内容及施工全过程涉及的全部质量检验,全部技术资料的收集、整理、汇总成册和临电、临水、临时设施等有关施工内容。
品牌:采用王力生产的“王力”牌钢质防火防盗门。
三、合同价款1、本合同含税包干综合单价、暂定合同总价如下表:入户钢质防火防盗门含税综合单位表备注:以上综合单价为固定单价,包括防火防盗门及配件制作、运输费、装卸费、安装费、水电费、措施费、管理费、利润、不可竞争费用、试验检验费、与主体施工单位的配合费、材料风险、税金、验收、相关管理部门手续费等全部费用。
其它未考虑因素均视作承包人优惠条件。
2、入户防盗门主要技术参数要求:①前后门板厚度实为mm;②门扇厚度为mm;③门锁为AB机械锁带门锁钩;④门框厚度为mm;⑤外观:。
3、乙方根据本工程施工结算价款,须开具符合本工程所在地税务机关要求的全额发票给甲方。
4、水电费用、场地租赁费用以及施工配合费用由乙方自行与土建施工单位结算。
普通灯具安装工程检验批质量验收记录表
前言
为确保普通灯具安装工程的合格率,保证工程质量,特制定此检验批质量验收记录表。
工程基本信息
工程名称:普通灯具安装工程
工程地点:
施工单位:
质检单位:
检查项及合格标准
检查项合格标准
安装位置对应楼层及位置正确
成品保护安装完成后成品完好无损
灯具接线接线牢固,没有外露
灯具固定灯具安装与天花板紧密结合
光源安装光源灯泡安装牢固
灯具性能安装完毕后能正常工作
检验批记录
我们对该工程进行了检验批验收,现将检验结果汇总如下:
第一次检验批
检查项结果
安装位置合格
成品保护合格
灯具接线不合格
灯具固定合格
光源安装合格
灯具性能合格
不合格项
•灯具接线问题:其中一盏灯的接线不够牢固,需要重新加固处理。
第二次检验批
检查项结果
安装位置合格
成品保护合格
灯具接线合格
灯具固定合格
光源安装合格
灯具性能合格
备注
该工程经过两次检验,已达到验收标准,合格率100%。
通过此次检验批,我们发现了灯具接线不够牢固的问题并进行了处理。
在今后的工程施工过程中,我们将会仔细检查每一项细节,保证工程的质量和安全。
彩钢板安装分项工程检验记录表
项目名称:
项目位置:
安装单位:
日期:
一、施工现场验收
1.彩钢板的存放是否符合相关规定,如是否有防潮措施等。
2.施工现场是否整洁,是否有违规操作现象。
二、基础验收
1.基础的平整度是否满足要求。
2.基础是否具备足够的承载力。
三、彩钢板验收
1.检查彩钢板的数量是否与设计图纸一致。
2.检查彩钢板的规格、型号和材质是否符合要求。
3.检查彩钢板表面是否有划痕、凹陷等缺陷。
四、配件验收
1.验收彩钢板的配件是否齐全,如螺丝、垫片等。
2.检查配件的规格、型号是否与设计图纸一致。
3.检查配件的材质是否与彩钢板相匹配。
五、安装验收
1.检查安装工艺是否符合相关规范。
2.检查彩钢板的排列是否平整,没有错位、错缝等现象。
3.检查彩钢板的固定是否牢固可靠。
六、安全验收
1.检查现场是否设置了安全警示标志。
2.检查是否设置了安全护栏,并检查其牢固性。
3.检查施工人员是否配备个人防护装备。
七、附加工程验收
1.检查配套设施(如雨水管道、通风管道等)是否安装完备。
2.检查彩钢板与附加设施之间的连接是否牢固。
八、竣工验收
1.检查整个彩钢板安装工程是否完工。
2.检查彩钢板安装工程的质量是否符合要求。
以上是彩钢板安装分项工程检验记录表的内容要求,具体可根据实际情况进行补充和调整。
为了确保工程质量和安全,建议在施工过程中进行多次检验,并做好相应的记录,以便后续查验和维护。
