模具定模板加工工艺卡
- 格式:doc
- 大小:77.00 KB
- 文档页数:2
塑料注射模具设计目录第1章绪论 (1)1.1模具在加工工业中的地位 (1)1.2塑料模工艺与注塑模具 (1)1.3本课题研究的意义 (3)第2章注塑模的工艺分析 (4)2.1注塑模组成部分 (4)2.2模具的毛坯、制造特点和使用关系 (5)2.3注塑模结构分析 (6)2.4注塑模工作原理及装配图 (7)第3章定模板的制造加工 (9)3.1定模板的加工 (9)3.1.1制定定模板加工步骤 (9)3.1.2 选择加工设备 (12)3.2加工工艺过程 (12)第4章型芯的加工制造 (13)4.1型芯的加工 (13)4.1.1制定动模板加工步骤 (13)4.1.2 加工工艺过程 (16)第5章定模座板、动模座板的加工 (18)5.1定模座板的加工 (18)5.1.1制定定模座板加工步骤 (18)5.1.2 选择加工设备 (20)5.1.3工工艺过程 (20)5.2动模座板的加工 (20)5.2.1制定动模座板加工步骤 (21)5.2.2 选择加工设备 (22)5.2.3工工艺过程 (22)第6章型芯固定板的加工 (23)6.1制定型芯固定板加工步骤 (23)6.1.1分析型芯固定板的结构 (24)6.1.2 确定加工方法 (24)6.1.3 选择加工设备 (24)6.2加工工艺过程 (24)第7 章支承零部件的加工 (26)7.1支承板的加工 (26)7.1.1制定支承板加工步骤 (26)7.1.2 加工工艺过程 (27)7.2垫块的加工 (28)7.2.1制定垫块加工步骤 (28)7.1.2 加工工艺过程 (29)第8章推出机构的制造 (30)8.1推件板的加工步骤 (30)8.1.1制定推件板加工步骤 (30)8.1.2 加工工艺过程 (34)8.2推板的制造 (34)8.2.1制定推板加工步骤 (35)8.2.2 加工工艺过程 (35)8.3推杆固定板的加工 (36)8.3.1制定动模板加工步骤 (36)8.3.2 加工工艺过程 (37)第9章标准件的选用 (38)9.1导柱的选用 (38)9.2浇口套的选用 (39)第10章模具装配、试模与调试 (41)10.1模具装配工艺过程 (41)10.2连接件的调试与修整 (43)10.3注塑模中出现的问题 (44)10.4成型设备的参数 (44)结论 (46)参考文献 (47)致谢 (48)附录 (49)第1章绪论1.1模具在加工工业中的地位模具是工业生产的重要装备,是国民经济的基础设备,是衡量一个国家和地区工业水平的重要标志。
模具加工工艺标准1•目的和适用范围为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,特制定本标准。
2 •模具加工工艺标准2.1工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铳床、CNC磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改),2.2加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铳床粗铳外形单边预留余量030.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0.03m m的抛光余量。
2.3加工精度要求:模具尺寸的制造精度应在0.005〜0.02mm范围内;垂直度要求在0.01〜0.02mm范围内;同轴度要求在0.01〜0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01〜0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01〜0.02mm范围内;固定部分的配合精度一般选用0.01〜0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01〜0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01〜0.02mm的间隙配合。
2.4 CNC拆电极的原则:模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC青角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm应当分开做,节约铜料。

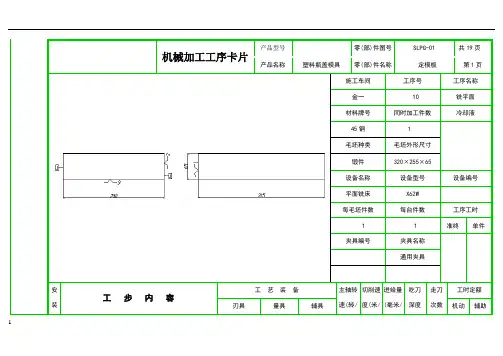
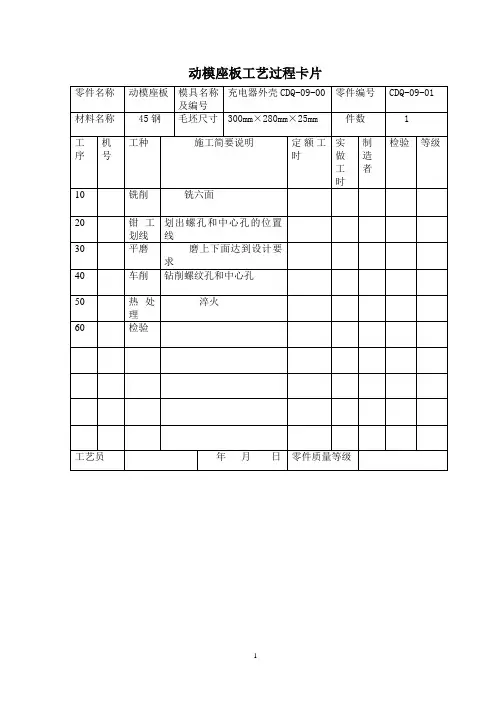
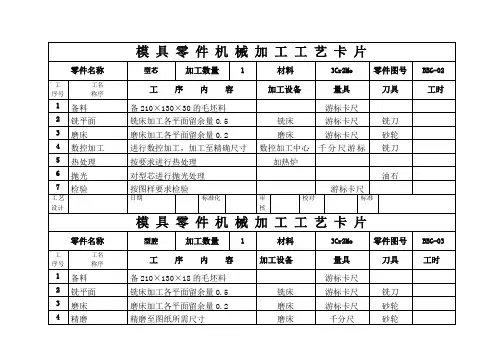
