第二章 焊接热过程资料
- 格式:ppt
- 大小:3.54 MB
- 文档页数:66
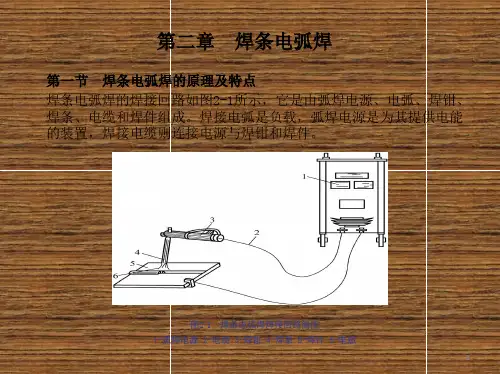
第一章焊接化学冶金名词解释1.焊接:被焊工件的材质(同种或异种),通过加热或加压或二者并用,并且用或不用填充材料,使工件的材质达到原子间的结合而形成永久性连接工艺过程(p1)2.扩散氢:由于氢原子和离子的半径很小,这一部分氢可以在焊缝金属的晶格中自由扩散,故称之为扩散氢(p40)3.残余氢:还有一部分氢聚集到陷阱(金属的晶格缺陷,显微裂纹和非金属夹杂物边缘的空隙)中,结合为氢分子,因其半径大,不能自由扩散,故称之为残余氢4.合金过渡:就是把所需要的合金元素通过焊接材料过渡到焊缝金属中去的过程(p68)5.合金过渡系数:合金元素的过渡系数等于它在熔敷金属中的试剂含量与它的原始之比填空1熔滴过度的形式:短路过渡,颗粒状过渡和附壁过渡(p17)2手工电弧焊时有三个反应区:药皮反应区,熔滴反应区和熔池反应区(p24)3氢分为2种:扩散氢,残余氢(p40)4氧对金属的作用?(p46-50)5焊渣的分类:a盐型熔渣;b盐—氧化物型熔渣;c氧化物型熔渣;6活性熔渣对焊缝金属的氧化可分为两种基本形式:扩散氧化和置换氧化看图:1-8熔合比:在焊缝金属中局部熔化的母材所占的比例(p27)焊接区内的气体:H2 O2 N2 H2 (氧,氮,水气)简答:1.(课后)氢对焊接质量的影响及控制措施?影响:1.氢脆,2.白点3.形成气孔4.产生冷裂纹(p41)控制措施:a 限制焊接材料中的含氢量;b 清除焊丝和焊件表面上的杂质;c 冶金处理;d 控制焊接工艺参数;e 焊后脱氢处理;2熔渣的作用?A 机械保护作用:焊接时形成的熔渣覆盖在熔滴和熔池的表面上,把液态金属与空气隔开,防止液态金属的氧化和氮化。
熔渣凝固后形成的渣壳覆盖在焊缝上,可防治处于高温的焊缝金属受空气的有害作用。
B改善焊接工艺性能的作用:良好的焊接工艺性能是保证焊接化学冶金过程顺利进行的前提。
在熔渣中加入适当的物质可使电弧容易引燃,稳定燃烧,减少飞溅,保证具体良好的操作性,脱渣性和焊缝成形等。
第一章认识焊接1•焊接:通过加热或加压或两者并用,并且用或不用填充材料,使工件达到原子(分子)间结合的连接方法。
(名词解释)2.焊接方法的分类:熔焊、压焊、钎焊。
(填空)焊接方法的未来趋势:(论述题)⑴提高焊接生产率是推动焊接技术发展的重要驱动力。
⑵提高准备车间的机械化、自动化水平。
⑶焊接过程自动化、智能化是提高焊接质量稳定性、解决恶劣劳动条件的重要方向。
⑷ 新技术,新材料的发展。
⑸热源的研究与开发。
⑹节能技术的发展。
3.弧光辐射:弧光是由紫外线、强可见光和红外线组成。
紫外线过度照射造成电光性眼炎、红外线与强可见光造成早期老光。
(填空或者判断)4.高空焊接作业:焊工距离基面人于等于2米。
第二章焊条电弧焊的操作1•焊条电弧焊的特点优点一一灵活性好:操作方便,对焊前装配要求求低,可焊材料广缺点一一①生产率低;②人为影响因素强2.电源外特性:在规定范|韦|内,弧焊电源稳态输出的电流与电源输出端电压的关系,称为电源外特性。
3.空载电压:当弧焊电源不带有负载时其输出端的电压。
(名词解释)4.短路电流:当电极和工件短路时,电压为零,此时焊接电源输出的电流。
5.焊接电源的动特性:电弧电压和焊接电流不断发生瞬间变化,焊接电源能不断调整输出的电流和电压,即焊接电源具有良好的动特性。
6.焊条:焊芯和药皮。
(填空或者简述)焊芯的作用:一是传导焊接电流,产生电弧把电能转换成热能;二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。
即既是电极又是填充金属。
药皮的作用:(1)机械保护作用。
⑵冶金处理渗合金作用⑶改善焊接工艺性能7.常用焊条⑴等强度原则即选用同强度等级的焊条。
一般用于低碳钢和低合金钢。
(2)同成分原则即选用与母材化学成分相同或相近的焊条。
一般用于焊接耐热钢、不锈钢等。
⑶抗裂纹原则选用抗裂性好的碱性焊条,以免在焊接过程中接头产生裂纹。
⑷抗气孔原则如呆受焊接工艺条件的限制,,对焊接接头部位的油污、铁锈等不便清理,应选用抗气孔能力好的酸性焊条,以免焊接过程中气体滞留于焊缝中,形成气孔。