模板安装检验批质量验收记录表1. 引言本文档为模板安装的检验批质量验收记录表,旨在记录模板安装过程中的质量验收情况,确保模板安装符合规范和要求。
2. 项目信息项目名称:项目编号:施工单位:检验日期:3. 检验人员姓名职务4. 检验内容检验内容检验结果模板材料质量模板安装的垂直度和平整度模板的固定和连接方式模板的支撑和支架的牢固性模板的防护层和保护措施模板的拆除和清理工作其他需要检验的内容5. 检验结果根据对以上检验内容的检查和测试,确认如下检验结果:检验内容检验结果模板材料质量模板安装的垂直度和平整度模板的固定和连接方式模板的支撑和支架的牢固性模板的防护层和保护措施模板的拆除和清理工作其他需要检验的内容6. 检验结论根据以上检验结果,结合相关标准要求和设计要求,得出如下检验结论:检验内容检验结论模板材料质量模板安装的垂直度和平整度模板的固定和连接方式模板的支撑和支架的牢固性模板的防护层和保护措施模板的拆除和清理工作其他需要检验的内容7. 不合格处理如发现以下问题,请记录不合格项目并描述处理措施和结果:1.不合格项目1:•描述:模板材料破损严重。
•处理措施:更换破损的模板材料,并重新进行安装。
•处理结果:更换后的模板材料正常安装,符合要求。
2.不合格项目2:•描述:模板安装的垂直度不达标。
•处理措施:重新调整模板的安装位置,使其达到垂直度要求。
•处理结果:调整后,模板的垂直度满足要求。
8. 验收意见根据以上对模板安装的检验和不合格处理情况的评估,提出以下验收意见:1.合格。
2.不合格,需重新进行模板安装。
9. 验收人员姓名职务10. 验收日期验收日期: | |以上为模板安装的检验批质量验收记录表,记录了模板安装过程中的检验内容、检验结果以及不合格处理情况。
通过此表可以对模板安装的质量进行评估,并提出相应的验收意见和建议。
项目地点:蒙城县一集镇检验日期:机位号:
说明:此文件由自检和专检组成,自检由吊装公司作业人员执行,输出结果只需填写在自检/日期栏中,如有异议在备注中说明情况,专检由整机厂家服务人员执行,输出结果填写在检测纪录和专检/日期这两栏,标有“★”的项点,安装时必须有整机厂人员现场见证方可执行,执行完毕后整机厂家人员需签字确认;整体验收前,此文
三、第二段塔筒与第三段塔筒安装
六、第五段塔筒与第六段塔筒安装
过程检验通过:口过程检验不通过:□
签字:日期:。
建筑安装工程施工质量检查验收记录交工资料表格(总88页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--施工现场质量管理检查记录单位(子单位)工程质量竣工验收记录注:验收记录由施工单位填写,验收结论由监理(建设)单位填写。
综合验收结论由参加验收各方共同商定,建设单位填写,应对工程质量是否符合规范要求及总体质量水平做出评价。
单位(子单位)工程质量控制资料核查记录室内给水设备安装分项工程质量验收表(GB50300-2001)表编号:0 5 0 1 0 3室内给水设备安装工程检验批质量验收记录室内给水管网子分部工程验收记录注:除地基基础分部外,勘察单位可不参加。
室外给水管网安装分项工程质量验收表(GB50300-2001)表编号:0 5 0 6 0 1室外给水管道安装工程检验批质量验收记录消防水泵接合器及室外消火栓分项工程质量验收表(GB50300-2001)表编号:0 5 0 6 0 2消防水泵接合器及室外消火栓安装工程检验批质量验收记录3安全阀及止回阀安装位置和方向应正确,阀门起闭应灵活。