机械加工工序卡片产品型号零(部)件图号SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第1页施工车间工序号工序名称金一10铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转/切削速度(米/进给量(毫米/吃刀深度走刀次数工时定额刃具量具辅具机动辅助1/分)/分)/齿)(毫米)(min) 1粗铣后表面盘铣刀Φ400mm游标卡尺921162 1描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第2页施工车间工序号工序名称金一20铣平面材料牌号同时加工件数冷却液23描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第3页施工车间工序号工序名称金一30铣平面材料牌号同时加工件数冷却液451毛坯种类毛坯外形尺寸锻件320×255×6545(日期)(日期)(日期)(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零件图号SLPG-01共19页机械加工工序卡片产品名称塑料瓶盖模具零件名称定模板第4页车间工序号工序名称材料牌号金一40钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工工步内容刀具量具辅具主轴切削走刀吃刀走刀单件工时定额6步号名称及编号名称及编号名称及编号转速转/分速度米/分量毫米/转深度毫米次数机动(min)辅助描图1钻6×Ф20的通孔Ф20钻头0~300/ 1432454.91描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第5页车间工序号工序名称材料牌号金一50钻孔4578编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第6页车间工序号工序名称材料牌号金一60扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步工步内容刀具名称及量具名称及辅具名称及主轴转速切削速度走刀量吃刀深度走刀单件工时定额机动辅助描图号编号编号编号转/分米/分毫米/齿毫米次数(min) 1钻4×Ф28的通孔Ф28钻头游标卡尺143245101描校底图号装订号审核(日编制(日期)校对(日期)会签(日期)标准化(日期)期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零件图号 SLPG-01共19页机械加工工序卡片产品名称塑料瓶盖模具零件名称定模板第7页车间工序号工序名称材料牌号金一70扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 11011标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01 共19页产品名称塑料瓶盖模具零件名称定模板第8页车间工序号工序名称材料牌号金一80扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步工步内容刀具名称及量具名称及辅具名称及主轴转速切削速度走刀量吃刀深度走刀单件工时定额机动辅助12描图号编号编号编号转/分米/分毫米/齿毫米次数(min) 1扩8×Ф28孔的端部至4×Ф32深6Φ32扩刀游标卡尺36101描校底图号装订号审核(日编制(日期)校对(日期)会签(日期)标准化(日期)期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零件图号 SLPG-01共19页机械加工工序卡片产品名称塑料瓶盖模具零件名称定模板第 9 页车间工序号工序名称材料牌号金一90攻丝45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651314151淬火描校底图号装订号审核(日编制(日期)校对(日期)会签(日期)标准化(日期)期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零件图号SLPG-01共19页机械加工工序卡片产品名称塑料瓶盖模具零件名称定模板第12页车间工序号工序名称材料牌号金一120特种加工45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数1617v1.0 可编辑可修改18机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第13页车间工序号工序名称材料牌号金一130磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通磨床夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1磨后表面砂轮千分尺描校底图号装订号审核(日编制(日期)校对(日期)会签(日期)标准化(日期)期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零件图号 SLPG-01共19页机械加工工序卡片产品名称塑料瓶盖模具零件名称定模板第 14 页车间工序号工序名称材料牌号金一140磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数1920v1.0 