(条)//施工操作依据完整质量检查记录完整×月×施工单位检查结果评定合格项目专业项目专业质量检查员:×××技术负责人:×××年月日监理(建设)单位验收结论专业监理工程师(建设单位项目专业技术负责人):年月日二、自动喷水灭火系统分部工程施工技术记录用表自动喷水灭火系统子分部工程验收记录注:除地基基础分部外,勘察单位可不参加。
自动喷水灭火系统施工过程质量检查记录注:自动喷水灭火系统施工过程质量检查记录应由施工单位质量检查员按表填写,监理工程师进行检查,并作出检查结论。
自动喷水灭火系统施工过程质量检查记录注:自动喷水灭火系统施工过程质量检查记录应由施工单位质量检查员按表填写,监理工程师进行检查,并作出检查结论。
现浇结构模板安装平行检验记录表1. 引言本检验记录表适用于现浇结构模板安装平行检验,旨在确保安装过程中模板的平行度符合设计和施工要求,以保证现浇混凝土结构的稳定性和强度。
2. 检验目的本检验的目的是验证现浇结构模板的平行度是否符合设计和施工要求,以确保模板安装的准确性和结构的稳定性。
检验结果将作为决策和质量控制的依据,确保施工工艺的合理性和施工质量的可控性。
3. 检验范围检验范围包括现浇结构模板的安装过程中的平行度检验,涉及模板的选择、定位、调整和固定等环节。
4. 检验仪器和设备•测量尺•水平仪5. 检验过程5.1 模板选择根据设计图纸和施工要求,选择适当的模板进行安装。
5.2 模板定位根据设计要求和实际情况,在基础或者已施工好的墙体上确定模板的位置,并进行标记。
5.3 模板调整使用测量尺和水平仪,对模板进行调整,使其达到水平状态。
在调整过程中,需要两人配合,一人持测量尺进行测量,一人持水平仪调整模板。
5.4 模板固定模板调整至水平后,使用螺栓或扣件等固定装置将模板牢固地固定在基础或墙体上。
5.5 平行度检验使用测量尺对相邻的模板进行平行度检验,测量并记录模板上、中、下部分的间距差异。
测量时,将测量尺放置在模板上端,记录下相邻模板的间距。
然后将测量尺放置在模板中部和下部,重复测量并记录。
5.6 重复检验重复进行5.3至5.5步骤的检验过程,确保模板的平行度符合要求。
如有需要,可以进行多次检验并记录。
6. 数据记录与分析根据检验过程中的测量结果,将测量数据记录在下表中:模板编号上部间距(mm)中部间距(mm)下部间距(mm)123…根据测量数据,计算平行度的差异,并进行分析和比较。
如果测量结果符合设计和施工要求,则模板安装平行度合格;如果差异过大,则需要重新调整和安装模板。
7. 结论与建议根据数据分析结果,得出结论并提出相应的建议。
如果模板安装平行度符合要求,则结论为合格,并可以进行后续施工;如果模板安装平行度不符合要求,则结论为不合格,并建议重新调整和安装。
一、施工过程记录及签证表1、架空线路工程普通基础和拉线基础分坑及开挖检查记录表工程名称:编号:专职质检员:施工负责人:检查人注:此表用于自立式铁塔时拉线部分用“/”划掉。
现浇铁塔基础检验记录工程名称:编号:监理人员:专职质检员:施工负责人:检查人混凝土电杆基础检查记录工程名称:编号:专职质检员:施工负责人:检查人灌注桩基础检验记录工程名称:编号:监理人员:专职质检员:施工负责人:检查人自立式铁塔组立检验记录工程名称:编号:监理人员:专职质检员:施工负责人:检查人自立式钢管杆组立检验记录工程名称:编号:监理人员:质检员:施工负责人:检查人:钢管桩基础检验记录工程名称:编号:监理人员:质检员:施工负责人:检查人:混凝土电杆组立检查记录工程名称:编号:质检员:施工负责人:检查人:注:本表在使用时,同类杆型若检查合格可多基杆填写一张表。
如杆高、杆型(直线、转角、耐张)相同且检查均合格时可将其填写于一张表格内,杆号一栏应填写所有受检杆号。
导、地线展放施工检查记录工程名称:编号:质检员:施工负责人:检查人:导、地线直线液压管施工检验记录工程名称:编号:耐张段桩号号至号耐张段塔号号至号导地线规格施工日期年月日压接管桩号相别线别压前铝管mm压前钢管mm压后铝管mm压后钢管mm外观检查压接人钢印代号外径d2需压长度外径d1需压长度对边距压接长度对边距压接长度最大最小最大最小最大最小1 2最大最小注1: d l、d2分别为压前钢管和铝管的外径;注2: 1、2为压后铝管分别两处各自的压接长度;注3:外观检查包括管弯曲、裂纹等项目;注4:压后推荐值:钢管为 mm;(对边尺寸应满足:s=0.866×(0.993D)+0.2)铝管为 mm。
监理人员:质检员:施工负责人:检查人:注:压后推荐值查阅GB 50233-2005复合光缆OPGW展放施工检查记录工程名称:编号:质检员:施工负责人:检查人:复合光缆OPGW紧线施工检查记录工程名称:编号:质检员:施工负责人:检查人:复合光缆OPGW附件安装施工检查记录工程名称:编号:质检员:施工负责人:检查人:复合光缆OPGW现场开盘测试报告工程名称:编号:2 263 274 285 296 307 318 329 3310 3411 3512 3613 3714 3815 3916 4017 4118 4219 4320 4421 4522 4623 4724 48监理人员:质检员:施工负责人:检查人:注:此表与ADSS通用复合光缆OPGW接头衰减测试报告工程名称:编号:接头桩号接头塔号测试日期年月日OPGW盘号测试波长μm 测试温度生产厂家纤芯序号纤芯色别纤芯衰减dB/km 纤芯序号纤芯色别纤芯衰减dB/km 允许值实测值允许值实测值1 252 263 274 285 296 30监理人员:质检员:施工负责人:检查人:复合光缆OPGW纤芯衰减测试报告工程名称:编号:监理人员:质检员:施工负责人:检查人:紧线施工检查记录 (耐张段)工程名称:编号:质检员:施工负责人:检查人:附件安装施工检查记录工程名称:编号:质检员:施工负责人:检查人:交叉跨越检验记录工程名称:编号:监理人员:质检员:施工负责人:检查人:接地装置施工检验记录工程名称:编号:监理人员:质检员:施工负责人:检查人:1.接地体连接情况,应记录接地体的连接工艺、接地极的间隔;2.引下线安装,应记录使用材料和安装工艺。
卫生器具排水管道安装工程检验批质量验收记录表1. 项目背景本次卫生器具排水管道安装工程检验批质量验收记录表,是根据工程质量管理规范和相关标准要求编写的,旨在确保卫生器具排水管道安装工程的质量达到规定标准,满足使用要求。
2. 项目内容本次卫生器具排水管道安装工程检验批包括以下内容:•排水管道的铺设和固定;•排水管道与卫生器具的连接;•排水管道与污水收集器的连接;•排水管道的疏通和冲洗;•排水管道的防水处理。
3. 检验标准本次检验按照《建筑给水排水工程施工及验收规范》和《局部排水系统工程质量验收规范》相关要求进行检验。
4. 检验要求本次检验要求:•工程质量符合相关标准要求;•工程施工顺序、施工方法、材料规格符合规范或设计要求;•包括管道接口、缺陷、标志、保护、通风和清洁等方面;•管道系统注水后无渗漏或渗漏现象小于规定限值;•维护和验收过程中无损坏、丢失零部件或桥架等情况。