可编辑可修改21机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第10页车间工序号工序名称材料牌号金一100珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1镗45×45孔镗刀0~300/5381描校底图号装订号审核(日编制(日期)校对(日期)会签(日期)标准化(日期)期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零件图号SLPG-01共19页机械加工工序卡片产品名称塑料瓶盖模具零件名称定模板第15页车间工序号工序名称材料牌号金一150珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床2223机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第16页车间工序号工序名称材料牌号金一160珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1型腔精整描校2425262728。
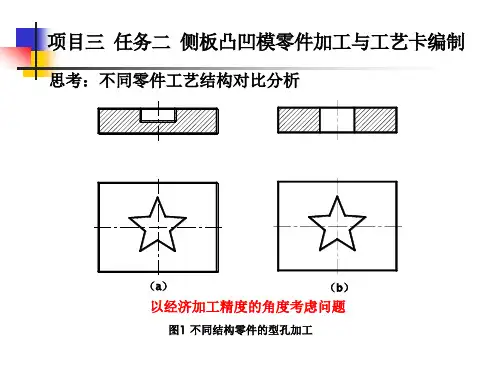
二、注塑模具设计实例实例1——电流线圈架的模具设计及制造塑料制品如图3—219所示,大批量生产,试进行塑件的成型工艺和模具设计,并选择模具的主要加工方法与工艺。
图3— 219 电流线圈架零件图(一)成型工艺规程的编制1.塑件的工艺性分析(1)塑件的原材料分析(2)塑件的结构和尺寸精度表面质量分析1)结构分析。
从零件图上分析,该零件总体形状为长方形,在宽度方向的一侧有两个高度为8.5mm ,R5mm 的两个凸耳,在两个高度为12mm 、长、宽分别为17mm 和13.5mm 的凸台上,一个带有的凹槽(对称分布),另一个带有4.lmmXl .2 mm 的凸台对称分布。
因此,模具设计时必须设置侧向分型抽芯机构,该零件属于中等复杂程度。
2)尺寸精度分析。
该零件重要尺寸如:012.01.12-mm 、04.002.01.12++mm 、14.002.01.15++mm 、012.01.15-mm 等精度为3级(Sj1372—78),次重要尺寸如:13.5±0.11、02.017-mm 、10.5±0.1mm 、02.014-mm 等的尺寸精度为4~5级(Sj 1372—78)。
由以上分析可见,该零件的尺寸精度中等偏上,对应的模具相关零件的尺寸加工可以保证。
从塑件的壁厚上来看,壁厚最大处为1.3mm ,最小处为0.95mm ,壁厚差为0.35mm ,较均匀,有利于零件的成型。
3)表面质量分析。
该零件的表面除要求没有缺陷、毛刺,内部不得有导电杂质外,没有特别的表面质量要求,故比较容易实现。
综上分析可以看出,注射时在工艺参数控制得较好的情况下,零件的成型要求可以得到保证。
(3)计算塑件的体积和质量计算塑件的质量是为了选用注射机及确定型腔数。
经计算塑件的体积为V =4087mm 3;计算塑件的质量:根据设计手册可查得增强聚丙烯的密度为ρ=1.04g /cm 3。
故塑件的质量为W =V ρ=4.25g采用一模两件的模具结构,考虑其外形尺寸、注射时所需压力和工厂现有设备等情况,初步选用注射机为XS—Z—60型。
模具制定工艺规程的具体步骤装配工艺过程:压入导柱--装导套--压入导套--检验。
1)对零件图进行工艺分析电火花线切割加工型孔工艺过程:(1)毛坯准备(2)刨六面,将毛坯刨成六面体(3)磨上下平面及角尺面(4)钳工划线、并加工销孔和螺钉孔(5)去型孔内部废料(6)热处理(7)平磨上下两面和角尺面(8)电火花线切割加工型孔(9)将加工好的凹模进行稳定回火(10)钳工研磨销孔及凹模刃口,使使型孔达到规定的技术要求。
加工阶段划分:粗加工阶段、半精加工阶段、精加工、光整加工阶段。
/划分目的:保证加工质量、合理使用设备、便于安排热处理。
对刀点:当用夹具时常用与工件零点有固定联系尺寸的圆柱销等进行对刀,则用对刀点作起刀点。
定位:块规角尺定位法、十字划线定位法、定位板定位法。
19、记住数控程序常用的指令代码:G01G02G03G17~19G40~44G90~91万能夹具组成:正弦头、尾架、底座、十字托板(由一双相互垂直的精密丝杆螺母副组成)电极丝初始位置确定:目视法(基准面法、十字基准线法);电阻法。
D、量具的选择:单件小批量使用通用量具;大批使用量规和高生产率的专用检具。
35、电火花线切割机床组成:床身、坐标工作台、运丝机构、工作液循环系统、高频脉冲电源、数字程序控制系统。
10、零件的加工精度包括:尺寸精度、形状精度和位置精度。
1)对产品装配图和零件图的分析与工艺审查正弦精密平口钳:可用于加工平面、斜面、刚性较大的材料。
加工顺序的安排:先粗后精,先主后次,基准先行,先面后孔。
)3)工序卡片:工序加工过程所必须的工艺资料。
7)数值计算工艺方法:a、单电极平动加工法(先高效低损耗电规准进行粗加工--依次改变电规准,加大平动量--最后使用的电极加工规准小,损耗量小)。
正弦分中夹具主要组成部分:正弦头、尾架、底座。
B、夹具的选择:单件小批量生产应尽量选用通用夹具;大批量使用专用夹具。
34、线切割与成形加工相比的特点:a、不需要制专用电极,电极丝可反复使用,成本低。