5. 检验记录按照工程验收规定,对本次卫生器具排水管道安装工程进行了检验,检验结果见下表:工程项目报告编号监理单位验收结果施工单位整改内容备注排水管道铺设和固定001 合格无排水管道与卫生器具的连接002 暂不合格更换连接件检验人员:张三排水管道与污水收集器的连接003 合格无排水管道的疏通和冲洗004 合格无排水管道的防水处理005 合格无6. 检验本次检验发现排水管道与卫生器具的连接不符合规范要求,经施工单位整改后符合要求。
其他项目均合格,经监理单位验收合格。
7. 检验人员签字检验人员:____________________ 日期:__________________以上为本次卫生器具排水管道安装工程检验批质量验收记录表。
施工过程“三检”记录表工程名称:凉山州地质灾害防治应急指挥中心等业务用房分部工程分项工程验收部位检查内容:检查结果经自查,本批次钢筋加工、□合格班组自安装及焊接均符合设计及规范通知施工员检验检要求,自查合格。
□不合格处理情况:检查人:检查时间:检查内容:检查结果□合格经复检,本批次受力钢筋品施工员种、级别、规格及数量均符合设通知质量员检验复检计及规范要求,复检合格。
□不合格处理情况:检查人:检查时间:检查内容:检查结果经检查,本批次受力钢筋品□合格种、级别、规格及数量,焊接接通知监理工程师检验质量员头机械性能试验,弯弧内直径,□不合格终检弯后平直长度均符合设计及规处理情况:范要求。
检查人:检查时间:说明:检查内容主要填写主控项目。
施工过程“三检”记录表工程名称:凉山州地质灾害防治应急指挥中心等业务用房分部工程地基与基础分部分项工程卷材防水层验收部位基础底板检查内容:检查结果经自查,本批次卷材防水层□合格班组自均符合设计及规范要求,自查合通知施工员检验检格。
□不合格处理情况:检查人:检查时间:检查内容:检查结果经复检,本批次卷材防水层□合格施工员搭接缝粘结牢固,密封严密,无通知质量员检验复检皱折、翘边和鼓泡等现象,符合□不合格设计及规范要求,复检合格。
处理情况:检查人:检查时间:检查内容:检查结果质量员经检查,本批次有出厂合格□合格终检证及复检报告,防水层搭接缝粘通知监理工程师检验结牢固,密封严密,无皱折、翘□不合格边和鼓泡等现象,符合设计及规处理情况:范要求。
检查人:检查时间:说明:检查内容主要填写主控项目。
施工过程“三检”记录表工程名称:凉山州地质灾害防治应急指挥中心等业务用房分部工程分项工程验收部位检查内容:检查结果经自查,本批次梁、板模板□合格班组自制作尺寸符合设计及规范要求,通知施工员检验检自查合格。
□不合格处理情况:检查人:检查时间:检查内容:检查结果经复检,本批次梁、板模板□合格通知质量员检验施工员制作尺寸,支撑体系到位、牢固,复检且垂直度、起拱符合设计及规范□不合格要求,复检合格。
管道安装平行检验记录表
1. 项目信息
- 项目名称:
- 项目编号:
- 施工单位:
- 检验日期:
2. 检验内容
- 根据施工图纸和规范要求,对管道安装进行了平行检验。
本次检验涉及的内容包括但不限于:
- 管道布置是否符合要求;
- 管道连接是否牢固;
- 管道支架的设置和固定情况;
- 管道施工过程中的焊接质量;
- 管道的防腐和绝缘措施。
3. 检验结果
- 经过检验发现,管道安装符合要求的情况有:
- 管道布置符合设计要求,管线路径清晰明确;
- 管道连接牢固,无渗漏现象;
- 管道支架设置合理,固定牢固;
- 管道焊缝质量良好,符合规范要求;
- 管道防腐和绝缘措施完善。
- 经过检验发现,管道安装存在以下不符合要求的情况:- 第一处不符合要求的情况;
- 第二处不符合要求的情况;
- ...
4. 处理措施
- 针对上述不符合要求的情况,将采取以下处理措施:- 针对第一处不符合要求的情况的处理措施;
- 针对第二处不符合要求的情况的处理措施;
- ...
5. 备注
- 其他需要补充的信息可以在此处记录。
以上为《管道安装平行检验记录表》的内容。
附件:相关图片或文件可以在此处添加。
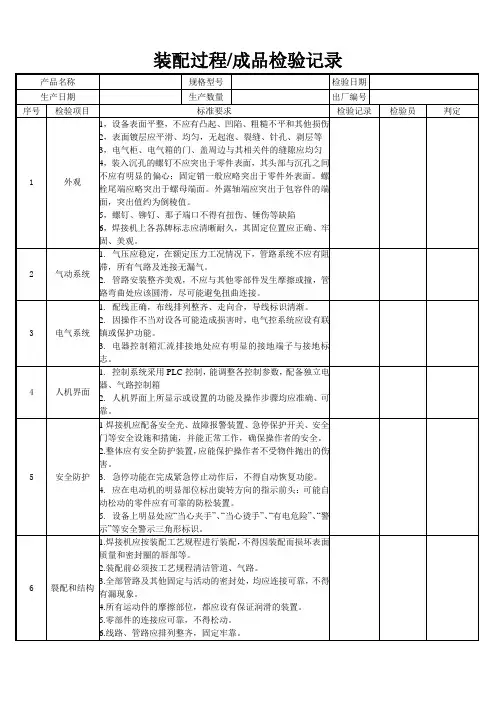
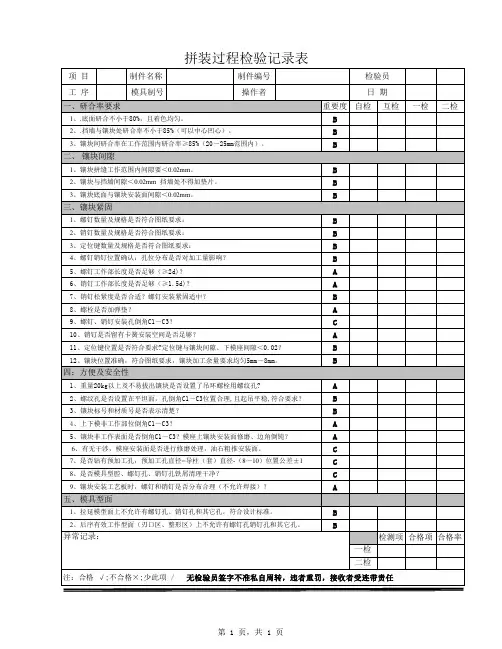
安装过程检验记录表
工序安装人员及日期技术要求检验记录名称
安装人员: 1、基础节放置方向正确,符合顶升加节要求;
2、底座四角水平误差?1‰; 一、
3、销轴与孔匹配、敲打到位、开口销齐全与孔基础匹配且张开; 节
4、螺栓平垫圈及簧垫圈配齐、紧固符合要求; 安
5、配重放置正确、整齐,重量达到吨。
装负责人:
安装日期: 质检员:
年月日年月日安装人员: 1、架体垂直、各导向滚轮与塔身的间隙一致,
单向间隙?2.5?;
二、 2、各导向滚轮,转动灵活,可调节锁定;
内 3、架体上部与塔身连接规范、紧固,拧紧力一 (外)
致; 爬
升 4、引进工作台完好、安装牢固; 架
5、顶升横梁无裂纹、变形,与油缸连接牢固; 安
装 6、爬爪无裂纹、变形、转动灵活,安装牢固; 负责人:
7、各液压气件调节正确、运行正常、顶升无爬安装日期: 质检员:
年月日年月日行、震抖、油路无泄露。
安装人员: 1、标准齿轮啮合良好,赤侧较小保证间隙符合
下表要求:
中心距 300—500 500—800 800—1250 (?)
三、较小保证0.13 0.17 0.21 回间隙(?) 转
2、齿轮运转平稳、无啃赤、咬赤现象; 支
承 3、支承与塔身连接牢固、可靠、转柱下支承杆安
件无变形、裂纹等缺陷; 装
4、转柱体连接牢固,其中心线与塔身中心线吻
合或平行,上支承滚轮与轨道间隙?1.5?;
5、转柱下部半球形轴承啮合面积?80,,凹面负责人: 安装日期: 质检员: 油
槽中应注足润滑油。
年月日年月日
安装人员: 1、各部位连接紧固,孔与销轴(开口销)匹配、
销轴安装到位开口销全部张开; 四、 2、各部件、防护设施、限位装置配备齐全、正起确; 重臂 3、起吊前做好各传动部位润滑保养; 平 4、起升、幅绳穿绕正确,绳端固定牢固; 衡臂 5、钢丝绳拉索的绳端绳卡不少于四只,轧制规安
范化,各拉索张紧程度一致; 装负责人: 6、平衡臂调整到水平位置,起重臂在空载状态安装日期: 质检员: 臂端上翘高度小于1m。
年月日年月日安装人员: 1、顶升高度32m(加8个标准节),不得任意加
高;
2、达到预定高度后(或当天未完成,下班前)
必须将各连接件安装好并拧紧全部螺栓; 五、顶 3、顶升过程中应使塔机被
顶升部份处于最佳平升衡状态,并将导向装置调整到规定间隙(见工序加二、1),严禁开动回转机构; 节 4、顶升加节后在无吊重情况下,塔身的垂直度
误差在2‰以内;
负责人: 5、顶升完毕后,应收回活塞杆,液压机组加罩安装日期: 质检员: 防雨。
年月日年月日安装人员: 1、附着点高度25m(两附着点间距
20m),附着
点以上塔身高度(悬高)25m,不得任意调整和
提高塔身;
2、未附着前,塔身高度不得超过独立高度(二
次附着前不得超过悬高),必须待附着后在顶升
加高;
六、 3、附着框架应保持水平,固定牢靠,附着框架附如不在塔身水平腹杆处,应在塔身内相应位置加着
对角撑;
4、附着杆与附着框架应在同一水平面上,与建
筑物之间的连接必须牢固;
5、附着后,附着点以下塔身垂直度偏差不大于
负责人: 2‰。
安装日期: 质检员:
年月日年月日。