机械加工工序卡片产品型号零(部)件图号SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第1页施工车间工序号工序名称金一10铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转//分)切削速度(米//分)进给量(毫米//齿)吃刀深度(毫米)走刀次数工时定额刃具量具辅具机动(min)辅助1粗铣后表面盘铣刀Φ400mm游标卡尺921160.18 2 1 2.6描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第2页施工车间工序号工序名称金一20铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转//分)切削速度(米//分)进给量(毫米//齿)吃刀深度(毫米)走刀次数工时定额刃具量具辅具机动(min)辅助1粗铣前表面盘铣刀Φ400mm游标卡尺921160.182 1 2.6 2粗铣四周侧面盘铣刀Φ100mm491154 0.18210.9 描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第3页施工车间工序号工序名称金一30铣平面材料牌号同时加工件数冷却液451毛坯种类毛坯外形尺寸锻件320×255×65车间工序号工序名称材料牌号金一40钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/转吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻6×Ф20的通孔Ф20钻头0~300/0.021432450.34.910.35描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第5页车间工序号工序名称材料牌号金一50钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻两侧2×Ф10孔Ф10钻头0~300/0.021432450.3 4.910.35描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第6页车间工序号工序名称材料牌号金一60扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻4×Ф28的通孔Ф28钻头游标卡尺1432450.31010.24描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第7页车间工序号工序名称材料牌号金一70扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1扩4×Ф20孔的端部至4×Ф28深25Φ28扩孔刀游标卡尺573.25360.121010.24描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01 共19页产品名称塑料瓶盖模具零件名称定模板第8页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第 9 页车间工序号工序名称材料牌号金一90攻丝45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1攻Ф32.8孔至20mm深Ф32丝锥游标卡尺95.525 1.53810.61描校底图号描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第12页车间工序号工序名称材料牌号金一120特种加工45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1电脉冲加工型腔精密尺寸千分尺描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第13页车间工序号工序名称材料牌号金一130磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1产品名称塑料瓶盖模具零件名称定模板第 14 页车间工序号工序名称材料牌号金一140磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1磨型腔面砂轮千分尺描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第10页车间工序号工序名称材料牌号金一100珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1镗45×45孔镗刀0~300/0.0295.525 1.53810.61描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第15页车间工序号工序名称材料牌号金一150珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步工步内容刀具名称及量具名称及辅具名称及主轴转速切削速度走刀量吃刀深度走刀单件工时定额机动辅助描图号编号编号编号转/分米/分毫米/齿毫米次数(min)1磨浇口套的孔砂轮0~300/0. 02描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第16页车间工序号工序名称材料牌号金一160珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液。